Trempe au laser/Durcissement au laser
S'engager à fournir aux clients des solutions d'ingénierie de surface pour répondre à leurs exigences accrues en matière de technologie de fabrication avancée
Aperçu des services
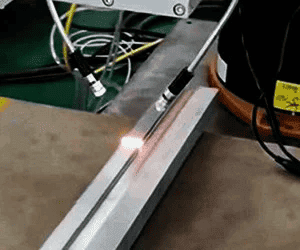
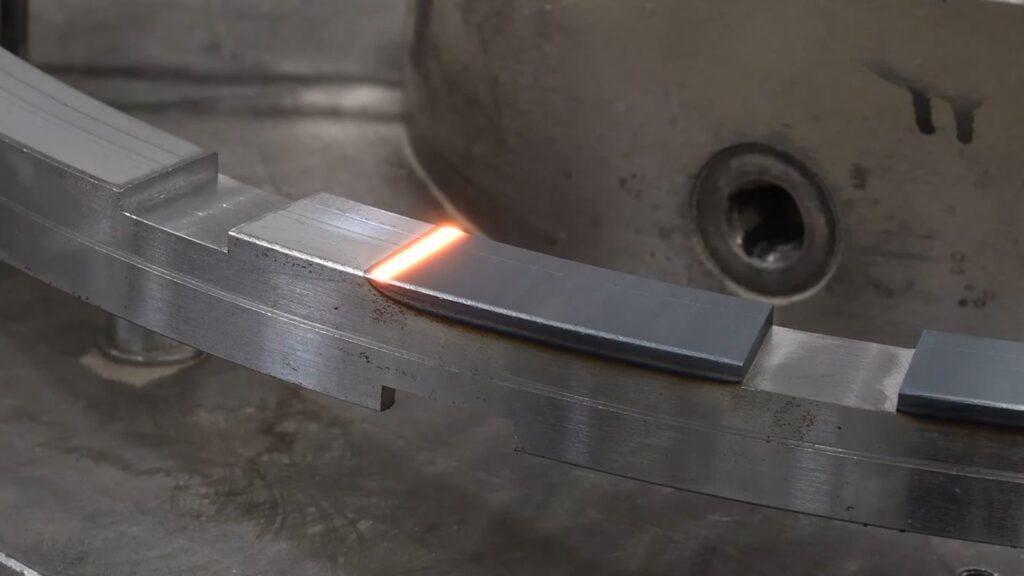
Le processus de trempe au laser est une technologie de trempe qui utilise le laser pour chauffer la surface du matériau au-dessus du point de transformation de l'austénite. Lorsque le matériau se refroidit, l'austénite se transforme en martensite, ce qui durcit la surface du matériau. La trempe au laser a une densité de puissance élevée et une vitesse de refroidissement rapide, et ne nécessite pas d'agents de refroidissement tels que l'eau ou l'huile. Comparée à la trempe par induction, à la trempe à la flamme et à la trempe par cémentation, la trempe laser présente une couche durcie uniforme, une dureté plus élevée (généralement de 1 à 3 HRC de plus que la trempe par induction), une faible déformation de la pièce, un contrôle aisé de la profondeur de la couche chauffante et de la trajectoire du chauffage, Il n'est pas nécessaire de concevoir des bobines d'induction correspondantes en fonction de la taille des pièces, comme c'est le cas pour la trempe par induction, et le traitement des grandes pièces ne doit pas être limité par la taille du four pendant les traitements thermiques chimiques tels que la cémentation et la trempe.
Par conséquent, dans de nombreux domaines industriels, le processus de trempe au laser remplace progressivement les processus traditionnels tels que la trempe par induction et le traitement thermique chimique. Ce qui est particulièrement important, c'est que la déformation de la pièce avant et après la trempe au laser est presque négligeable, ce qui est particulièrement adapté au traitement de surface des pièces exigeant une grande précision.
Avantages techniques
Base de données accumulées sur les processus de fabrication additive par laser pour divers matériaux d'alliage à haute performance
processus respectueux de l'environnement
Propre, efficace, non polluant, vert et respectueux de l'environnement (pas besoin de fluides de trempe tels que l'eau et l'huile).
La température de trempe est stable
Le contrôle par infrarouge permet de mesurer la température de trempe du matériau en temps réel et de s'assurer que la température est raisonnable.
