Металлическая лазерная 3D-печать
Предоставлять клиентам комплексные решения в области технологий 3D-печати по металлу, отвечающие их растущим требованиям к передовым производственным технологиям.
Обзор услуг
Услуги 3D-печати по металлу: Greenstone-Tech предоставляет индивидуальные услуги 3D-печати по металлу клиентам с момента своего основания. Благодаря многолетнему опыту компании в производстве и НИОКР в области лазерной обработки материалов, а также знаниям и кадровому резерву в области металлургических материалов, она может предоставить клиентам услуги DED-печати, включая предварительное моделирование оборудования, разработку пакета обработки материалов, печать и формование деталей, а также последующую термическую обработку и механическую обработку.
В настоящее время разработаны процессы LMD для более чем 10 металлических материалов, включая нержавеющую сталь, алюминиевые сплавы, жаропрочные сплавы на основе никеля, вольфрамовые сплавы и керамические композиты, включая соответствующие процессы постобработки. Объединяя технологию многоосевой связи, технологию онлайн-обнаружения и управления обратной связью, а также инновационную разработку процессов и основных компонентов, мы разрабатываем индивидуальное оборудование для 3D-печати для клиентов. Мы можем предоставить клиентам несколько типов атмосферных камер, мобильных и рабочих станций, комплексную разработку многоконфигурационного оборудования для 3D-печати.
Технические преимущества
Накопленная база данных лазерных аддитивных процессов для различных высокопроизводительных легированных материалов
Высокая точность
Точность может контролироваться ниже 0,05 мм.
Короткий цикл
Нет необходимости в изготовлении форм, что сокращает время изготовления модели
Возможна персонализация
Нет ограничений на количество моделей, которые вы можете напечатать.
Разнообразие материалов
Различные материалы могут быть напечатаны для удовлетворения потребностей различных областей.
относительно низкая стоимость
Печать единичных или серийных моделей по одинаковой стоимости
Высокая степень свободы
8-осевая синхронная связь и высокоточное позиционирование позволяют печатать сложные детали
Особенности технологии лазерной 3D-печати по металлу
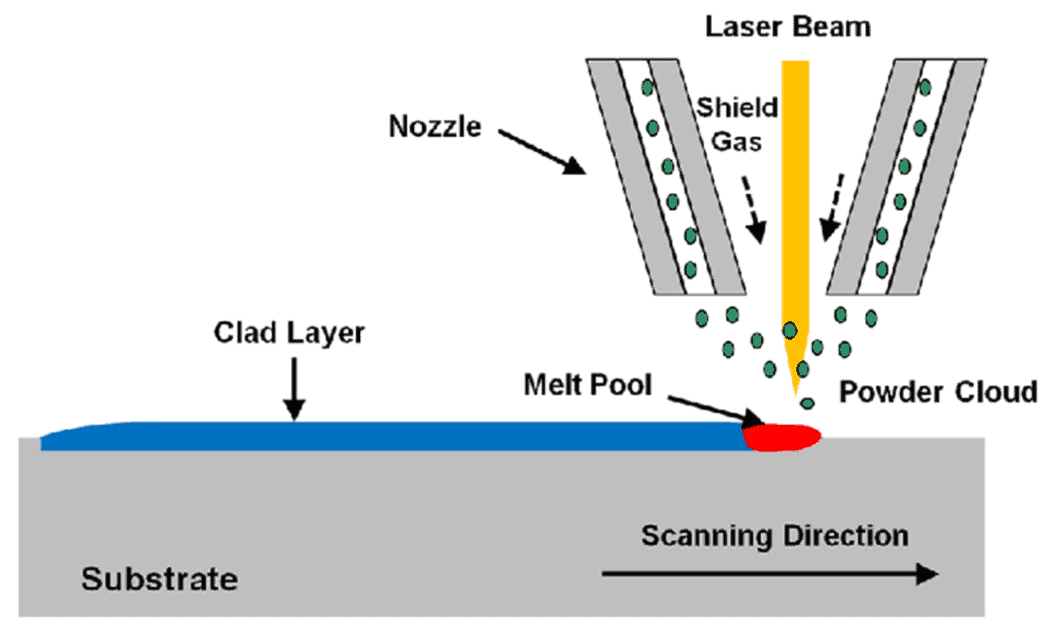
Введение в технологию LMD/DED
Технология прямого слоя лазерного аддитивного производства металлов – Порошковая 3D-печать использует лазер в качестве источника энергии для создания и перемещения расплавленной ванны в зоне осаждения. Материал напрямую подается в зону высокотемпературного плавления в виде порошка или нитевидного материала. После расплавления он осаждается слой за слоем. Этот процесс аддитивного производства металлов также называется технологией прямого стекирования для лазерного аддитивного производства металлов LMD/DED.
