Impresión 3D láser de metal
Proporcionar a los clientes soluciones integrales de tecnología de impresión 3D de metal para satisfacer la creciente demanda de tecnología de fabricación avanzada por parte de los clientes.
Descripción general del servicio
Servicios de impresión 3D en metal: Greenstone-Tech lleva prestando servicios de impresión 3D metálica personalizada a sus clientes desde su creación. Gracias a los muchos años de experiencia de la empresa en producción e I+D en el campo del procesamiento de materiales por láser, así como a sus conocimientos y talento en el campo de los materiales metalúrgicos, es capaz de ofrecer a los clientes servicios de impresión DED que incluyen el modelado preliminar del equipo, el desarrollo de paquetes de procesos de materiales, la impresión y el moldeado de piezas, y el posterior tratamiento térmico y mecanizado.
En la actualidad, se han desarrollado procesos LMD para más de 10 materiales metálicos, como acero inoxidable, aleaciones de aluminio, aleaciones de níquel para altas temperaturas, aleaciones de tungsteno y compuestos cerámicos, incluidos los correspondientes procesos de posprocesamiento. Combinando la tecnología de acoplamiento multieje, la detección en línea y la tecnología de control de retroalimentación, así como el desarrollo innovador de procesos y componentes básicos, desarrollamos equipos de impresión 3D personalizados para los clientes. Podemos ofrecer a los clientes varios tipos de cámaras atmosféricas, móviles y de estación de trabajo, así como el desarrollo integrado de equipos de impresión 3D multiconfiguración.
ventajas técnicas
Base de datos acumulada del proceso de aditivos láser para diversos materiales de aleación de alto rendimiento
Alta precisión
La precisión puede controlarse por debajo de 0,05 mm.
Ciclo corto
No es necesario fabricar moldes, lo que acorta el tiempo de producción de modelos
Posibilidad de personalización
No hay límite en el número de modelos que puedes imprimir
Diversidad de materiales
Se pueden imprimir distintos materiales para satisfacer las necesidades de distintos ámbitos
coste relativamente bajo
Imprima modelos individuales o por lotes al mismo coste
Alto grado de libertad
El acoplamiento síncrono de 8 ejes y el posicionamiento de alta precisión permiten imprimir piezas complejas
Características de la tecnología de impresión 3D de metal por láser
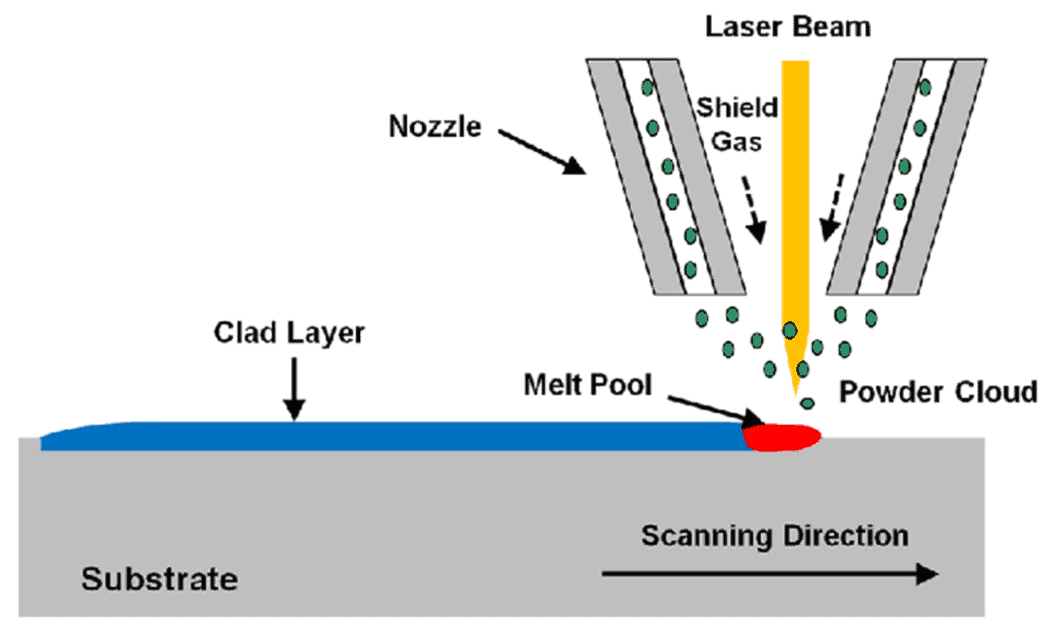
Introducción a la tecnología LMD/DED
Fabricación aditiva de metales por láser Tecnología de capa directa - La impresión 3D alimentada por polvo utiliza el láser como fuente de energía para generar y mover un baño fundido en la zona de deposición. El material se introduce directamente en la zona de fusión a alta temperatura en forma de polvo o material filamentoso. Una vez fundido, se deposita capa por capa. Este proceso de fabricación aditiva de metales también se denomina tecnología de apilamiento directo para la fabricación aditiva de metales por láser LMD/DED.