Facilité de formation d'une contrainte résiduelle de compression
Peut améliorer de manière significative la dureté de la surface, la résistance à l'usure et la résistance à la corrosion de la pièce à usiner.
Trempe partielle
Le faisceau laser a un faible angle de divergence et une bonne directivité.
Déformation minimale du moule
Chauffage local instantané et trempe de la surface du moule
Système de contrôle de la température en boucle fermée
LASCON® contrôle, optimise et supervise les processus laser
Caractéristiques techniques
Système de contrôle en boucle fermée de la température LASCON®(Contrôle, optimisation et supervision des processus laser en temps réel)
Un logiciel de contrôle laser développé indépendamment par Huirui pour le traitement laser à température contrôlée détecte la température de traitement à l'aide d'un thermomètre bicolore. Les principales applications sont les suivantes : trempe au laser, microdurcissement, soudage au laser (en particulier le soudage au laser des matières plastiques) et toute autre cause. Les procédés qui augmentent la température de la pièce à usiner, tels que le chauffage par induction. LASCON® utilise un langage de script de processus laser concis pour contrôler, optimiser et superviser le processus laser, ce qui facilite l'identification des pièces défectueuses dans la production assistée par laser. LASCON® prend en charge des composants matériels tels que le contrôleur LPC04 pour intégrer facilement des pyromètres infrarouges à grande vitesse, des têtes de traitement laser, des unités d'étalonnage et des adaptateurs dans les machines et l'équipement de l'usine. L'ensemble du logiciel est divisé en différentes unités et communique via le protocole TCP/IP.
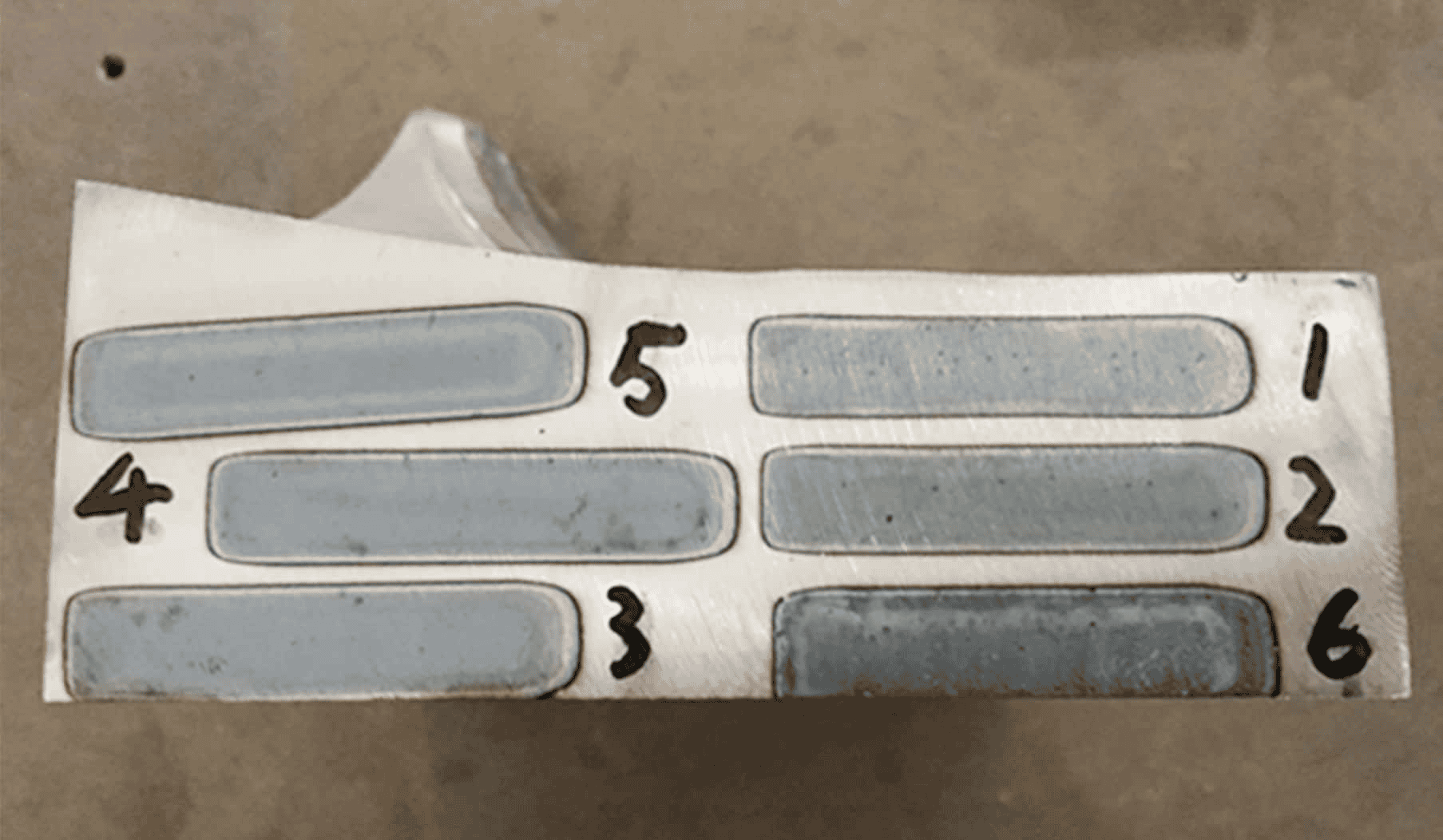
Essais de processus
En réglant différentes températures de trempe, les changements de dureté de trempe et de profondeur de couche de trempe du matériau sont détectés ; en même temps, le logiciel de contrôle de la température calcule la conversion et affiche la puissance de sortie lumineuse réelle du laser en temps réel. La dureté maximale peut atteindre HRC60.2, et la valeur moyenne peut atteindre HRC58.9.. En interceptant la section transversale de trempe à passage unique et en la testant à l'aide d'un testeur de dureté Vickers, nous pouvons obtenir le changement de dureté HV en fonction de la profondeur.
Matériel expérimental
Acier pour moules en plastique 2738 prétrempé, dureté 29-33HRC.
