پوششدهی لیزری
با ارائه راهحلهای جامع فناوری پوشش لیزری یکجا به مشتریان، پاسخگوی نیازهای بالاتر آنها به فناوری پیشرفتهٔ تولید باشیم.
مروری بر سرویس
فناوری آلیاژیسازی با لیزر از لیزر برای پوششدهی مواد فلزی با عملکرد بالا بر روی سطح قطعه پایه استفاده میکند. به دلیل انرژی فوقالعاده بالای پرتو لیزر، ماده آلیاژی و ماده پایه همزمان ذوب میشوند. پس از خنکسازی سریع، یک پوشش پیوند متالورژیکی کامل تشکیل میشود که در نتیجه سطح قطعه را به طور قابل توجهی بهبود میبخشد. این پوشش دارای ویژگیهایی چون مقاومت در برابر سایش، خوردگی، دمای بالا و اکسیداسیون و غیره است و به این ترتیب هدف اصلاح سطح یا تعمیر را محقق میسازد؛ امری که نه تنها الزامات مربوط به عملکرد خاص سطح ماده را برآورده میکند، بلکه در عناصر گرانبها نیز صرفهجویی میکند.
بازتولید افزودنی با لیزر یک روش فنی مبتنی بر فناوری پوششدهی لیزری (تعمیرات پوششدهی لیزری) است که برای بازگرداندن ظاهر و خواص مکانیکی قطعاتی که در حین سرویس دچار خرابی شدهاند یا بهطور نادرست پردازش شدهاند، بهکار میرود. در حال حاضر، فناوری بازتولید افزودنی با لیزر بهطور گسترده در تجهیزات و قطعات دقیق، توربینهای گازی، متالورژی فولاد، حملونقل ریلی، پشتیبانی صنعتی، پشتیبانی کشاورزی و سایر حوزهها مورد استفاده قرار گرفته است.

مزایای خدمات
تسلط بر فناوری اصلی پردازش حرارتی مواد با لیزر
قطعه دارای دقت شکلدهی بالایی است.
بر اساس حسگر تصویر حوضچه مذاب و سیستم حلقه بسته ImageSense®، اندازه حوضچه مذاب (±0.25 میلیمتر) و ارتفاع پوشش (±0.10 میلیمتر) را میتوان با دقت کنترل کرد.
مقاومت عالی در برابر خستگی
با فناوری DynamicHeat® و مواد پودری فلزی، تنش حرارتی قطعات شکلیافته به حداقل رسیده و مقاومت آنها در برابر خستگی به حداکثر میرسد.
طول عمر پوشش طولانیتر
مقاومت پیوند متالورژیکی بین پوشش کلادینگ لیزری و ماده پایه چندین برابر بیشتر از پوشش الکتروپلیتشده است که منجر به طول عمر بیشتر پوشش میشود.
راهکارهای جامع ارائه دهید
گریناستون-تک دارای مزایای فنی و هزینهای برتر است و از تجهیزات مستقل تحقیق و توسعه برای تعمیر و تقویت قطعات مشتریان استفاده میکند.
سریعاً به نیازهای مشتری پاسخ دهید
اجزای مختلف مورد نیاز برای تعمیر را در قالب ماژول یکپارچه کرده و برای مونتاژ سریع در عملیات تعمیر به محل مشتری منتقل کنید تا زمان توقف مشتری کاهش یابد.
ارائه خدمات تعمیر در محل
شرکت گریناستون-تک بهطور مستقل تجهیزات خودکار تعمیر در محل را برای تأمین نیازهای تعمیر قطعات سنگین صنعتی و بزرگجثه توسعه داده است.
فناوری بازخورد حلقه بسته
سیستم کنترل بازخورد حلقه بسته از دستگاههای سنجش نور یا سنجش حرارتی برای پایش پارامترهایی مانند اندازه نقطه لیزر، شکل حوضچه مذاب و شیب دما بهصورت بلادرنگ استفاده میکند.
