Revêtement laser
Fournir aux clients des solutions globales de technologie de revêtement par laser afin de répondre à leurs exigences accrues en matière de technologie de fabrication avancée.
Aperçu des services
La technologie de revêtement laser utilise le laser pour revêtir des matériaux métalliques à haute performance sur la surface de la base de la pièce. Grâce à l'énergie extrêmement élevée du faisceau laser, le matériau de revêtement et le matériau de base sont fondus en même temps. Après un refroidissement rapide, un revêtement métallurgique parfait est formé, ce qui améliore considérablement la surface de la pièce. Il possède les caractéristiques de résistance à l'usure, à la corrosion, aux températures élevées, à l'oxydation, etc., de manière à atteindre l'objectif de modification ou de réparation de la surface, ce qui permet non seulement de répondre aux exigences de performance spécifique de la surface du matériau, mais aussi d'économiser beaucoup d'éléments précieux.
La refabrication additive par laser est un comportement technique basé sur la technologie de revêtement par laser (réparation par revêtement par laser) pour restaurer l'apparence et les propriétés mécaniques des pièces qui ont échoué en service ou des pièces mal traitées. À l'heure actuelle, la technologie de refabrication additive par laser est largement utilisée dans les équipements et pièces de précision, les turbines à gaz, la métallurgie de l'acier, le transport ferroviaire, le soutien industriel, le soutien agricole et d'autres domaines.

avantages du service
Maîtriser la technologie de base du traitement thermique des matériaux par laser
Le composant présente une grande précision de formage
La taille du bain de fusion (±0,25 mm) et la hauteur du revêtement (±0,10 mm) peuvent être contrôlées avec précision grâce à la détection de l'image du bain de fusion et au système en boucle fermée ImageSense®.
Excellente résistance à la fatigue
Grâce à DynamicHeat® et à la technologie des matériaux en poudre métallique, la contrainte thermique des pièces formées peut être minimisée et leur résistance à la fatigue peut être maximisée.
Durée de vie plus longue du revêtement
La force d'adhérence métallurgique entre le revêtement par rechargement laser et le matériau de base est plusieurs fois supérieure à celle du revêtement par galvanoplastie, ce qui prolonge la durée de vie du revêtement.
Fournir des solutions complètes
Greenstone-Tech dispose d'avantages techniques et financiers de premier plan et utilise des équipements de recherche et de développement indépendants pour réparer et renforcer les pièces des clients.
Répondre rapidement aux besoins des clients
Intégrer les différents composants nécessaires à la réparation dans des modules et les transporter sur le site du client pour un assemblage rapide en vue des opérations de réparation, réduisant ainsi le temps d'immobilisation du client.
Fournir des services de réparation sur place
Greenstone-Tech a développé de manière indépendante un équipement de réparation automatisé sur site pour répondre aux besoins de réparation sur site des pièces industrielles lourdes surdimensionnées.
Technologie de rétroaction en boucle fermée
Le système de contrôle en boucle fermée utilise des dispositifs de détection de la lumière ou de la chaleur pour surveiller en temps réel des paramètres tels que la taille du spot laser, la forme du bain de fusion et le gradient de température.
100% fabriqué en Chine
L'équipement universel de formage direct des métaux par laser de Greenstone-Tech est bien ouvert et évolutif, et peut être intégré dans la chaîne de montage et utilisé comme poste de travail pour la réparation et le revêtement par laser.
Le niveau technique est le plus élevé de l'industrie
L'équipement de revêtement à ultra-haute vitesse développé indépendamment par Greenstone-Tech est à la pointe de la technologie et est largement utilisé pour la réparation et le revêtement de pièces essentielles dans l'industrie manufacturière.
Caractéristiques des procédés de gainage à ultra-haute vitesse et des procédés de gainage traditionnels
La technologie de revêtement à ultra-haute vitesse de Greenstone-Tech est à la pointe de l'industrie
Caractéristiques techniques :
Technologie de revêtement par laser à ultra-haute vitesse est principalement utilisé pour améliorer la résistance à l'usure, la résistance à la corrosion, la résistance aux températures élevées et la résistance à l'oxydation de la surface des pièces, afin d'atteindre l'objectif de modification ou de réparation de la surface et de répondre aux exigences des clients en ce qui concerne les propriétés spécifiques de la surface des matériaux.
Dans le processus de revêtement laser conventionnel, L'énergie du laser est principalement utilisée pour faire fondre le matériau de base et former un bain de fusion. La poudre est injectée dans le bain de fusion, fondue, puis solidifiée pour former un revêtement protecteur.
