Industrial DED Metal 3D Printing Solutions
Delivering advanced directed energy deposition (DED) metal additive manufacturing technologies, Greenstone provides industrial-grade solutions for large-scale component manufacturing, precision repair, remanufacturing, and near-net-shape production. Our systems are engineered for demanding global industries requiring high deposition efficiency, material flexibility, structural integrity, and continuous high-performance manufacturing operation.
What Is DED Metal Laser 3D Printing Technology?
Directed Energy Deposition (DED) metal laser 3D printing is an advanced additive manufacturing and industrial remanufacturing process that uses a high-energy laser beam to melt and deposit metallic powders or wires layer by layer onto a substrate or existing component surface. Unlike powder-bed systems, DED technology enables simultaneous material feeding and laser melting, allowing for large-scale part manufacturing, structural repair, dimensional restoration, and functional feature addition with exceptional flexibility.
This process is widely recognized for producing high-strength metallurgical bonds, excellent structural integrity, and superior material utilization while supporting complex geometries, large-format components, and multi-axis manufacturing. By precisely controlling deposition paths, feed rates, and thermal input, DED technology enables near-net-shape manufacturing, high-value component repair, and customized metal part production across demanding industrial sectors.
Compared to conventional manufacturing, welding, casting, or subtractive machining processes, DED metal 3D printing offers highly localized heat input, reduced material waste, scalable production efficiency, and the ability to manufacture or restore high-performance components with minimal distortion. Its capability to process stainless steel, titanium alloys, nickel-based superalloys, cobalt alloys, aluminum alloys, tungsten alloys, and ceramic composites makes it highly adaptable for advanced engineering applications.
DED systems support integrated process packages including equipment development, material process optimization, component printing, post-processing, heat treatment, and precision machining. Combined with multi-axis linkage systems, real-time monitoring, closed-loop feedback control, and custom atmosphere chambers, Greenstone’s DED solutions provide highly controllable, industrial-grade metal additive manufacturing for modern production environments.
Due to its precision, scalability, and manufacturing versatility, DED metal laser 3D printing is increasingly applied in aerospace, energy, oil and gas, heavy machinery, mold manufacturing, transportation, defense, and advanced industrial sectors. It plays a critical role in reducing lead times, lowering production costs, extending component service life, and supporting sustainable, high-performance industrial manufacturing.
As a next-generation metal manufacturing technology, DED laser 3D printing continues to drive innovation by delivering cost-effective, large-scale, and environmentally responsible solutions for precision manufacturing, repair, and advanced metal component production.
Advantages Of DED Metal Laser 3D Printing Technology
DED (Directed Energy Deposition) metal laser 3D printing technology offers transformative advantages over conventional manufacturing, casting, machining, and welding processes by delivering superior design flexibility, large-scale additive manufacturing capability, precision material deposition, and high-value component repair. As an advanced industrial additive manufacturing solution, DED technology is widely recognized for enabling rapid prototyping, customized production, near-net-shape manufacturing, and cost-effective remanufacturing of critical metal components.
By combining precision laser processing, multi-material compatibility, scalable production, and intelligent automation, DED metal 3D printing has become a leading solution for aerospace, heavy industry, energy, mold manufacturing, defense, transportation, and advanced industrial sectors requiring structural integrity, manufacturing efficiency, and long-term operational reliability.
Why DED Metal 3D Printing Matters
Compared to traditional subtractive manufacturing or mold-based production methods, DED technology provides a more advanced, flexible, and economically competitive approach for modern metal manufacturing. It significantly reduces tooling requirements, shortens production cycles, minimizes material waste, and supports complex geometries that are difficult or impossible to achieve through conventional processes.
DED systems are increasingly adopted for high-value applications such as large structural parts, turbine components, mold repair, aerospace structures, and customized industrial equipment where precision, scalability, and material performance are critical.
By integrating advanced metallurgy, intelligent process control, and sustainable manufacturing principles, DED laser metal 3D printing technology delivers high-performance solutions for precision manufacturing, repair, and next-generation industrial production.
High Precision Manufacturing
Advanced laser control systems enable deposition accuracy below 0.05 mm, ensuring excellent dimensional precision, structural consistency, and superior part quality for demanding engineering applications.
Shortened Production Cycles
DED eliminates the need for traditional mold manufacturing and significantly reduces prototyping and production lead times, accelerating product development and industrial deployment.