Технические характеристики и области применения LMD/DED
Многолетний опыт производства и НИОКР в области лазерной обработки материалов
По сравнению с другими технологиями 3D-печати по металлу, 3D-печать с использованием порошкового лазера имеет такие характеристики, как высокая эффективность формования, отсутствие ограничений по размеру печати в теории, а также может реализовывать смешивание нескольких материалов и аддитивное производство функционально градуированных материалов. Благодаря контролю процесса, она может иметь плотность 100%, настоящую металлургическую связь между материалом сплава и основным материалом, прочность может быть близка к уровню ковки, она широко используется в области ремонта и восстановления металлических деталей и усиления плакирования большой площади поверхности.
Он особенно подходит для прямого литья и гибридного производства сложных деталей, таких как ремонт и 3D-печать деталей авиакосмических двигателей, 3D-печатное производство сложных аэрокосмических конструкций и т. д.
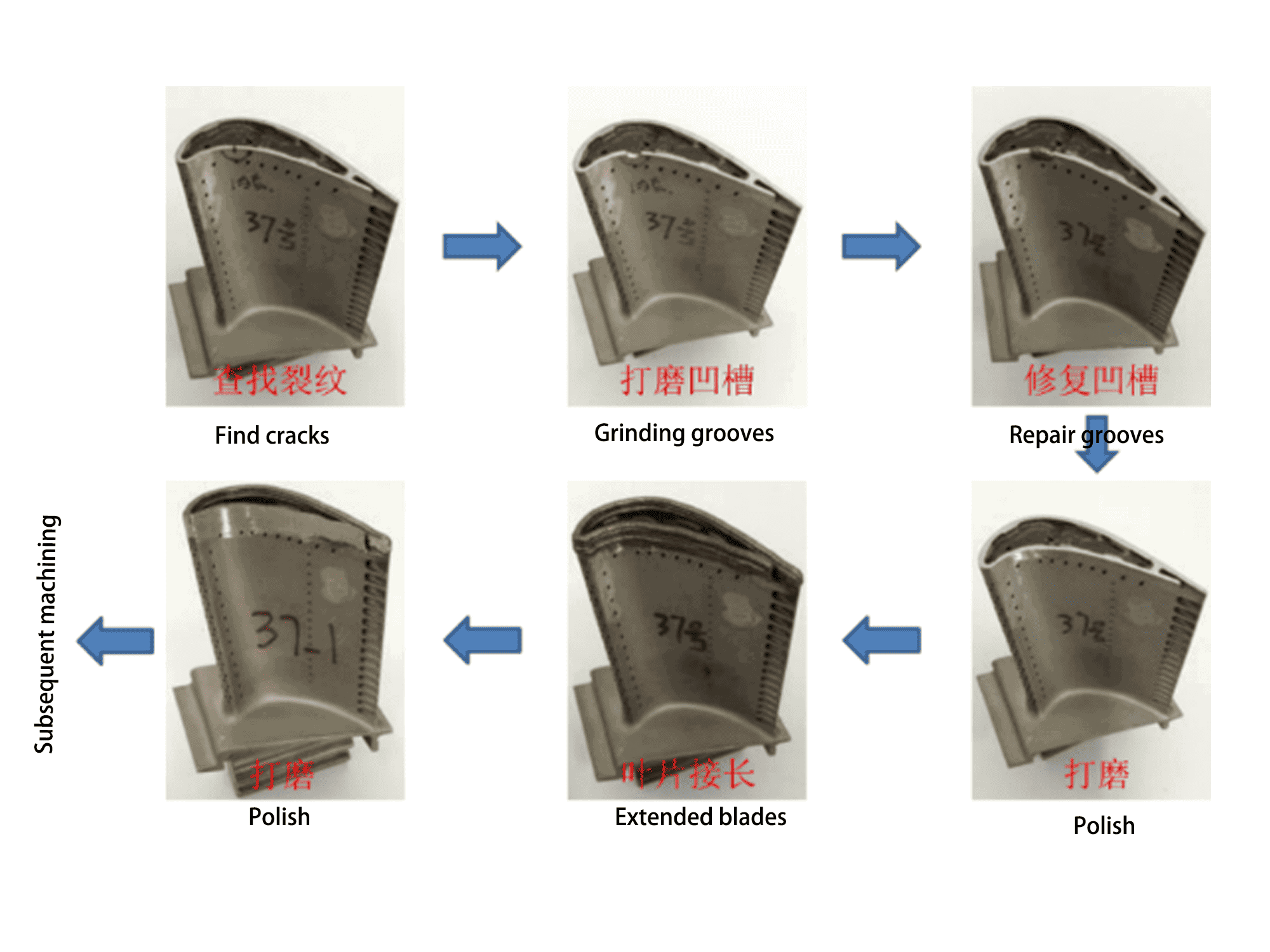
LMD/DED металлическая лазерная 3D-печать отремонтированная лопатка авиационного двигателя
Корпус лопасти пропеллера, напечатанный на 3D-принтере
Технические преимущества SLM/LPBF
Основная сила в области технологий аддитивного производства металлов
1. При использовании высококачественного одномодового лазера диапазон размеров сфокусированного пятна составляет 50-200 мкм, энергия высококонцентрирована и может плавить большинство металлических материалов, а формованные детали имеют высокую плотность (более 99%);
2. Скорость лазерного сканирования высока, а крошечная расплавленная ванна обеспечивает чрезвычайно быструю скорость охлаждения и затвердевания, что приводит к однородной и тонкой металлографической структуре. По сравнению с литой структурой с крупными зернами механические свойства материала значительно улучшены;
3. Используйте порошок с размером частиц менее 53 мкм и контролируйте толщину одного слоя порошка в пределах 20–100 мкм для достижения точности формования и хорошего качества поверхности формованных деталей;