Caractéristiques du processus :
Revêtement à ultra-haute vitesse La vitesse de revêtement est plus rapide: La technologie de revêtement à ultra-haute vitesse peut recouvrir le revêtement de surface du substrat deux ordres de grandeur plus rapidement que la technologie traditionnelle de revêtement par laser. Des revêtements à haut rendement de plus de 1,5 mètre carré/heure peuvent réduire le coût du revêtement laser au même coût que le chromage dur.
L'épaisseur du revêtement à ultra-haute vitesse est plus importanteLe revêtement par électrodéposition est une combinaison physique, et l'épaisseur du revêtement est généralement de 20 à 60 μm ; revêtement laser et substrat La liaison des matériaux est une liaison métallurgique, la force de liaison est plusieurs fois supérieure à celle du revêtement par électrodéposition, et la durée de vie du revêtement est plus longue.
Le revêtement à ultra-haute vitesse n'est pas susceptible de provoquer des déformations ou des fissures dans le matériau de base.: Le rechargement à ultra-haute vitesse provoque des zones affectées par la chaleur et des contraintes thermiques plus faibles sur le matériau de base que les procédés de rechargement traditionnels, et il est moins susceptible de provoquer des déformations et des fissures.

Principes techniques du rechargement par laser (à gauche sur l'image) et du rechargement par laser à ultra-haute vitesse (à droite sur l'image)
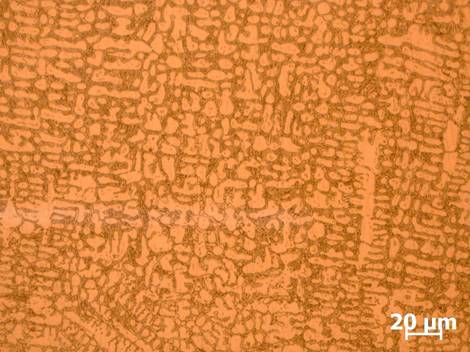
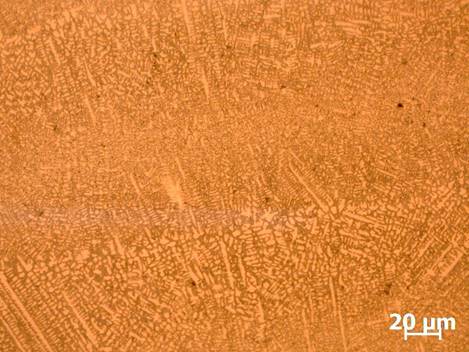
Métallographie du revêtement par cladding laser (gauche) et cladding laser à ultra-haute vitesse (droite)

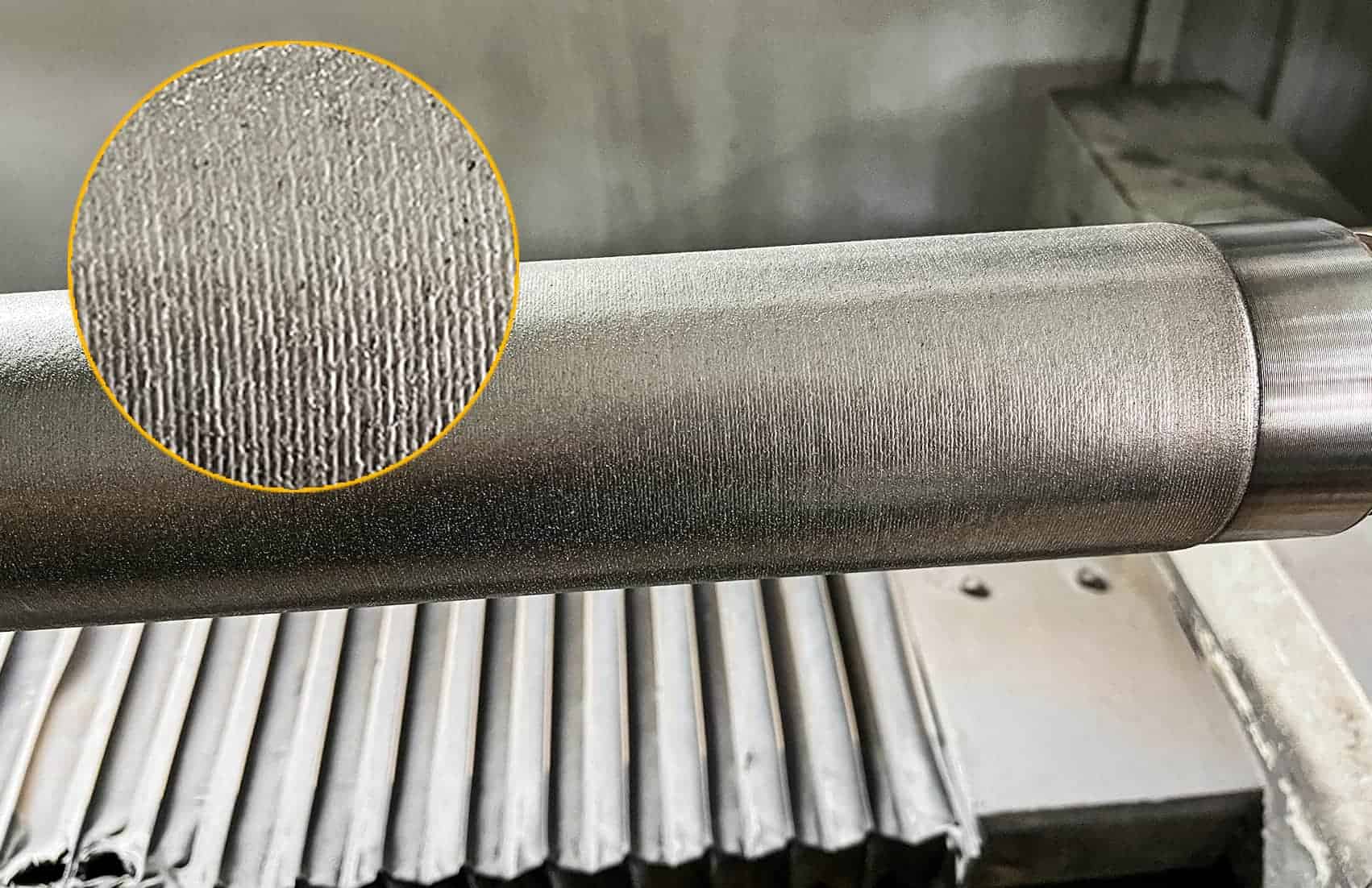
Surfaces de revêtement par cladding laser (à gauche) et cladding laser à ultra-haute vitesse (à droite)
Champ d'application du processus
Répondre aux divers besoins des clients et avoir un large éventail d'applications
