Impression 3D laser métal
Fournir aux clients des solutions globales en matière de technologie d'impression 3D sur métal afin de répondre à leurs exigences accrues en matière de technologie de fabrication avancée.
Aperçu des services
Services d'impression 3D de métaux : Depuis sa création, Greenstone-Tech fournit à ses clients des services personnalisés d'impression 3D de métaux. Grâce à ses nombreuses années d'expérience en matière de production et de R&D dans le domaine du traitement des matériaux par laser, ainsi qu'à ses connaissances et à son vivier de talents dans le domaine des matériaux métallurgiques, l'entreprise est en mesure de fournir à ses clients des services d'impression DED comprenant la modélisation préliminaire de l'équipement, le développement d'ensembles de processus matériels, l'impression et le moulage des pièces, ainsi que le traitement thermique et l'usinage qui s'ensuivent.
À l'heure actuelle, des processus LMD ont été mis au point pour plus de 10 matériaux métalliques, dont l'acier inoxydable, les alliages d'aluminium, les alliages à haute température à base de nickel, les alliages de tungstène et les composites céramiques, ainsi que les processus de post-traitement correspondants. En combinant la technologie de liaison multi-axes, la détection en ligne et la technologie de contrôle par rétroaction, ainsi que le développement innovant de processus et de composants de base, nous développons des équipements d'impression 3D personnalisés pour les clients. Nous pouvons fournir aux clients de multiples types de chambres à atmosphère, des types mobiles et des types de stations de travail, le développement intégré d'équipements d'impression 3D multi-configuration.
Avantages techniques
Base de données accumulées sur les processus de fabrication additive par laser pour divers matériaux d'alliage à haute performance
Haute précision
La précision peut être contrôlée en dessous de 0,05 mm.
Cycle court