4. Вся рабочая камера герметизирована в среде инертного газа, чтобы избежать окисления металлических материалов при высоких температурах, и подходит для активных металлов, таких как титановые сплавы;
5. Благодаря конструкции опорной конструкции можно печатать различные изделия сложной формы, в том числе сложные криволинейные поверхности с подвешенными частями, конструкции с внутренними проточными каналами, полые сложные формы и т. д.
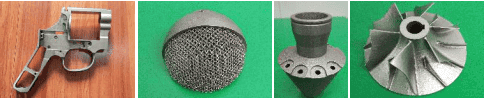
Различные металлические детали сложной формы, изготовленные по технологии SLM/LPBF
Тесты, связанные с металлической печатью SLM/LPBF
Многолетний опыт производства и НИОКР в области лазерной обработки материалов
Предметы | 17-4PH | 316L | В625 | В718 | AlSi7Mg |
Описание | Мартенситная твердая нержавеющая сталь | Нержавеющая сталь | Суперсплав на основе никеля | Суперсплав на основе никеля | Алюминиевый сплав |
Прочность на разрыв (МПа) | 950±100 | 700±100 | 1100±50 | 1250±50 | 400±50 |
Предел текучести (МПа) | 600±50 | 600±50 | 800±50 | 1050±50 | 300±50 |
Удлинение после разрыва (%) | 30±5 | 48±2 | 35±5 | 10±2 | 8±2 |
Данные о механических свойствах образцов широко используемых материалов
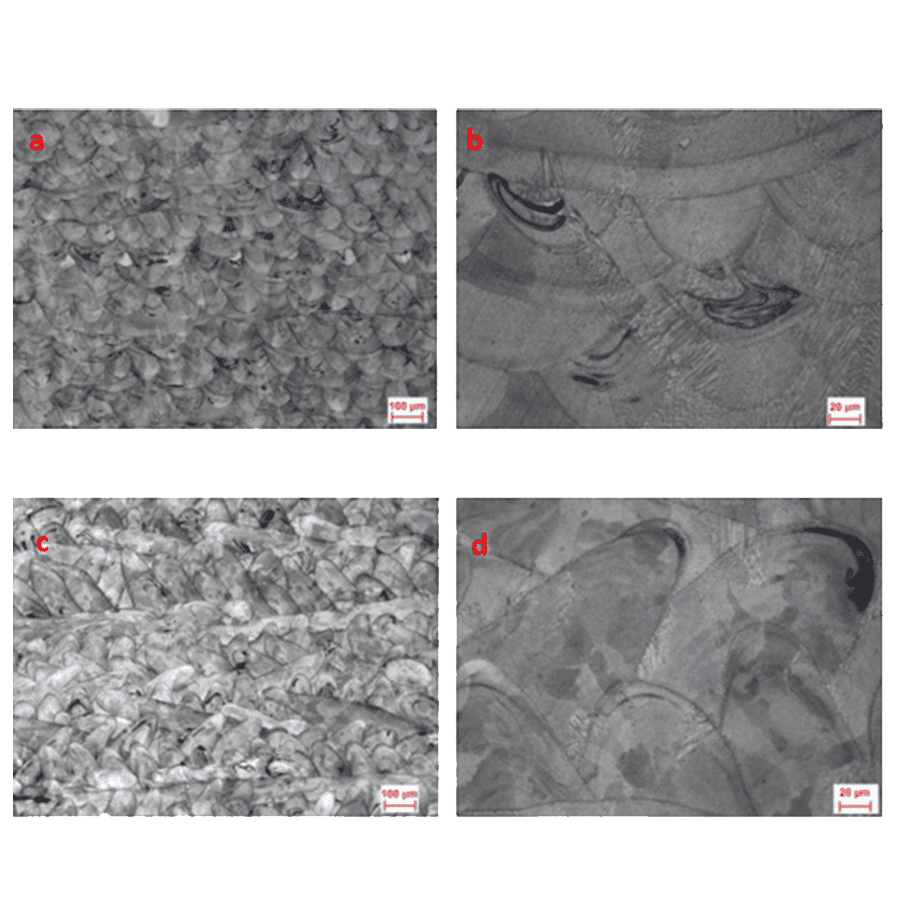
Металлографическая структура секции печати In626 SLM
Видно, что структура материала 100% плотная, с мелкими зернами и состоит из тонких дендритов. (a, b поперечное сечение; c, d продольное сечение)
3D-печать металла с использованием лазера с подачей порошка и технология наплавки в слое порошка: сравнение
3D-печать металла с использованием лазера с подачей порошка и сплавление порошкового слоя — две распространенные технологии аддитивного производства металлов, имеющие существенные различия в принципах, характеристиках процесса и сценариях применения. Ниже приведено подробное сравнение двух технологий:
1. Принципы работы
– 3D-печать металлом с использованием лазера с подачей порошка (лазерное напыление металла, LMD / прямое энергетическое напыление, DED):
– Металлический порошок подается непосредственно в фокус лазера через сопло, где лазер расплавляет порошок и связывает его с подложкой, создавая слои для формирования конечной детали.