100% ساخت چین
تجهیزات همگانی شکلدهی مستقیم فلز با لیزر گریناستون-تک از انعطافپذیری و قابلیت توسعه خوبی برخوردار است و میتوان آن را در خط مونتاژ تعبیه کرده و بهعنوان ایستگاه کاری تعمیر و آلیاژیسازی با لیزر استفاده کرد.
سطح فنی در صنعت پیشرو است.
تجهیزات پوششدهی فوقسریع شرکت Greenstone-Tech که بهطور مستقل توسعه یافته است، از نظر فناوری در صنعت پیشرو است و بهطور گسترده در تعمیر و پوششدهی قطعات اصلی در صنعت تولید مورد استفاده قرار میگیرد.
ویژگیهای فرآیند روکشکاری فوقسریع و فرآیندهای روکشکاری سنتی
فناوری پوششدهی فوقسریع گریناستون-تک در خط مقدم این صنعت قرار دارد.
ویژگیهای فنی:
فناوری پوششدهی لیزری فوقسریع عمدتاً برای بهبود مقاومت در برابر سایش، خوردگی، دمای بالا و اکسیداسیون سطح قطعات استفاده میشود تا به هدف اصلاح یا ترمیم سطح و برآورده کردن الزامات مشتری برای خواص سطحی خاص مواد دست یابد.
در فرآیند پوششدهی لیزری متعارف, انرژی لیزر عمدتاً برای ذوب کردن مادهٔ پایه و ایجاد یک حوضچهٔ مذاب استفاده میشود. پودر به داخل حوضچهٔ مذاب تزریق شده، ذوب شده و سپس منجمد میشود تا یک پوشش محافظ تشکیل دهد.
ویژگیهای فرآیند:
روکشکاری با سرعت فوقالعاده بالا؛ سرعت روکشکاری سریعتر است.فناوری آلیاژیکاری با سرعت فوقالعاده بالا میتواند پوشش سطحی زیرلایه را دو مرتبه توان ده سریعتر از فناوری آلیاژیکاری لیزری سنتی اعمال کند. پوششهای با بازده بالا با نرخ بیش از ۱٫۵ متر مربع در ساعت میتوانند هزینه آلیاژیکاری لیزری را به همان اندازه پوشش کروم سخت کاهش دهند.
ضخامت پوشش کلادینگ فوقسریعتر ضخیمتر است.ضخامت پوشش کادشینگ فوقسریع حداقل ۱۲۰ میکرومتر است و میتواند تا ۱۰۰۰ میکرومتر برسد، در حالی که پوشش آبکاری الکتریکی ترکیبی فیزیکی است و ضخامت آن معمولاً ۲۰–۶۰ میکرومتر است؛ چسبندگی پوشش لیزری و مواد زیرلایه از نوع پیوند متالورژیکی است، استحکام پیوند آن چندین برابر بیشتر از پوشش آبکاری الکتریکی است و عمر پوشش طولانیتر است.
پوششدهی با سرعت فوقالعاده بالا به راحتی باعث تغییر شکل یا ترکخوردگی مادهٔ پایه نمیشود.روکشکاری با سرعت فوقالعاده بالا نسبت به فرآیندهای روکشکاری سنتی، نواحی تحت تأثیر حرارت کوچکتر و تنشهای حرارتی کمتری را در ماده پایه ایجاد میکند و احتمال ایجاد تغییر شکل و ترکخوردگی در آن کمتر است.