Características técnicas y ámbitos de aplicación de los LMD/DED
Años de experiencia en producción e I+D en el campo del procesamiento de materiales por láser
En comparación con otras tecnologías de impresión 3D de metal, la impresión 3D láser alimentada por polvo tiene las características de alta eficiencia de moldeo, sin límite de tamaño de impresión en teoría, y puede realizar la mezcla de múltiples materiales y la fabricación aditiva de materiales funcionalmente graduados. A través del control del proceso, puede tener una densidad 100%, una verdadera unión metalúrgica entre el material de aleación y el material base, la fuerza puede estar cerca del nivel de forja, es ampliamente utilizado en el campo de la reparación y refabricación de piezas metálicas y el fortalecimiento de revestimiento de superficies de gran superficie.
Es especialmente adecuado para el moldeo directo y la fabricación híbrida de piezas complejas, como la reparación e impresión 3D de piezas de motores aeroespaciales, la fabricación mediante impresión 3D de estructuras aeroespaciales complejas, etc.
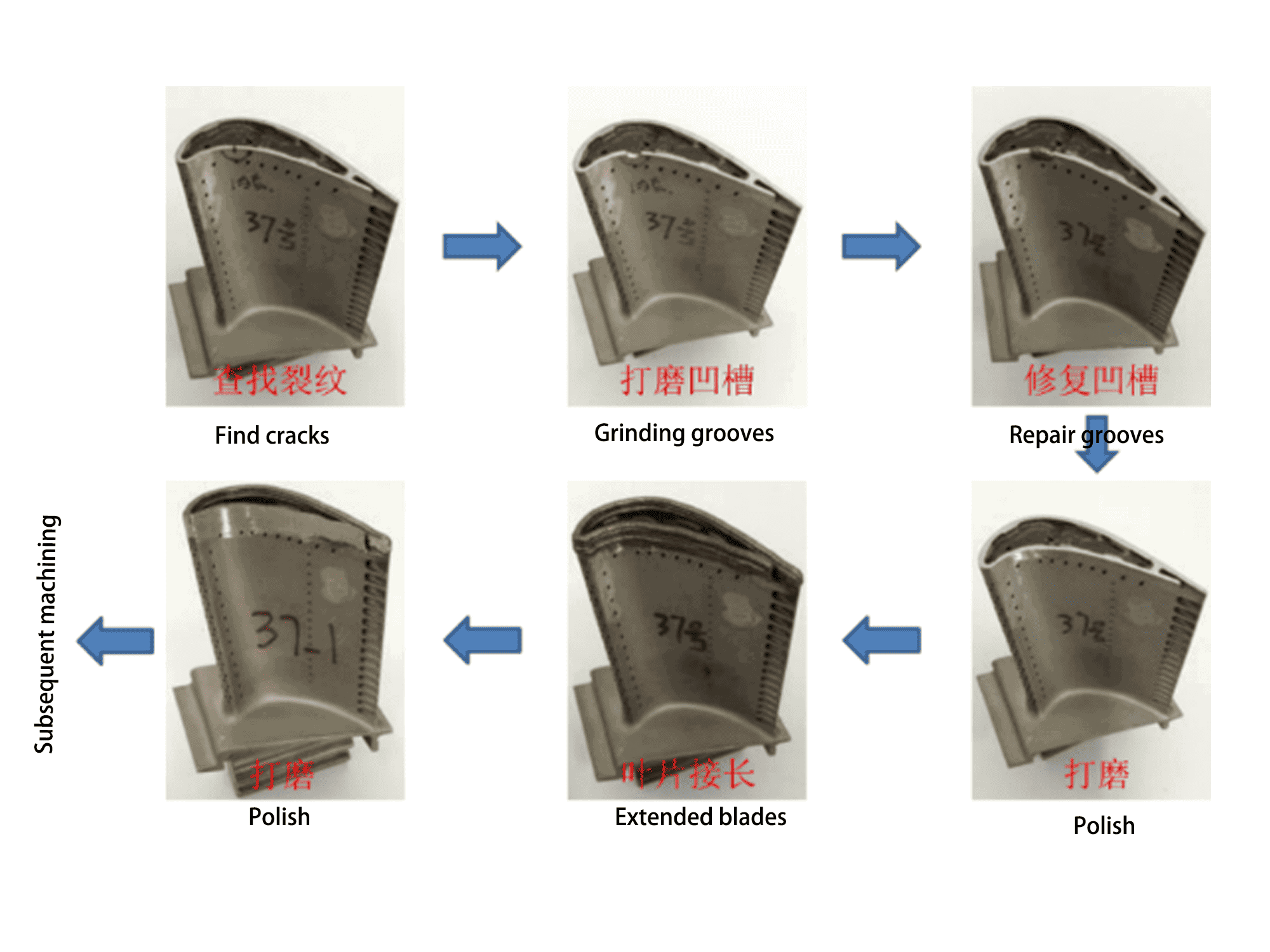
Pala de motor de avión reparada mediante impresión 3D láser de metal LMD/DED
Caja de impresión 3D de palas de hélice
Ventajas técnicas de SLM/LPBF
La principal fuerza en el campo de la tecnología de fabricación aditiva de metales
1. Utilizando láser monomodo de alta calidad, el rango de tamaño del punto enfocado es de 50-200um, la energía está altamente concentrada, y puede fundir la mayoría de los materiales metálicos, y las piezas moldeadas tienen alta densidad (más de 99%);
2. La velocidad de escaneado láser es rápida, y el minúsculo tamaño del baño de fusión aporta una velocidad de enfriamiento y solidificación extremadamente rápida, lo que da como resultado una estructura metalográfica uniforme y fina. En comparación con la estructura de fundición con granos gruesos, las propiedades mecánicas del material mejoran considerablemente;
3. Utilice polvo con un tamaño de partícula inferior a 53um, y controle el espesor de una sola capa de polvo entre 20-100µm para lograr un moldeo de precisión y una buena calidad superficial de las piezas moldeadas;
4. Toda la cámara de trabajo está sellada en un entorno de gas inerte para evitar la oxidación de los materiales metálicos a altas temperaturas, y es adecuada para metales activos como las aleaciones de titanio;
5. Mediante el diseño de la estructura de soporte, se pueden imprimir diversos productos de formas complejas, incluidas superficies curvas complejas con partes suspendidas, estructuras con canales de flujo internos, formas complejas huecas, etc.