Champ d'application du processus | ||
Gamme de puissance (W) | 1000-10000 | |
Vitesse de balayage (mm/s) | 0-1000 | |
Quantité de poudre (g/min) | 0-150 | |
Taux de chevauchement (%) | 15-50 | |
Débit de gaz protecteur (L/min) | 10-20 | |
Type de buse | Hors axe | Coaxial |
Méthode d'administration des poudres | Alimentation par gravité/Convoyage pneumatique | Transport pneumatique |
Présélection hors axe unilatéral melt pool hors axe unilatéral | Bassin de fusion coaxial symétrique des deux côtés | |
Comparaison des technologies de revêtement existantes
La technologie de revêtement à ultra-haute vitesse est devenue l'axe de développement de l'industrie
Classification | Placage électrolytique du chrome | Pulvérisation de plasma | Pulvérisation supersonique de la flamme | Revêtement laser traditionnel | Revêtement laser à très haute vitesse |
Matériel | Cr | poudre d'alliage | poudre d'alliage | poudre d'alliage | poudre d'alliage |
Épaisseur | <0.1 | 3-4 | 0.1-0.4 | 1-2 | 0.02-0.4 |
Dureté | >700 | Cr-Fe 300 | Revêtement WC-Cr>1000 | Cr-Fe 500-600 | Cr-Fe 500-600 |
Résistance à l'usure | pauvres | bon | bon | bon | bon |
Combinaison avec le matériau de base | combinaison physique | liaison métallurgique | liaison métallurgique | liaison métallurgique | liaison métallurgique |
Apport de chaleur du substrat | non | élevé | faible | faible | très faible |
Respect de l'environnement | mauvais | amende | pauvres | bon | bon |
Durée de vie (années) | 1-1.5 | 2-3 | 2-3 | >5 | >3 |
Coût de production | faible | moyen | moyen | élevé | faible |
Catégorie de matériaux de revêtement
Huirui et ses sociétés de portefeuille possèdent plus de 200 brevets et logiciels, ce qui les classe parmi les meilleurs du secteur.
domaines de service
Greenstone-Tech a développé de manière indépendante un ensemble complet d'équipements spéciaux pour la fabrication additive métallique par laser.