Pas de nécessité de fabriquer un moule, ce qui raccourcit le temps de production du modèle
Personnalisation possible
Il n'y a pas de limite au nombre de modèles que vous pouvez imprimer
Diversité des matériaux
Différents matériaux peuvent être imprimés pour répondre aux besoins de différents domaines.
coût relativement faible
Imprimer des modèles uniques ou par lots au même coût
Haut degré de liberté
La liaison synchrone à 8 axes et le positionnement de haute précision permettent d'imprimer des pièces complexes
Caractéristiques de la technologie d'impression 3D laser métal
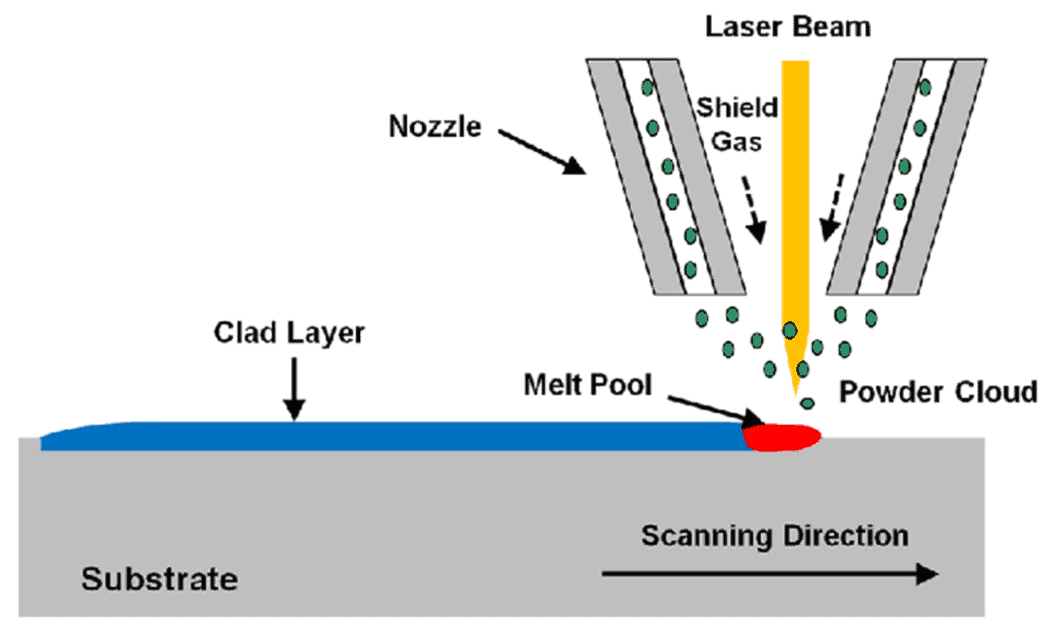
Introduction à la technologie LMD/DED
Fabrication additive métallique par laser Technologie de la couche directe - L'impression 3D à base de poudre utilise le laser comme source d'énergie pour générer et déplacer un bain de fusion dans la zone de dépôt. Le matériau est directement introduit dans la zone de fusion à haute température sous forme de poudre ou de matériau filamentaire. Après fusion, il est déposé couche par couche. Ce procédé de fabrication additive métallique est également appelé technologie d'empilage direct pour la fabrication additive métallique par laser LMD/DED.
Caractéristiques techniques et domaines d'application des LMD/DED
Des années d'expérience dans la production et la R&D dans le domaine du traitement des matériaux par laser
Comparée à d'autres technologies d'impression 3D de métaux, l'impression 3D par laser alimenté par des poudres présente les caractéristiques suivantes : efficacité élevée du moulage, pas de limite théorique à la taille d'impression, possibilité de mélanger plusieurs matériaux et fabrication additive de matériaux fonctionnellement gradués. Grâce au contrôle du processus, elle peut atteindre une densité de 100%, une véritable liaison métallurgique entre le matériau d'alliage et le matériau de base, la résistance peut être proche du niveau de forgeage, elle est largement utilisée dans le domaine de la réparation et du réusinage des pièces métalliques et du renforcement des revêtements de surface sur de grandes surfaces.