– Подобно сварке, подходит для ремонта, нанесения покрытий и изготовления сложных конструкций.
– Сплавление порошка в слое (селективное лазерное плавление, SLM / лазерное плавление порошка в слое, LPBF):
– Слой металлического порошка равномерно распределяется по рабочей платформе, а лазер выборочно расплавляет порошок слой за слоем, формируя деталь.
– Подобно традиционной 3D-печати, подходит для высокоточных и сложных конструкций.
2. Характеристики процесса
– Порошковое питание:
- Преимущества:
– Идеально подходит для крупносерийного изготовления и ремонта деталей.
– Высокая степень использования материала, позволяющая производить прямой ремонт или добавлять материал к существующим деталям.
– Возможность смешивания нескольких материалов для создания функционально-градиентных материалов (FGM).
– Недостатки:
– Более высокая шероховатость поверхности, часто требующая последующей обработки.
– Более низкая точность, что делает его непригодным для мелких или очень детализированных деталей.
– Сплавление порошкового слоя:
- Преимущества:
– Высокая точность, подходит для сложных геометрических форм и мелких деталей.
– Лучшее качество поверхности, часто подходит для готовых деталей без дополнительной отделки.
– Идеально подходит для мелкосерийного производства высокоточных деталей.
– Недостатки:
– Более низкий уровень использования материала, неиспользованный порошок требует переработки.
– Более высокие затраты на оборудование и более низкие скорости производства.
3. Сценарии применения
– Порошковое питание:
– Ремонт деталей (например, лопаток авиационных двигателей, ремонт пресс-форм).
– Крупномасштабное производство деталей (например, конструктивных элементов аэрокосмической техники).
– Производство функционально-градиентных материалов (например, износостойкие покрытия, коррозионно-стойкие покрытия).
– Сплавление порошкового слоя:
– Изготовление высокоточных деталей (например, медицинских приборов, прецизионных компонентов для аэрокосмической отрасли).
– Изготовление сложных конструкций (например, облегченных конструкций, деталей с оптимизированной топологией).