Flexible Customization and Design Freedom
Complex geometries, customized structures, and low-volume or one-off production can be efficiently manufactured without design restrictions imposed by conventional tooling.
Broad Material Compatibility
DED supports stainless steel, titanium alloys, nickel-based superalloys, cobalt alloys, aluminum alloys, tungsten alloys, and ceramic composites, enabling broad industrial versatility.
Lower Overall Manufacturing Costs
By reducing tooling costs, minimizing raw material waste, and enabling both single-part and batch production with similar process efficiency, DED offers strong long-term cost advantages.
Large-Scale and Multi-Axis Manufacturing Capability
8-axis synchronized systems, high-precision positioning, and robotic integration allow production of large, complex, and high-value components with exceptional geometric freedom.
Near-Net-Shape Production
DED significantly reduces post-processing and machining requirements by producing parts close to final dimensions, improving efficiency and reducing total production costs.
Integrated Repair and Remanufacturing
DED technology enables dimensional restoration, surface rebuilding, and structural repair of expensive components, extending service life while reducing replacement expenses.
Advanced Process Monitoring and Automation
Real-time closed-loop feedback, online monitoring, and adaptive parameter control improve production stability, repeatability, and industrial scalability.
Material Efficiency and Sustainability
Localized deposition minimizes waste, lowers energy consumption compared to subtractive manufacturing, and supports environmentally responsible industrial production.
Scalable Industrial Deployment
Custom atmosphere chambers, workstation configurations, and integrated process packages support flexible deployment from R&D to full industrial-scale manufacturing.
Enhanced Innovation Potential
DED supports the rapid development of new products, functional materials, and advanced manufacturing solutions, making it a critical technology for future industrial competitiveness.
Features of laser metal 3D printing technology
Introduction to LMD/DED technology
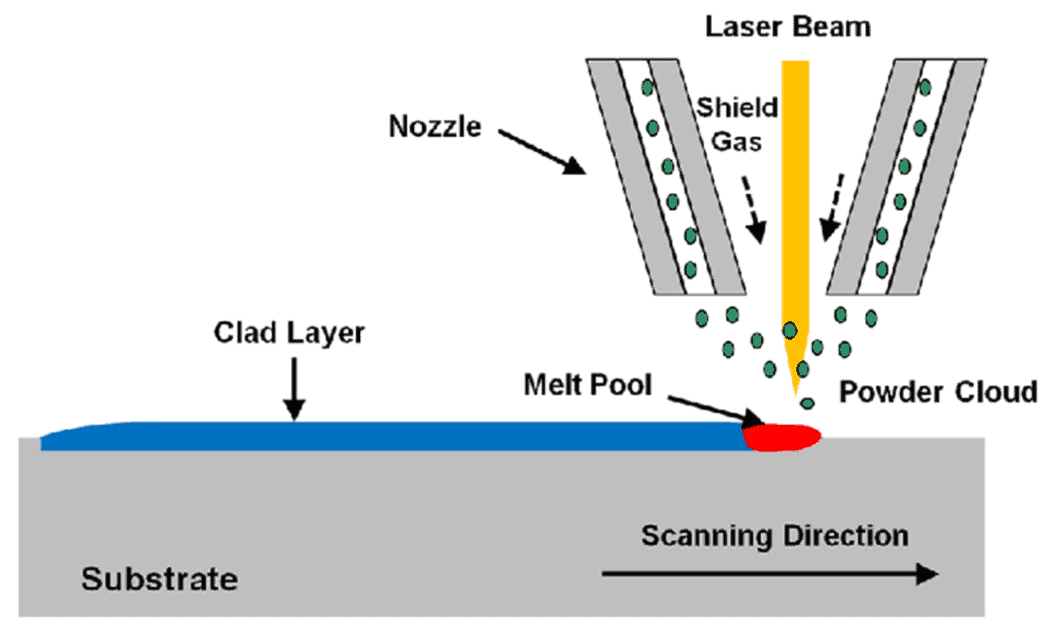
Laser Metal Additive Manufacturing Direct Layer Technology – Powder-fed 3D printing uses laser as the energy source to generate and move a molten pool in the deposition area. The material is directly fed into the high-temperature melting zone in the form of powder or filamentary material. After melting, it is deposited layer by layer. This metal additive manufacturing process is also called Direct stacking technology for LMD/DED laser metal additive manufacturing.