Il est particulièrement adapté au moulage direct et à la fabrication hybride de pièces complexes, telles que la réparation et l'impression 3D de pièces de moteurs aérospatiaux, la fabrication par impression 3D de structures aérospatiales complexes, etc.
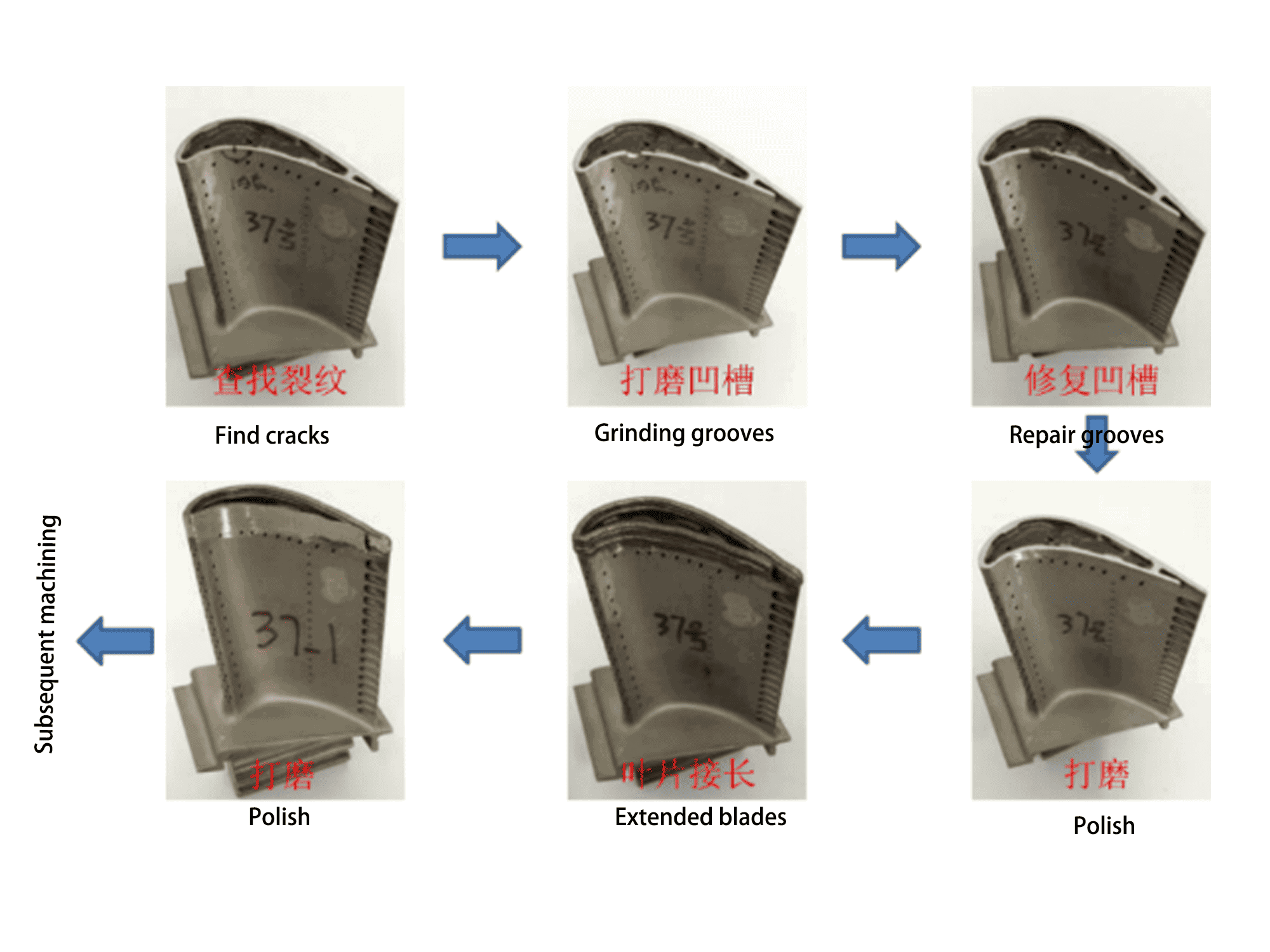
Impression 3D par laser de métaux LMD/DED d'une pale de moteur d'avion réparée
Mallette d'impression 3D de pales d'hélice
Avantages techniques du SLM/LPBF
La force principale dans le domaine de la technologie de fabrication additive métallique
1. Utilisation d'un laser monomode de haute qualité, la taille du point focalisé est comprise entre 50 et 200 um, l'énergie est très concentrée, elle peut faire fondre la plupart des matériaux métalliques et les pièces moulées ont une densité élevée (plus de 99%) ;
2. La vitesse de balayage laser est rapide, et le bassin de fusion de petite taille entraîne un refroidissement et une vitesse de solidification extrêmement rapides, ce qui permet d'obtenir une structure métallographique uniforme et fine. Par rapport à la structure de coulée à gros grains, les propriétés mécaniques du matériau sont considérablement améliorées ;
3. Utiliser une poudre dont la taille des particules est inférieure à 53um et contrôler l'épaisseur d'une seule couche de poudre entre 20 et 100µm pour obtenir un moulage précis et une bonne qualité de surface des pièces moulées ;
4. L'ensemble de la chambre de travail est scellé dans un environnement de gaz inerte afin d'éviter l'oxydation des matériaux métalliques à haute température, et convient aux métaux actifs tels que les alliages de titane ;
5. Grâce à la conception de la structure de support, il est possible d'imprimer divers produits de forme complexe, y compris des surfaces courbes complexes avec des parties suspendues, des structures avec des canaux d'écoulement internes, des formes complexes creuses, etc.