– Мелкосерийное производство по индивидуальному заказу (например, персонализированные имплантаты, разработка прототипов).
4. Совместимость материалов
– Порошковое питание:
– Совместимость с широким спектром материалов, включая титановые сплавы, сплавы на основе никеля, нержавеющую сталь и инструментальную сталь.
– Возможность смешивания различных материалов для создания многофункциональных композитов.
– Сплавление порошкового слоя:
– Совместим с такими материалами, как титановые сплавы, алюминиевые сплавы, сплавы на основе никеля и нержавеющая сталь.
– Материалы должны соответствовать высоким требованиям текучести и сферичности.
5. Стоимость оборудования и его обслуживание
– Порошковое питание:
– Относительно более низкие затраты на оборудование и более простое обслуживание.
– Подходит для промышленного использования на месте.
– Сплавление порошкового слоя:
– Более высокие затраты на оборудование и более сложное обслуживание.
– Требуется эксплуатация в среде инертного газа с высокими требованиями к герметизации.
Краткое содержание
– Порошковая подача: подходит для крупномасштабного производства деталей, ремонта и обработки функционально градуированных материалов, обеспечивая меньшую точность, но большую гибкость.
– Технология Powder Bed Fusion: подходит для высокоточного и сложного производства конструкций, обеспечивая более высокую точность, но и более высокую стоимость.
Выбор между двумя технологиями зависит от конкретных требований к применению, размера детали, требований к точности и бюджетных соображений.
Как выбрать между этими двумя типами оборудования для 3D-печати металлом при покупке оборудования
При покупке оборудования для 3D-печати по металлу как системы с подачей порошка, так и системы с порошковым слоем имеют свои преимущества и недостатки. Выбор зависит от конкретных потребностей, и следует учитывать следующие факторы:
1. Точность печати
– Системы с порошковым слоем: высокая точность, подходят для сложных и замысловатых деталей, например, в аэрокосмической и медицинской отраслях.
– Системы с подачей порошка: немного более низкая точность, подходит для применений, где высокая точность не имеет решающего значения, например, для крупных деталей или быстрого прототипирования.
2. Скорость печати
– Системы с подачей порошка: более быстрые, подходят для массового производства или крупных деталей.
– Системы с порошковым слоем: более медленные, подходят для высокоточных, сложных конструкций.
3. Использование материалов
– Системы с порошковым слоем: высокая степень использования материала, неиспользованный порошок можно перерабатывать.
– Системы с подачей порошка: более низкий коэффициент использования материала, часть порошка может быть потрачена впустую.
4. Стоимость оборудования
– Системы с порошковым слоем: более высокие первоначальные инвестиции, подходят для случаев, когда требуется высокая точность.
– Системы с подачей порошка: более низкие первоначальные инвестиции, подходят для ограниченного бюджета или производства крупных деталей.
5. Техническое обслуживание и эксплуатация
– Системы с порошковым слоем: Сложное обслуживание и более высокая сложность эксплуатации.
– Системы с подачей порошка: более простое обслуживание и относительно более простая эксплуатация.
6. Области применения
– Системы с порошковым слоем: подходят для отраслей с высокими требованиями к точности, таких как аэрокосмическая и медицинская.
– Системы с подачей порошка: подходят для отраслей с относительно невысокими требованиями к точности, таких как автомобилестроение и производство пресс-форм.
7. Размер детали
– Системы порошкового напыления: подходят для деталей малого и среднего размера.
– Системы с подачей порошка: подходят для крупных деталей.
8. Постобработка
– Системы с порошковым слоем: сложная последующая обработка, требующая удаления излишков порошка и опорных конструкций.
– Системы с порошковой подачей: относительно простая последующая обработка.
Краткое содержание
– Выбирайте системы порошковой обработки: если требуются высокая точность и сложность конструкций, а бюджет позволяет.
– Выбирайте системы с подачей порошка: если необходимо быстрое производство крупных деталей, а бюджет ограничен.
Исходя из конкретных требований и бюджета, выберите наиболее подходящий тип оборудования.
Случаи применения
Примеры применения 3D-печати с использованием технологии DED/SML – предоставление комплексного решения для комплексных услуг по технологии 3D-печати по металлу

Деталь для 3D-печати DED

DED-цифровой аналоговый эффект

Эффект 3D-печати DED
DED-Эффект после обработки

Случай 3D-печати SLM
Случай 3D-печати SLM

Случай 3D-печати SLM