LMD/DED technical characteristics and application areas
Years of experience in production and R&D in the field of laser material processing
Compared with other metal 3D printing technologies, powder-fed laser 3D printing has the characteristics of high molding efficiency, no limit on printing size in theory, and can realize the mixing of multiple materials and additive manufacturing of functionally graded materials. Through process control, it can have 100% density, a true metallurgical bond between the alloy material and the base material, the strength can be close to the forging level, it is widely used in the field of repair and remanufacturing of metal parts and large-area surface cladding strengthening.
It is particularly suitable for direct molding and hybrid manufacturing of complex parts, such as repair and 3D printing of aerospace engine parts, 3D printing manufacturing of complex aerospace structures, etc.
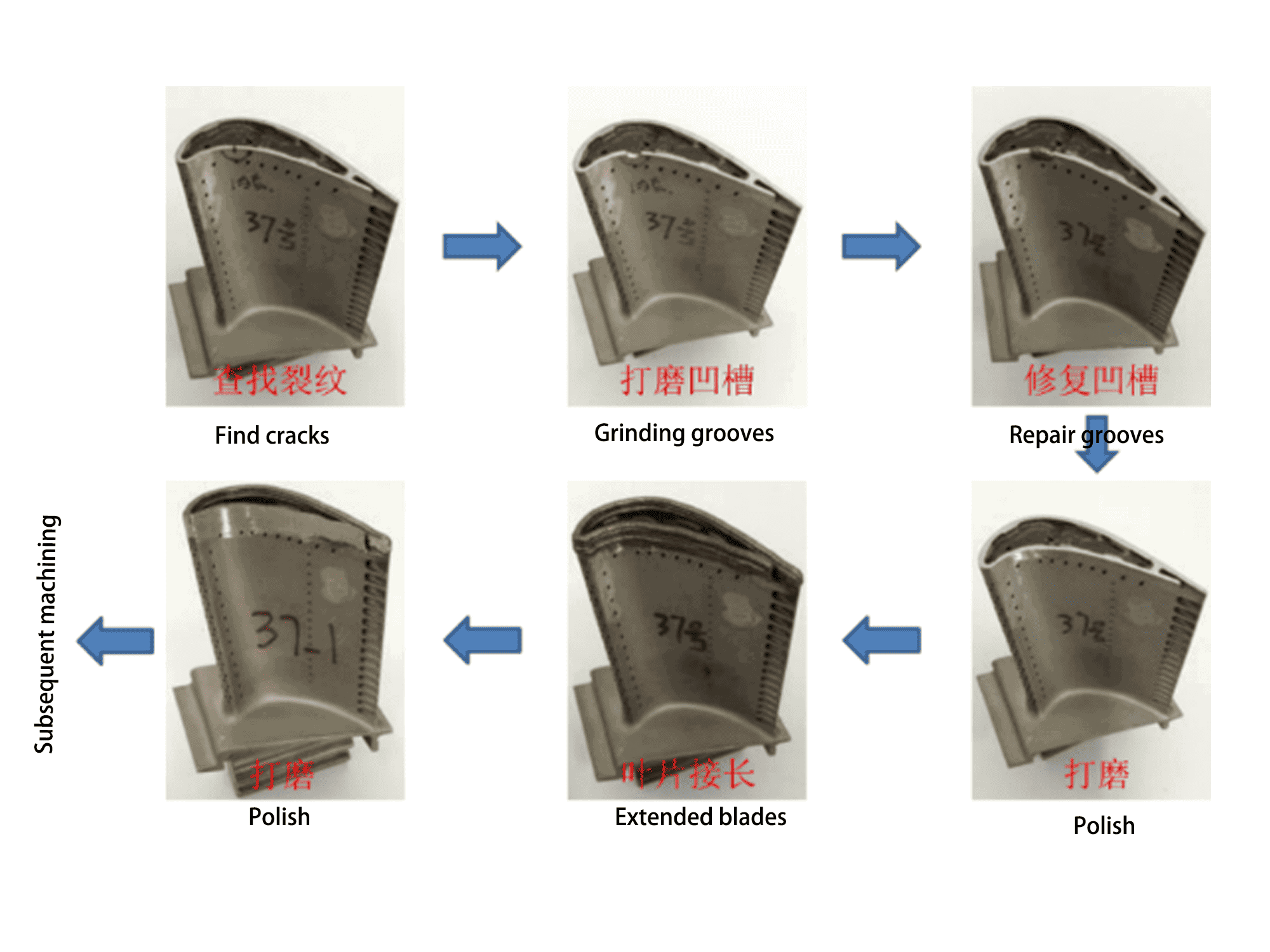
LMD/DED metal laser 3D printing repaired aircraft engine blade
Propeller blade 3D printing case
SLM/LPBF technical advantages
The main force in the field of metal additive manufacturing technology
1. Using high-quality single-mode laser, the focused spot size range is 50-200um, the energy is highly concentrated, and it can melt most metal materials, and the molded parts have high density (more than 99%);
2. The laser scanning speed is fast, and the tiny-sized molten pool brings extremely fast cooling and solidification speed, resulting in a uniform and fine metallographic structure. Compared with the casting structure with coarse grains, the mechanical properties of the material are greatly improved;
3. Use powder with a particle size of less than 53um, and control the thickness of a single layer of powder between 20-100µm to achieve precision molding and good surface quality of molded parts;
4. The entire working chamber is sealed in an inert gas environment to avoid oxidation of metal materials at high temperatures, and is suitable for active metals such as titanium alloys;
5. Through the design of the support structure, various complex-shaped products can be printed, including complex curved surfaces with suspended parts, structures with internal flow channels, hollow complex shapes, etc.