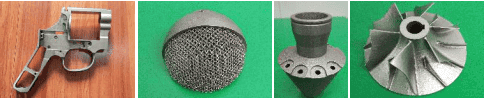
Diverses pièces métalliques de forme complexe fabriquées par la technologie SLM/LPBF
Essais liés à l'impression métallique SLM/LPBF
Des années d'expérience dans la production et la R&D dans le domaine du traitement des matériaux par laser
Articles | 17-4PH | 316L | En625 | En718 | AlSi7Mg |
Description | Acier inoxydable dur et martensitique | Acier inoxydable | Superalliage à base de nickel | Superalliage à base de nickel | Alliage d'aluminium |
Résistance à la traction (Mpa) | 950±100 | 700±100 | 1100±50 | 1250±50 | 400±50 |
Limite d'élasticité (Mpa) | 600±50 | 600±50 | 800±50 | 1050±50 | 300±50 |
Elongation après rupture(%) | 30±5 | 48±2 | 35±5 | 10±2 | 8±2 |
Données sur les propriétés mécaniques d'échantillons de matériaux couramment utilisés
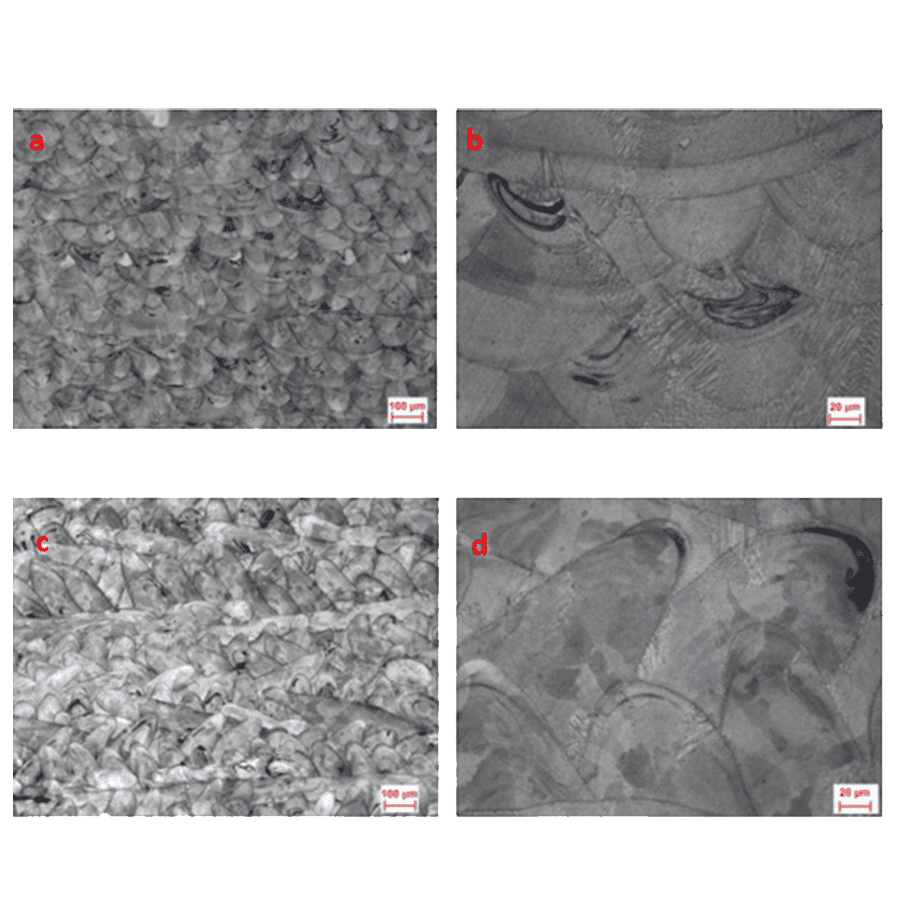
Structure métallographique de la section d'impression SLM In626
On constate que la structure du matériau est 100% dense, avec des grains fins et composée de dendrites élancées.(a, b section transversale ; c, d section longitudinale)
Impression 3D de métaux par laser alimenté par des poudres vs. fusion sur lit de poudre : Une comparaison
L'impression 3D métallique par laser alimenté par des poudres et la fusion sur lit de poudre sont deux technologies courantes de fabrication additive métallique, avec des différences significatives dans les principes, les caractéristiques des processus et les scénarios d'application. Voici une comparaison détaillée de ces deux technologies :
1. Principes de travail
- Impression 3D de métaux par laser alimenté par des poudres (dépôt de métaux par laser, LMD / dépôt par énergie directe, DED) :
- La poudre métallique est amenée directement au point focal du laser par une buse, où le laser fait fondre la poudre et la lie au substrat, construisant ainsi des couches pour former la pièce finale.