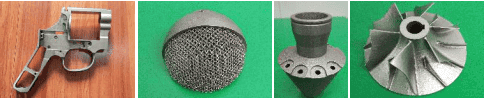
Diversas piezas metálicas de formas complejas fabricadas con tecnología SLM/LPBF
Pruebas relacionadas con la impresión metálica SLM/LPBF
Años de experiencia en producción e I+D en el campo del procesamiento de materiales por láser
Elementos | 17-4PH | 316L | En625 | En718 | AlSi7Mg |
Descripción | Acero inoxidable duro martensítico | Acero inoxidable | Superaleación a base de níquel | Superaleación a base de níquel | aleación de aluminio |
Resistencia a la tracción (Mpa) | 950±100 | 700±100 | 1100±50 | 1250±50 | 400±50 |
Límite elástico (Mpa) | 600±50 | 600±50 | 800±50 | 1050±50 | 300±50 |
Elongación tras rotura(%) | 30±5 | 48±2 | 35±5 | 10±2 | 8±2 |
Datos de propiedades mecánicas de muestras de materiales de uso común
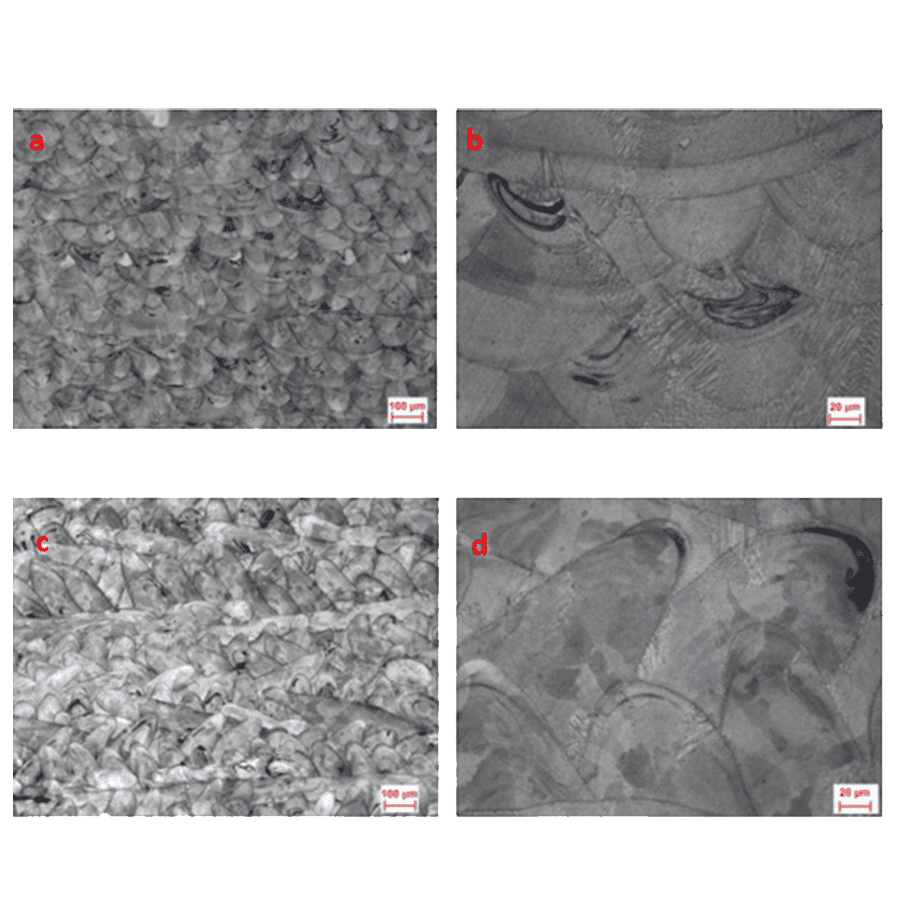
Estructura metalográfica de la sección de impresión In626 SLM
Se puede observar que la estructura del material es 100% densa, con granos finos y compuesta de dendritas delgadas.(a, b sección transversal; c, d sección longitudinal)
Impresión 3D de metal por láser alimentado con polvo frente a la fusión de lecho de polvo: Una comparación
La impresión 3D de metal por láser alimentado con polvo y la fusión de lecho de polvo son dos tecnologías comunes de fabricación aditiva de metales, con diferencias significativas en cuanto a principios, características del proceso y escenarios de aplicación. A continuación se ofrece una comparación detallada de ambas:
1. Principios de funcionamiento
- Impresión 3D de metales por láser alimentado por polvo (deposición de metales por láser, LMD / deposición directa de energía, DED):
- El polvo metálico se suministra directamente al punto focal del láser a través de una boquilla, donde el láser funde el polvo y lo adhiere al sustrato, formando capas para formar la pieza final.