Paramètres du processus d'essai
Plage de température de trempe (℃) | 1000-1500 |
Plage de puissance du laser (%) | 46-70 |
Densité de puissance (W/cm²) | 1380-2100 |
Densité énergétique de la zone (J/cm²) | 690-1050 |
Remarque : la puissance totale du laser est de 3 000 W.
Profondeur de la couche durcie
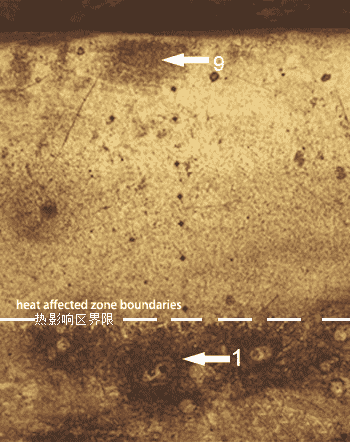
4# échantillon Essai de dureté Vickers 50X
Valeur de dureté Vickers de l'échantillon #4
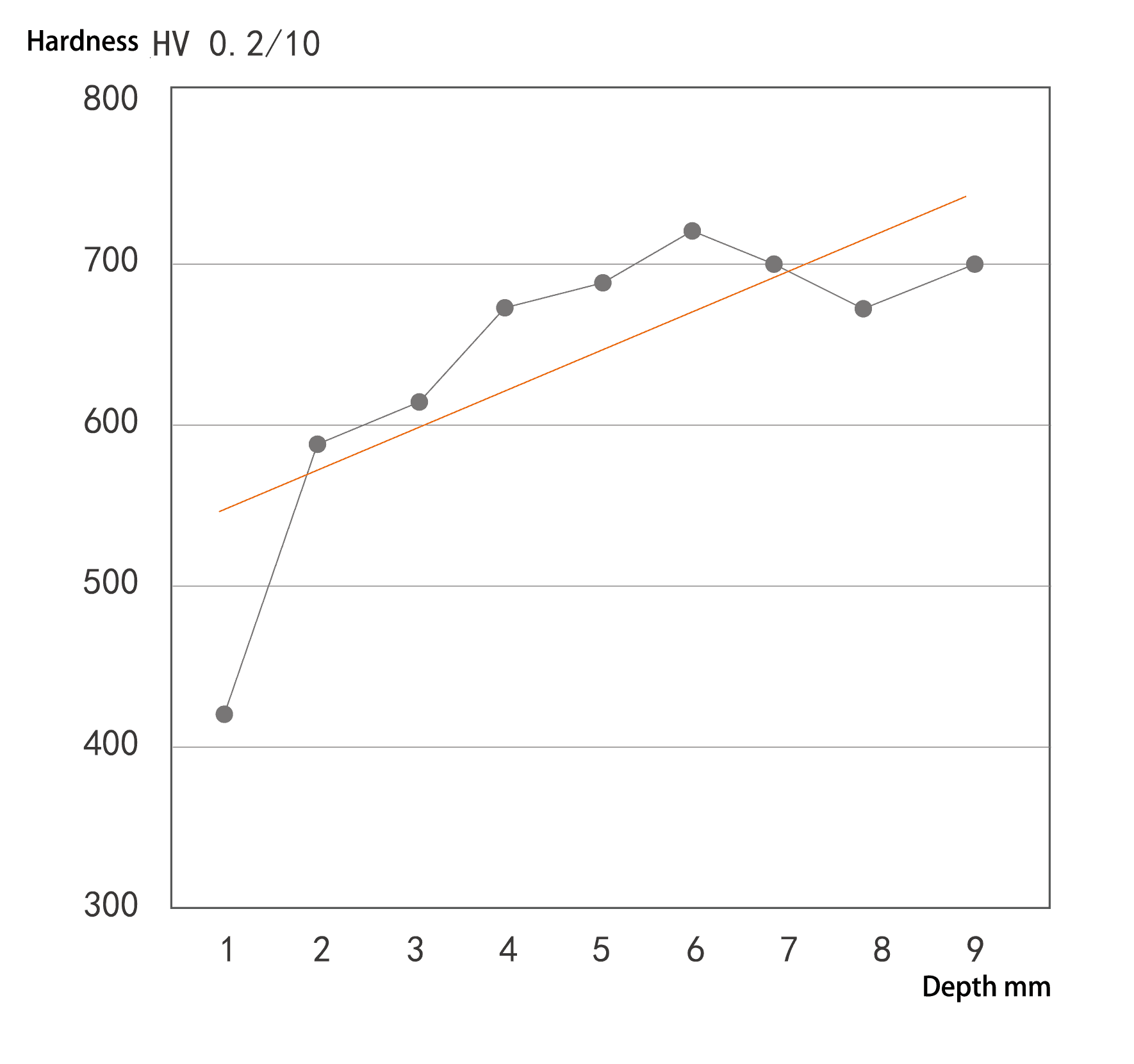
Essai de dureté superficielle
Numéro de série | 1 | 2 | 3 | 4 | 5 | 6 |
Plage de dureté (HRC) | 30.3-45.0 | 51.7-54.7 | 55.4-57.9 | 58.1-60.1 | 58.2-59.3 | 57.0-60.2 |
Dureté moyenne (HRC) | 36.9 | 52.9 | 57 | 58.6 | 58.9 | 58.6 |
Cas d'application
Fournir une solution complète d'un seul tenant pour la trempe et le renforcement des pièces à usiner

Renforcement des pièces de l'excavateur
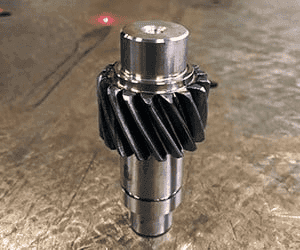
Renforcement de l'engrenage hélicoïdal 42Cr
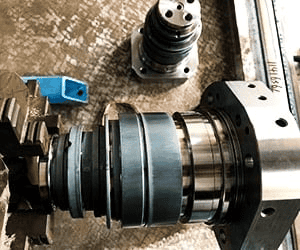
Renforcement des chemises de cylindres
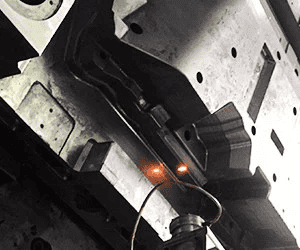
Diverses formes de renforcement des moules
H13 trempe des moules

Trempe de pièces de pistons automobiles

Trempe de la tige de transmission de la moto