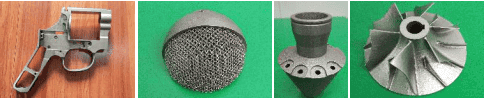
Various complex-shaped metal parts made by SLM/LPBF technology
SLM/LPBF metal printing related tests
Years of experience in production and R&D in the field of laser material processing
Items | 17-4PH | 316L | In625 | In718 | AlSi7Mg |
Description | Martensitic hard stainless steel | Stainless steel | Nickel-based superalloy | Nickel-based superalloy | Aluminum alloy |
Tensile strength (Mpa) | 950±100 | 700±100 | 1100±50 | 1250±50 | 400±50 |
Yield strength (Mpa) | 600±50 | 600±50 | 800±50 | 1050±50 | 300±50 |
Elongation after break(%) | 30±5 | 48±2 | 35±5 | 10±2 | 8±2 |
Mechanical property data of commonly used material samples
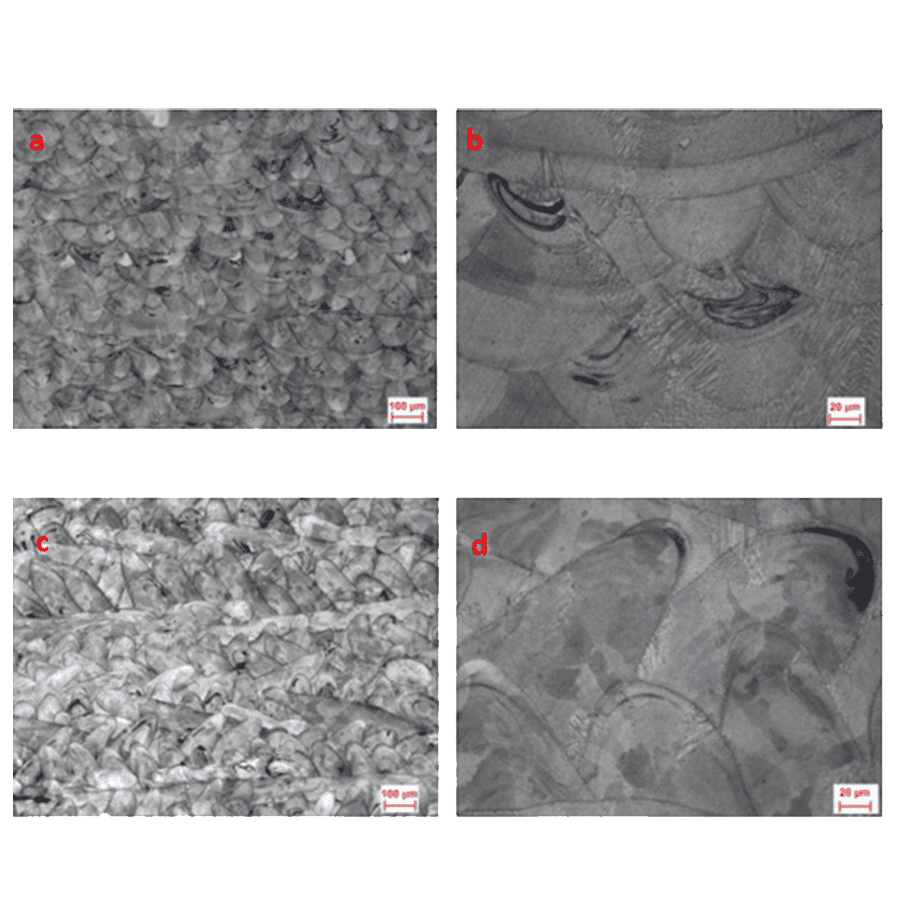
In626 SLM print section metallographic structure
It can be seen that the material structure is 100% dense, with fine grains and composed of slender dendrites.(a, b cross section; c, d longitudinal section)
Powder-Fed Laser Metal 3D Printing vs. Powder Bed Fusion: A Comparison
Powder-fed laser metal 3D printing and powder bed fusion are two common metal additive manufacturing technologies, with significant differences in principles, process characteristics, and application scenarios. Below is a detailed comparison of the two:
1. Working Principles
– Powder-Fed Laser Metal 3D Printing (Laser Metal Deposition, LMD / Direct Energy Deposition, DED):
– Metal powder is delivered directly to the laser focal point through a nozzle, where the laser melts the powder and bonds it to the substrate, building up layers to form the final part.
– Similar to welding, it is suitable for repair, coating, and the manufacturing of complex structures.
– Powder Bed Fusion (Selective Laser Melting, SLM / Laser Powder Bed Fusion, LPBF):
– A layer of metal powder is evenly spread on the build platform, and a laser selectively melts the powder, layer by layer, to form the part.
– Similar to traditional 3D printing, it is suitable for high-precision and complex structures.
2. Process Characteristics
– Powder-Fed:
– Advantages:
– Ideal for large-scale part manufacturing and repair.
– High material utilization, allowing direct repair or material addition to existing parts.
– Capable of mixing multiple materials to create functionally graded materials (FGM).
– Disadvantages:
– Higher surface roughness, often requiring post-processing.
– Lower precision, making it unsuitable for small or highly detailed parts.
– Powder Bed Fusion:
– Advantages:
– High precision, suitable for complex geometries and fine details.
– Better surface quality, often suitable for final parts without additional finishing.
– Ideal for small-batch, high-precision part production.
– Disadvantages:
– Lower material utilization, with unused powder requiring recycling.
– Higher equipment costs and slower production speeds.
3. Application Scenarios
– Powder-Fed:
– Part repair (e.g., aircraft engine blades, mold repair).
– Large-scale part manufacturing (e.g., aerospace structural components).
– Functionally graded material manufacturing (e.g., wear-resistant coatings, corrosion-resistant coatings).
– Powder Bed Fusion:
– High-precision part manufacturing (e.g., medical devices, aerospace precision components).
– Complex structure manufacturing (e.g., lightweight structures, topology-optimized parts).
– Small-batch customized production (e.g., personalized implants, prototype design).
4. Material Compatibility
– Powder-Fed:
– Compatible with a wide range of materials, including titanium alloys, nickel-based alloys, stainless steel, and tool steel.
– Capable of mixing different materials to create multifunctional composites.
– Powder Bed Fusion:
– Compatible with materials such as titanium alloys, aluminum alloys, nickel-based alloys, and stainless steel.
– Materials must meet high flowability and sphericity requirements.
5. Equipment Cost and Maintenance
– Powder-Fed:
– Relatively lower equipment costs and simpler maintenance.
– Suitable for industrial on-site use.
– Powder Bed Fusion:
– Higher equipment costs and more complex maintenance.
– Requires operation in an inert gas environment with high sealing requirements.
Summary
– Powder-Fed: Suitable for large-scale part manufacturing, repair, and functionally graded materials, offering lower precision but higher flexibility.
– Powder Bed Fusion: Suitable for high-precision and complex structure manufacturing, offering higher precision but at a higher cost.
The choice between the two technologies depends on specific application requirements, part size, precision needs, and budget considerations.