- Al igual que la soldadura, es adecuada para la reparación, el revestimiento y la fabricación de estructuras complejas.
- Fusión de lecho de polvo (fusión selectiva por láser, SLM / fusión de lecho de polvo por láser, LPBF):
- Se extiende uniformemente una capa de polvo metálico sobre la plataforma de construcción y un láser funde selectivamente el polvo, capa por capa, para formar la pieza.
- Al igual que la impresión 3D tradicional, es adecuada para estructuras complejas y de alta precisión.
2. Características del proceso
- Alimentado por pólvora:
- Ventajas:
- Ideal para la fabricación y reparación de piezas a gran escala.
- Alto aprovechamiento del material, lo que permite la reparación directa o la adición de material a piezas existentes.
- Capaz de mezclar múltiples materiales para crear materiales funcionalmente graduados (FGM).
- Desventajas:
- Mayor rugosidad superficial, que a menudo requiere un tratamiento posterior.
- Menor precisión, lo que la hace inadecuada para piezas pequeñas o muy detalladas.
- Fusión de cama de polvo:
- Ventajas:
- Alta precisión, adecuada para geometrías complejas y detalles finos.
- Mejor calidad superficial, a menudo adecuada para piezas finales sin acabado adicional.
- Ideal para la producción de piezas de alta precisión en lotes pequeños.
- Desventajas:
- Menor aprovechamiento del material, ya que el polvo no utilizado requiere reciclaje.
- Mayores costes de equipamiento y menor velocidad de producción.
3. Escenarios de aplicación
- Alimentado por pólvora:
- Reparación de piezas (por ejemplo, álabes de motores de aviones, reparación de moldes).
- Fabricación de piezas a gran escala (por ejemplo, componentes estructurales aeroespaciales).
- Fabricación de materiales clasificados funcionalmente (por ejemplo, revestimientos resistentes al desgaste, revestimientos resistentes a la corrosión).
- Fusión de cama de polvo:
- Fabricación de piezas de alta precisión (por ejemplo, dispositivos médicos, componentes de precisión aeroespaciales).
- Fabricación de estructuras complejas (por ejemplo, estructuras ligeras, piezas de topología optimizada).
- Producción personalizada de pequeños lotes (por ejemplo, implantes personalizados, diseño de prototipos).
4. Compatibilidad de materiales
- Alimentado por pólvora:
- Compatible con una amplia gama de materiales, como aleaciones de titanio, aleaciones a base de níquel, acero inoxidable y acero para herramientas.
- Capaz de mezclar distintos materiales para crear compuestos multifuncionales.
- Fusión de cama de polvo:
- Compatible con materiales como aleaciones de titanio, aleaciones de aluminio, aleaciones a base de níquel y acero inoxidable.
- Los materiales deben cumplir elevados requisitos de fluidez y esfericidad.
5. Coste y mantenimiento de los equipos
- Alimentado por pólvora:
- Costes de equipamiento relativamente más bajos y mantenimiento más sencillo.
- Adecuado para uso industrial in situ.
- Fusión de cama de polvo:
- Costes de equipamiento más elevados y mantenimiento más complejo.