اصول فنی پوششدهی لیزری (سمت چپ تصویر) و پوششدهی لیزری فوقسریع (سمت راست تصویر)
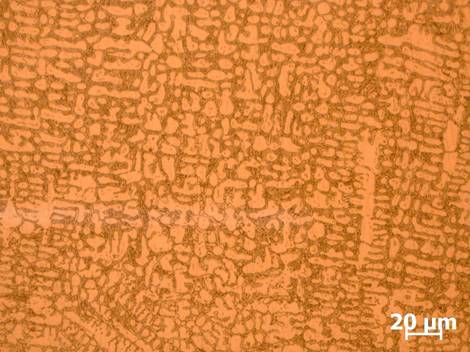
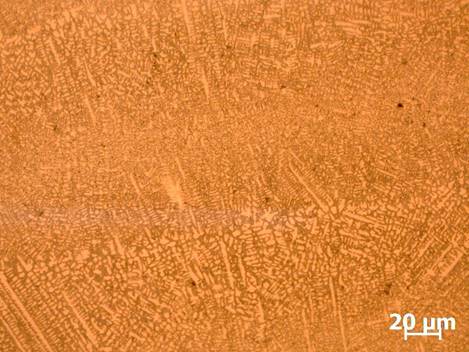
متالورژی پوششدهی لیزری (چپ) و پوششدهی لیزری فوقسریع (راست)

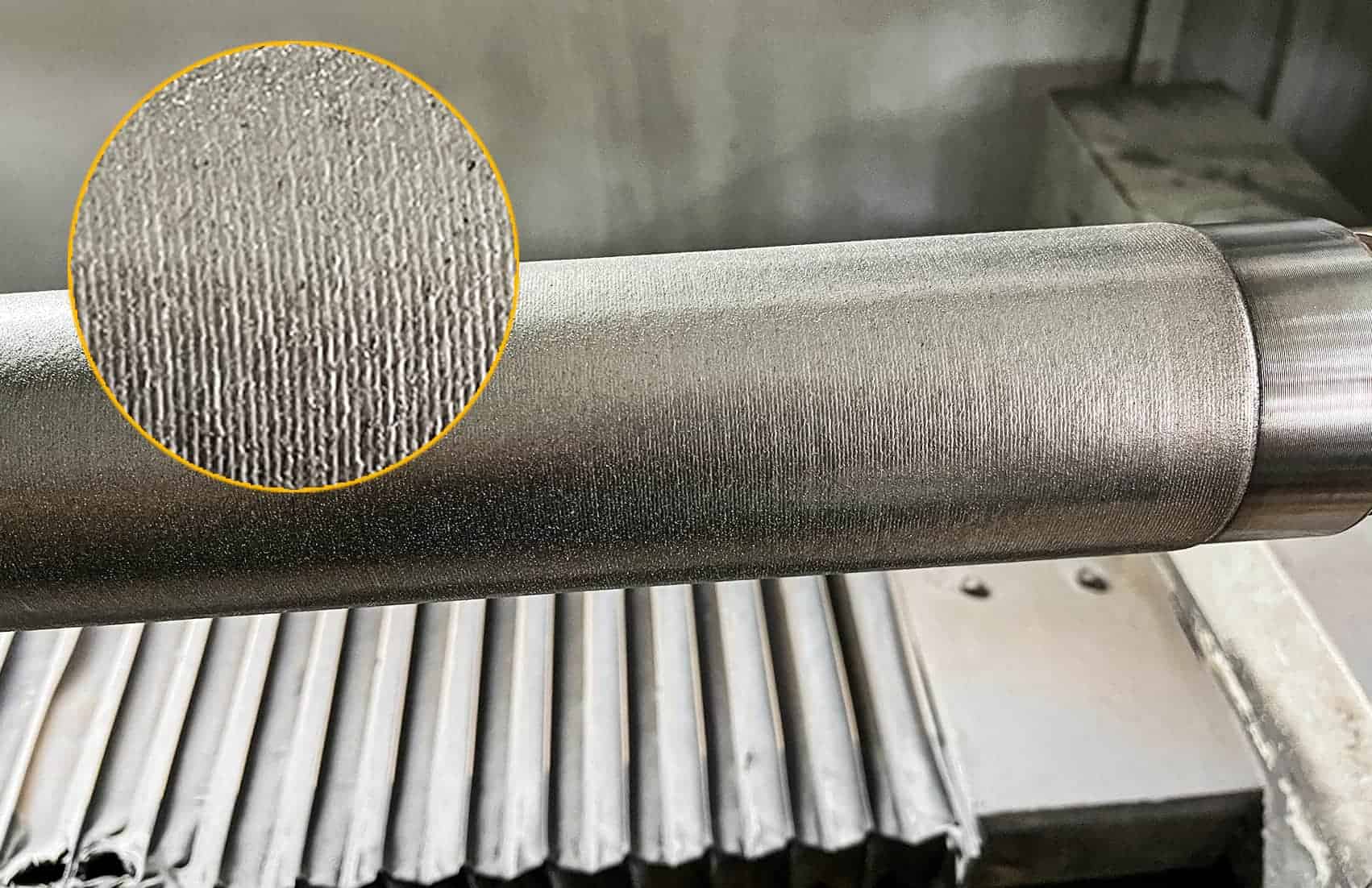
پوششدهی با لیزر (سمت چپ) و پوششدهی با لیزر فوقسریع (سمت راست) سطوح
دامنه فرآیند
نیازهای متنوع مشتریان را برآورده کنید و طیف گستردهای از کاربردها را داشته باشید.
دامنه فرآیند | ||
محدوده توان (وات) | 1000-10000 | |
نرخ اسکن (میلیمتر در ثانیه) | 0-1000 | |
میزان تغذیه پودری (گرم/دقیقه) | 0-150 | |
نرخ همپوشانی (%) | 15-50 | |
جریان گاز محافظ (لیتر در دقیقه) | 10-20 | |
نوع نازل | مغزی | هممحور |
روش تحویل پودر | تغذیه گرانشی/انتقال بادی | انتقال بادی |
پیشتنظیم تکطرفه خارج از محور، حوضچه ذوب تکطرفه خارج از محور | حوضچه مذاب هممحور متقارن در هر دو طرف | |
مقایسه فناوریهای پوشش موجود
فناوری روکشکاری با سرعت فوقالعاده بالا به سمت و سوی توسعه صنعت تبدیل شده است.