How to choose between these two types of metal 3D printing equipment when purchasing equipment
When purchasing metal 3D printing equipment, both powder-fed and powder-bed systems have their own advantages and disadvantages. The choice depends on specific needs, and the following factors should be considered:
1. Printing Precision
– Powder-bed systems: High precision, suitable for complex and intricate parts, such as those in aerospace and medical fields.
– Powder-fed systems: Slightly lower precision, suitable for applications where high precision is not critical, such as large parts or rapid prototyping.
2. Printing Speed
– Powder-fed systems: Faster, suitable for mass production or large parts.
– Powder-bed systems: Slower, suitable for high-precision, complex structures.
3. Material Utilization
– Powder-bed systems: High material utilization, unused powder can be recycled.
– Powder-fed systems: Lower material utilization, some powder may be wasted.
4. Equipment Cost
– Powder-bed systems: Higher initial investment, suitable for high-precision requirements.
– Powder-fed systems: Lower initial investment, suitable for limited budgets or large-part production.
5. Maintenance and Operation
– Powder-bed systems: Complex maintenance and higher operational difficulty.
– Powder-fed systems: Simpler maintenance and relatively easier operation.
6. Application Fields
– Powder-bed systems: Suitable for industries with high precision requirements, such as aerospace and medical.
– Powder-fed systems: Suitable for industries with relatively lower precision requirements, such as automotive and mold manufacturing.
7. Part Size
– Powder-bed systems: Suitable for small to medium-sized parts.
– Powder-fed systems: Suitable for large parts.
8. Post-Processing
– Powder-bed systems: Complex post-processing, requiring removal of excess powder and support structures.
– Powder-fed systems: Relatively simpler post-processing.
Summary
– Choose powder-bed systems: If high precision and complex structures are required, and the budget is sufficient.
– Choose powder-fed systems: If rapid production of large parts is needed, and the budget is limited.
Based on specific requirements and budget, select the most suitable type of equipment.
DED Metal Laser 3D Printing Application Cases
DED metal laser 3D printing technology is widely applied across advanced industrial sectors for large-scale metal component manufacturing, structural repair, remanufacturing, functional feature addition, and customized precision production. By combining high-efficiency material deposition, multi-axis manufacturing flexibility, and broad material compatibility, DED provides an ideal solution for industries requiring high-performance metal parts with reduced lead times and lower lifecycle costs.
As an advanced additive manufacturing process, DED is particularly valuable for producing complex geometries, repairing high-value components, restoring worn structures, and manufacturing large customized parts in aerospace, energy, heavy machinery, mold manufacturing, transportation, and industrial engineering sectors.
Industry Application Advantages
DED technology enables manufacturers to rapidly produce or restore critical components while reducing material waste, eliminating expensive tooling, and improving production flexibility. Compared to conventional machining, casting, or welding, DED offers greater design freedom, scalable production, and integrated repair capabilities for modern industrial manufacturing.
Large-Scale Metal Part Manufacturing
Efficient production of oversized structural components, tooling systems, and industrial equipment.
Precision Repair and Remanufacturing
Restoration of damaged or worn high-value components with excellent metallurgical integrity.
Complex Geometry Production
Multi-axis control enables advanced shapes, internal structures, and customized engineering designs.
Broad Material Adaptability
Supports stainless steel, titanium, nickel alloys, aluminum, cobalt alloys, and advanced composites.
Reduced Production Cycles
No mold dependency significantly shortens prototyping and manufacturing timelines.
Cost-Effective Custom Manufacturing
Ideal for low-volume, high-value, and highly customized industrial production.
Primary Industry Sectors
- Aerospace and turbine components
- Energy and power generation systems
- Mold and tooling manufacturing
- Oil & gas industrial parts
- Heavy machinery and mining equipment
- Automotive and transportation engineering
- Defense and advanced industrial manufacturing
Representative DED Workpiece Applications
- Large structural metal components
- Precision industrial bushings and housings
- Mold repair and reinforcement
- Turbine blades and aerospace structures
- High-performance mechanical parts
- Customized metal prototypes
- Functional near-net-shape industrial assemblies
Why DED Is Ideal for Modern Metal Manufacturing
By combining additive manufacturing precision, industrial scalability, repair capability, and material versatility, DED metal laser 3D printing has become one of the most effective technologies for advanced manufacturing, component restoration, and high-performance industrial production. It is increasingly recognized as a core solution for next-generation metal manufacturing, sustainable production, and precision engineering.