Nakładanie laserowe
Zapewnienie klientom kompleksowych rozwiązań w zakresie technologii napawania laserowego, aby sprostać wyższym wymaganiom klientów w zakresie zaawansowanej technologii produkcji.
Przegląd usług
Technologia napawania laserowego wykorzystuje laser do powlekania wysokowydajnych materiałów metalowych na powierzchni podstawy części. Ze względu na niezwykle wysoką energię wiązki laserowej, materiał okładziny i materiał bazowy są topione w tym samym czasie. Po szybkim schłodzeniu powstaje doskonała metalurgiczna powłoka wiążąca, co znacznie poprawia powierzchnię części. Charakteryzuje się odpornością na zużycie, korozję, wysoką temperaturę, utlenianie itp., dzięki czemu można osiągnąć cel modyfikacji lub naprawy powierzchni, co nie tylko spełnia wymagania dotyczące specyficznych właściwości powierzchni materiału, ale także pozwala zaoszczędzić wiele cennych elementów.
Laserowa regeneracja addytywna to zachowanie techniczne oparte na technologii platerowania laserowego (naprawa platerowania laserowego) w celu przywrócenia wyglądu i właściwości mechanicznych części, które uległy awarii podczas eksploatacji lub nieprawidłowo przetworzonych części. Obecnie technologia laserowej regeneracji addytywnej jest szeroko stosowana w precyzyjnym sprzęcie i częściach, turbinach gazowych, metalurgii stali, transporcie kolejowym, wsparciu przemysłowym, wsparciu rolnictwa i innych dziedzinach.

zalety usługi
Opanuj podstawową technologię laserowej obróbki termicznej materiałów
Komponent ma wysoką dokładność formowania
W oparciu o wykrywanie obrazu stopionego jeziorka i system zamkniętej pętli ImageSense® można dokładnie kontrolować rozmiar stopionego jeziorka (±0,25 mm) i wysokość okładziny (±0,10 mm).
Doskonała odporność na zmęczenie
Dzięki technologii DynamicHeat® i metalowym materiałom proszkowym można zminimalizować naprężenia termiczne formowanych części i zmaksymalizować ich odporność na zmęczenie.
Dłuższa żywotność powłoki
Metalurgiczna siła wiązania między powłoką napawaną laserowo a materiałem podstawowym jest kilkakrotnie wyższa niż w przypadku powłoki galwanicznej, co skutkuje dłuższą żywotnością powłoki.
Zapewnienie kompleksowych rozwiązań
Greenstone-Tech ma wiodącą przewagę techniczną i kosztową oraz wykorzystuje niezależny sprzęt badawczo-rozwojowy do naprawy i wzmacniania części klientów.
Szybkie reagowanie na potrzeby klientów
Integracja różnych komponentów wymaganych do naprawy w moduły i transportowanie ich do siedziby klienta w celu szybkiego montażu w celu naprawy, skracając czas przestoju u klienta.
Świadczenie usług naprawczych na miejscu
Firma Greenstone-Tech niezależnie opracowała zautomatyzowany sprzęt do napraw na miejscu, aby zaspokoić potrzeby w zakresie napraw ciężkich, przemysłowych części ponadgabarytowych.
Technologia zamkniętej pętli sprzężenia zwrotnego
System sterowania ze sprzężeniem zwrotnym w zamkniętej pętli wykorzystuje czujniki światła lub czujniki termiczne do monitorowania parametrów, takich jak rozmiar plamki lasera, kształt jeziorka stopionego metalu i gradient temperatury w czasie rzeczywistym.
100% wyprodukowano w Chinach
Uniwersalny laserowy sprzęt do bezpośredniego formowania metalu firmy Greenstone-Tech charakteryzuje się dobrą otwartością i skalowalnością, a także może być wbudowany w linię montażową i używany jako laserowa stacja robocza do naprawy i platerowania.
Poziom techniczny jest wiodący w branży
Niezależnie opracowany przez Greenstone-Tech ultraszybki sprzęt do platerowania jest liderem w branży pod względem technologii i jest szeroko stosowany w naprawach i platerowaniu głównych części w przemyśle wytwórczym.
Charakterystyka ultraszybkiego napawania i tradycyjnych procesów napawania
Technologia ultraszybkich okładzin Greenstone-Tech znajduje się w czołówce branży.
Właściwości techniczne:
Ultraszybka technologia napawania laserowego jest stosowany głównie w celu poprawy odporności na zużycie, odporności na korozję, odporności na wysokie temperatury i odporności na utlenianie powierzchni części, tak aby osiągnąć cel modyfikacji lub naprawy powierzchni i spełnić wymagania klientów dotyczące określonych właściwości powierzchni materiałów.