طبقهبندی | آبکاری کروم | پاشش پلاسما | پاشش مافوق صوت شعلهای | پوششدهی سنتی با لیزر | پوششدهی لیزری با سرعت فوقالعاده بالا |
مواد | کروم | پودر آلیاژ | پودر آلیاژ | پودر آلیاژ | پودر آلیاژ |
ضخامت | کمتر از ۰.۱ | 3-4 | 0.1-0.4 | 1-2 | 0.02-0.4 |
سختی | هفتصد | کروم-آهن ۳۰۰ | پوشش WC-Cr>1000 | کروم-آهن ۵۰۰-۶۰۰ | کروم-آهن ۵۰۰-۶۰۰ |
مقاومت در برابر سایش | بیچاره، بدبخت، بیبضاعت، مستمند، محتاج، درمانده، بیبخت، | خوب | خوب | خوب | خوب |
ترکیب با مادهٔ پایه | ترکیب فیزیکی | پیوندکاری فلزی | پیوندکاری فلزی | پیوندکاری فلزی | پیوندکاری فلزی |
مقدار گرمای ورودی زیرلایه | نه | بالا | پایین | پایین | بسیار کم |
سازگاری با محیط زیست | بد | خوبه | بیچاره، بدبخت، بیبضاعت، مستمند، محتاج، درمانده، بیبخت، | خوب | خوب |
طول عمر (سال) | 1-1.5 | 2-3 | 2-3 | پنج | سه |
هزینه تولید | پایین | متوسط | متوسط | بالا | پایین |
دستهبندی مواد روکش
شرکت هویروی و شرکتهای هلدینگ آن بیش از ۲۰۰ حق ثبت اختراع و اثر نرمافزاری دارند که آنها را در میان برترینهای صنعت قرار میدهد.