- Comme le soudage, il convient à la réparation, au revêtement et à la fabrication de structures complexes.
- Fusion sur lit de poudre (fusion sélective par laser, SLM / fusion sur lit de poudre au laser, LPBF) :
- Une couche de poudre métallique est étalée uniformément sur la plate-forme de construction et un laser fait fondre sélectivement la poudre, couche par couche, pour former la pièce.
- Comme l'impression 3D traditionnelle, elle convient aux structures complexes et de haute précision.
2. Caractéristiques du processus
- Alimenté par poudre :
- Avantages :
- Idéal pour la fabrication et la réparation de pièces à grande échelle.
- Utilisation élevée des matériaux, permettant la réparation directe ou l'ajout de matériaux à des pièces existantes.
- Capable de mélanger plusieurs matériaux pour créer des matériaux à classement fonctionnel (FGM).
- Inconvénients :
- Rugosité de surface plus élevée, nécessitant souvent un post-traitement.
- Précision moindre, ce qui le rend inadapté pour les pièces petites ou très détaillées.
- Fusion du lit de poudre :
- Avantages :
- Haute précision, adaptée aux géométries complexes et aux détails fins.
- Meilleure qualité de surface, souvent adaptée aux pièces finales sans finition supplémentaire.
- Idéal pour la production de pièces de haute précision en petites séries.
- Inconvénients :
- Utilisation réduite des matériaux, la poudre non utilisée devant être recyclée.
- Des coûts d'équipement plus élevés et des vitesses de production plus lentes.
3. Scénarios d'application
- Alimenté par poudre :
- Réparation de pièces (p. ex. aubes de moteur d'avion, réparation de moules).
- Fabrication de pièces à grande échelle (par exemple, composants structurels pour l'aérospatiale).
- Fabrication de matériaux fonctionnellement gradués (par exemple, revêtements résistants à l'usure, revêtements résistants à la corrosion).
- Fusion du lit de poudre :
- Fabrication de pièces de haute précision (par exemple, appareils médicaux, composants de précision pour l'aérospatiale).
- Fabrication de structures complexes (par exemple, structures légères, pièces à topologie optimisée).
- Production personnalisée en petites séries (par exemple, implants personnalisés, conception de prototypes).
4. Compatibilité des matériaux
- Alimenté par poudre :
- Compatible avec une large gamme de matériaux, y compris les alliages de titane, les alliages à base de nickel, l'acier inoxydable et l'acier à outils.
- Capable de mélanger différents matériaux pour créer des composites multifonctionnels.
- Fusion du lit de poudre :
- Compatible avec des matériaux tels que les alliages de titane, les alliages d'aluminium, les alliages à base de nickel et l'acier inoxydable.
- Les matériaux doivent répondre à des exigences élevées en matière de fluidité et de sphéricité.
5. Coût et entretien de l'équipement
- Alimenté par poudre :
- Coûts d'équipement relativement moins élevés et entretien plus simple.
- Convient à une utilisation industrielle sur site.
- Fusion du lit de poudre :
- Des coûts d'équipement plus élevés et une maintenance plus complexe.