W konwencjonalnym procesie napawania laserowego, Energia lasera jest wykorzystywana głównie do topienia materiału bazowego w celu utworzenia stopionego basenu. Proszek jest wtryskiwany do stopionego basenu, topiony, a następnie zestalany w celu utworzenia powłoki ochronnej.
Cechy procesu:
Ultraszybka powłoka okładzinowa - większa prędkość okładzin: Technologia ultraszybkiego napawania może pokryć powierzchnię podłoża o dwa rzędy wielkości szybciej niż tradycyjna technologia napawania laserowego. Wysokowydajne powłoki o powierzchni ponad 1,5 metra kwadratowego na godzinę mogą obniżyć koszt napawania laserowego do tego samego kosztu, co twarde chromowanie.
Grubość ultraszybkiej powłoki okładzinowej jest większaGrubość ultraszybkiej powłoki okładzinowej wynosi co najmniej 120 μm i może osiągnąć nawet 1000 μm, podczas gdy powłoka galwaniczna jest połączeniem fizycznym, a grubość powłoki wynosi zazwyczaj 20-60 μm; powłoka laserowa i podłoże Wiązanie materiałów jest wiązaniem metalurgicznym, siła wiązania jest kilkakrotnie wyższa niż w przypadku powłoki galwanicznej, a żywotność powłoki jest dłuższa.
Ultraszybka okładzina nie jest łatwa do spowodowania deformacji lub pęknięć materiału bazowego.: Ultraszybkie napawanie powoduje mniejsze strefy wpływu ciepła i naprężenia termiczne w materiale bazowym niż tradycyjne procesy napawania i jest mniej prawdopodobne, że spowoduje deformację i pękanie.

Zasady techniczne napawania laserowego (po lewej na zdjęciu) i ultraszybkiego napawania laserowego (po prawej na zdjęciu)
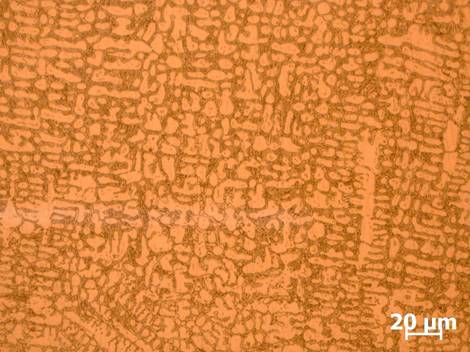
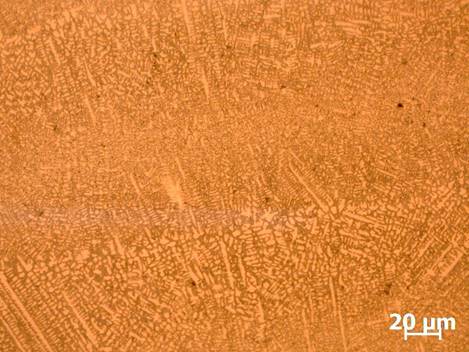
Napawanie laserowe (po lewej) i ultraszybkie napawanie laserowe (po prawej) metalografia powłok

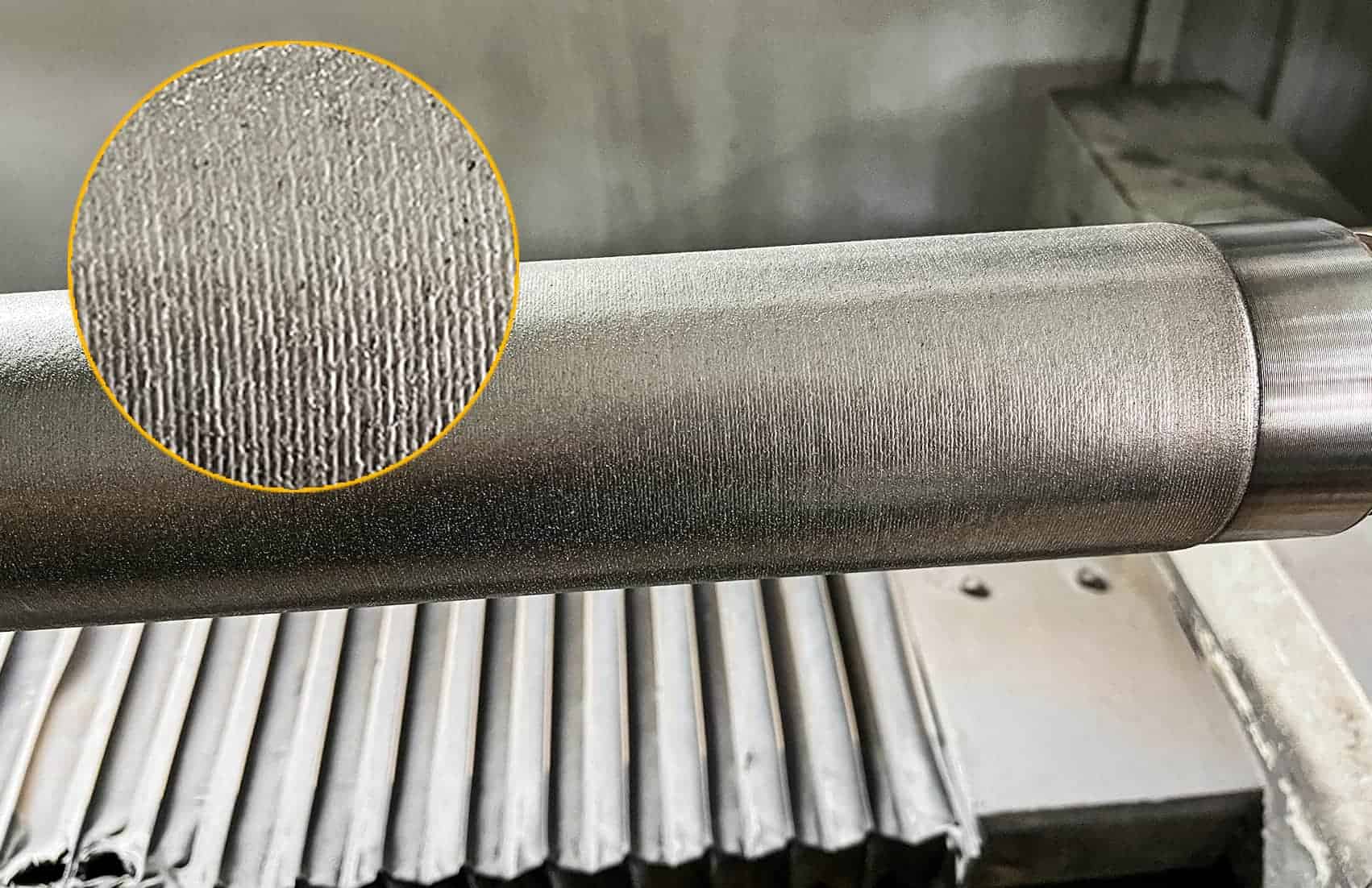
Powierzchnie powłok napawania laserowego (po lewej) i ultraszybkiego napawania laserowego (po prawej)