- Requiere funcionamiento en un entorno de gas inerte con elevados requisitos de estanquidad.
Resumen
- Alimentación por polvo: Adecuada para la fabricación de piezas a gran escala, la reparación y los materiales con clasificación funcional, ofrece menor precisión pero mayor flexibilidad.
- Fusión de lecho de polvo: Adecuada para la fabricación de alta precisión y estructuras complejas, ofrece mayor precisión pero a un coste más elevado.
La elección entre las dos tecnologías depende de los requisitos específicos de la aplicación, el tamaño de la pieza, las necesidades de precisión y las consideraciones presupuestarias.
Cómo elegir entre estos dos tipos de equipos de impresión 3D en metal a la hora de comprar un equipo
A la hora de comprar equipos de impresión 3D de metal, tanto los sistemas de alimentación de polvo como los de lecho de polvo tienen sus propias ventajas e inconvenientes. La elección depende de las necesidades específicas, y deben tenerse en cuenta los siguientes factores:
1. Precisión de impresión
- Sistemas de lecho de polvo: Alta precisión, adecuados para piezas complejas e intrincadas, como las de los sectores aeroespacial y médico.
- Sistemas alimentados por polvo: Precisión ligeramente inferior, adecuada para aplicaciones en las que la alta precisión no es crítica, como piezas grandes o prototipado rápido.
2. Velocidad de impresión
- Sistemas alimentados por polvo: Más rápidos, adecuados para la producción en serie o de piezas grandes.
- Sistemas de lecho de polvo: Más lentos, adecuados para estructuras complejas de alta precisión.
3. Utilización del material
- Sistemas de lecho de polvo: Alto aprovechamiento del material, el polvo no utilizado puede reciclarse.
- Sistemas alimentados por polvo: Menor aprovechamiento del material, puede desperdiciarse algo de polvo.
4. Coste del equipo
- Sistemas de lecho pulvígeno: Inversión inicial más elevada, adecuados para requisitos de alta precisión.
- Sistemas alimentados por polvo: Menor inversión inicial, adecuados para presupuestos limitados o producción de grandes piezas.
5. 5. Mantenimiento y explotación
- Sistemas de lecho pulvígeno: Mantenimiento complejo y mayor dificultad operativa.
- Sistemas alimentados por polvo: Mantenimiento más sencillo y funcionamiento relativamente más fácil.
6. Campos de aplicación
- Sistemas de lecho pulvígeno: Adecuados para industrias con requisitos de alta precisión, como la aeroespacial y la médica.
- Sistemas alimentados por polvo: Adecuados para industrias con requisitos de precisión relativamente menores, como la automoción y la fabricación de moldes.
7. Tamaño de la pieza
- Sistemas de lecho de polvo: Adecuados para piezas pequeñas y medianas.
- Sistemas alimentados por polvo: Adecuados para piezas grandes.
8. Tratamiento posterior
- Sistemas de lecho de polvo: Tratamiento posterior complejo, que requiere la eliminación del exceso de polvo y de las estructuras de soporte.
- Sistemas alimentados por polvo: Tratamiento posterior relativamente más sencillo.
Resumen
- Elija sistemas de lecho pulvígeno: Si se requiere alta precisión y estructuras complejas, y el presupuesto es suficiente.
- Elija sistemas alimentados por polvo: Si se necesita una producción rápida de piezas grandes y el presupuesto es limitado.
En función de los requisitos específicos y el presupuesto, seleccione el tipo de equipo más adecuado.
Casos de aplicación
Casos prácticos de impresión 3D con tecnología DED/SML: una solución completa para servicios integrales de tecnología de impresión 3D en metal

Pieza de impresión DED-3D

DED-Efecto analógico digital

Efecto de impresión DED-3D
DED-El efecto después del mecanizado

Caso de impresión 3D SLM
Caso de impresión 3D SLM

Caso de impresión 3D SLM