- Fonctionnement dans un environnement de gaz inerte avec des exigences élevées en matière d'étanchéité.
Résumé
- Alimentation par poudre : Convient à la fabrication de pièces à grande échelle, à la réparation et aux matériaux de qualité fonctionnelle, offrant une précision moindre mais une plus grande flexibilité.
- Fusion sur lit de poudre : Convient à la fabrication de structures complexes et de haute précision, offrant une plus grande précision mais à un coût plus élevé.
Le choix entre les deux technologies dépend des exigences spécifiques de l'application, de la taille de la pièce, des besoins de précision et des considérations budgétaires.
Comment choisir entre ces deux types de matériel d'impression 3D en métal lors de l'achat d'un équipement ?
Lors de l'achat d'un équipement d'impression 3D de métaux, les systèmes alimentés en poudre et les systèmes à lit de poudre présentent tous deux des avantages et des inconvénients. Le choix dépend des besoins spécifiques et les facteurs suivants doivent être pris en compte :
1. Précision de l'impression
- Systèmes à lit de poudre : Haute précision, adaptée aux pièces complexes et compliquées, telles que celles utilisées dans les domaines aérospatial et médical.
- Systèmes alimentés par poudre : Une précision légèrement inférieure, adaptée aux applications où la haute précision n'est pas critique, comme les grandes pièces ou le prototypage rapide.
2. Vitesse d'impression
- Systèmes alimentés en poudre : Plus rapides, ils conviennent à la production de masse ou aux pièces de grande taille.
- Systèmes à lit de poudre : Plus lents, ils conviennent pour les structures complexes de haute précision.
3. Utilisation des matériaux
- Systèmes à lit de poudre : Utilisation élevée des matériaux, les poudres inutilisées peuvent être recyclées.
- Systèmes alimentés en poudre : Utilisation plus faible du matériau, une partie de la poudre peut être gaspillée.
4. Coût de l'équipement
- Systèmes à lit de poudre : Investissement initial plus élevé, adapté aux exigences de haute précision.
- Systèmes alimentés par poudre : Investissement initial plus faible, adapté aux budgets limités ou à la production de grandes pièces.
5. Entretien et fonctionnement
- Systèmes à lit de poudre : Maintenance complexe et difficultés opérationnelles accrues.
- Systèmes alimentés par des poudres : Entretien plus simple et fonctionnement relativement plus facile.
6. Champs d'application
- Systèmes à lit de poudre : Convient aux industries exigeant une grande précision, telles que l'aérospatiale et le secteur médical.
- Systèmes alimentés par des poudres : Ils conviennent aux industries dont les exigences de précision sont relativement faibles, telles que l'industrie automobile et la fabrication de moules.
7. Taille des pièces
- Systèmes à lit de poudre : Convient pour les pièces de petite et moyenne taille.
- Systèmes alimentés en poudre : Convient pour les pièces de grande taille.
8. Post-traitement
- Systèmes à lit de poudre : Post-traitement complexe, nécessitant l'élimination de l'excès de poudre et des structures de support.
- Systèmes alimentés par des poudres : Post-traitement relativement plus simple.
Résumé
- Choisissez les systèmes à lit de poudre : Si une grande précision et des structures complexes sont requises, et si le budget est suffisant.
- Choisissez des systèmes alimentés par poudre : Si la production rapide de grandes pièces est nécessaire et que le budget est limité.
En fonction des besoins spécifiques et du budget, sélectionnez le type d'équipement le plus approprié.
Cas d'application
Cas d'application de la technologie DED/SML pour l'impression 3D - une solution complète pour des services technologiques d'impression 3D de métaux à guichet unique

Pièce d'impression DED-3D

DED - effet analogique numérique

Effet d'impression DED-3D
DED - L'effet après usinage

Cas de l'impression 3D SLM
Cas de l'impression 3D SLM

Cas de l'impression 3D SLM