Zakres procesu
Spełniają zróżnicowane potrzeby klientów i mają szeroki zakres zastosowań
Zakres procesu | ||
Zakres mocy (W) | 1000-10000 | |
Szybkość skanowania (mm/s) | 0-1000 | |
Ilość podawanego proszku (g/min) | 0-150 | |
Współczynnik nakładania się (%) | 15-50 | |
Przepływ gazu ochronnego (l/min) | 10-20 | |
Typ dyszy | Poza osią | Współosiowy |
Metoda dostarczania proszku | Podawanie grawitacyjne/przenoszenie pneumatyczne | Transport pneumatyczny |
Jednostronne ustawienie wstępne poza osią Jednostronne ustawienie wstępne poza osią puli stopu | Symetryczny współosiowy zbiornik roztopionego materiału po obu stronach | |
Porównanie istniejących technologii powlekania
Technologia ultraszybkich okładzin stała się kierunkiem rozwoju branży
Klasyfikacja | Galwanizacja chromowa | Natryskiwanie plazmowe | Naddźwiękowe rozpylanie płomieniowe | Tradycyjna okładzina laserowa | Ultraszybkie napawanie laserowe |
Materiał | Cr | proszek stopowy | proszek stopowy | proszek stopowy | proszek stopowy |
Grubość | <0.1 | 3-4 | 0.1-0.4 | 1-2 | 0.02-0.4 |
Twardość | >700 | Cr-Fe 300 | Powłoka WC-Cr>1000 | Cr-Fe 500-600 | Cr-Fe 500-600 |
Odporność na zużycie | biedny | dobry | dobry | dobry | dobry |
Łączenie z materiałem bazowym | połączenie fizyczne | wiązanie metalurgiczne | wiązanie metalurgiczne | wiązanie metalurgiczne | wiązanie metalurgiczne |
Pobór ciepła przez podłoże | nie | wysoki | niski | niski | bardzo niski |
Przyjazność dla środowiska | zły | w porządku | biedny | dobry | dobry |
Okres użytkowania (lata) | 1-1.5 | 2-3 | 2-3 | >5 | >3 |
Koszt produkcji | niski | średni | średni | wysoki | niski |
Kategoria materiału okładziny
Huirui i jego spółki holdingowe posiadają ponad 200 patentów i oprogramowania, plasując się w czołówce branży.
