Enfriamiento por láser/Endurecimiento por láser
Comprometidos a ofrecer a los clientes soluciones de ingeniería de superficies de sistemas para satisfacer sus mayores demandas de tecnología de fabricación avanzada.
Descripción general del servicio
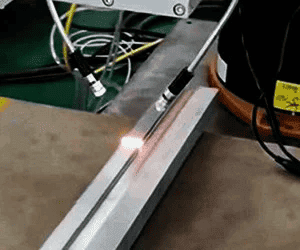
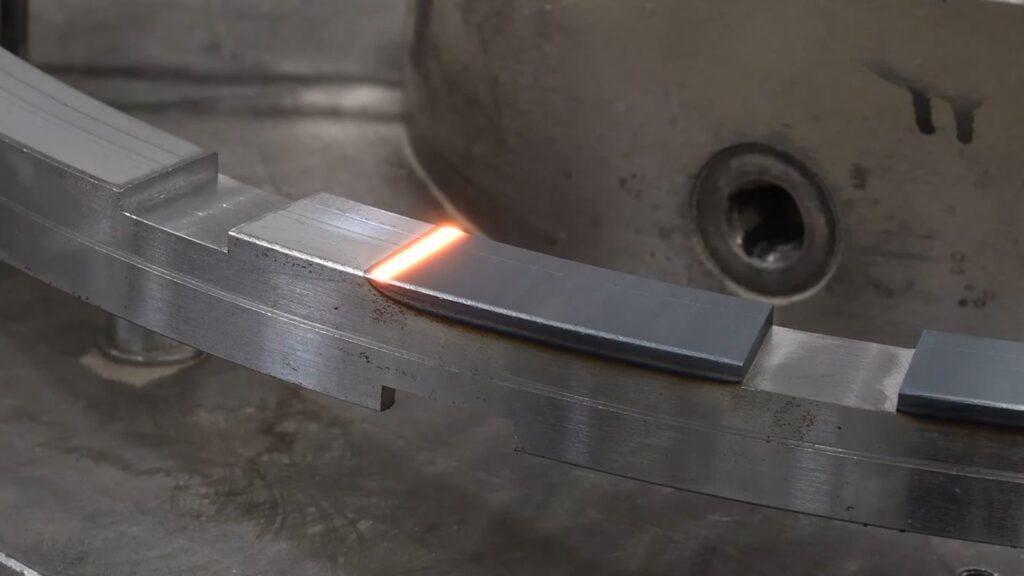
El proceso de temple láser es una tecnología de temple que utiliza el láser para calentar la superficie del material por encima del punto de transformación de la austenita. Al enfriarse el propio material, la austenita se transforma en martensita, endureciendo así la superficie del material. El temple láser tiene una alta densidad de potencia y una rápida velocidad de enfriamiento, y no requiere medios de refrigeración como agua o aceite. Comparado con los procesos de temple por inducción, temple por llama y temple por carburación, el temple por láser tiene una capa endurecida uniforme, mayor dureza (generalmente 1-3 HRC más que el temple por inducción), pequeña deformación de la pieza, fácil control de la profundidad de la capa de calentamiento y de la trayectoria de calentamiento, y fácil automatización , no hay necesidad de diseñar bobinas de inducción correspondientes de acuerdo con diferentes tamaños de piezas como el temple por inducción, y el procesamiento de piezas grandes no necesita estar limitado por el tamaño del horno durante los tratamientos térmicos químicos como el carburizado y el temple.
Por ello, en muchos campos industriales, el proceso de temple láser está sustituyendo gradualmente a los procesos tradicionales, como el temple por inducción y el tratamiento térmico químico. Lo que es especialmente importante es que la deformación de la pieza antes y después del temple láser es casi inapreciable, lo que resulta especialmente adecuado para el tratamiento superficial de piezas con requisitos de alta precisión.
ventajas técnicas
Base de datos acumulada del proceso de aditivos láser para diversos materiales de aleación de alto rendimiento
proceso ecológico
Limpio, eficaz, no contaminante, ecológico y respetuoso con el medio ambiente (no necesita fluidos de temple como agua y aceite).
La temperatura de enfriamiento es estable
Utilice la monitorización por infrarrojos para medir la temperatura de enfriamiento del material en tiempo real y garantizar que la temperatura es razonable.
Fácil formación de tensiones residuales de compresión
Puede mejorar significativamente la dureza superficial, la resistencia al desgaste y la resistencia a la corrosión de la pieza de trabajo.
Enfriamiento parcial
El haz láser tiene un ángulo de divergencia pequeño y una buena directividad
Mínima deformación del molde
Calentamiento local instantáneo y enfriamiento de la superficie del molde
Sistema de control de la temperatura en bucle cerrado
LASCON® controla, optimiza y supervisa los procesos láser
Características técnicas
Sistema de control de bucle cerrado de temperatura LASCON®(Controlar, optimizar y supervisar los procesos láser en tiempo real)
Un software controlador de láser desarrollado independientemente por Huirui para el procesamiento de láser con control de temperatura detecta la temperatura de procesamiento a través de un termómetro de dos colores. Las principales aplicaciones incluyen: temple por láser, microendurecimiento, soldadura por láser (especialmente soldadura por láser de plásticos) y cualquier otra causa. Procesos que aumentan la temperatura de la pieza, como el calentamiento por inducción. LASCON® utiliza un lenguaje conciso de scripting de procesos láser para controlar, optimizar y supervisar el proceso láser, facilitando la detección de piezas defectuosas en la producción asistida por láser. LASCON® es compatible con componentes de hardware como el controlador LPC04 para integrar fácilmente pirómetros infrarrojos de alta velocidad, cabezales de procesamiento láser, unidades de calibración y adaptadores en máquinas y equipos de fábrica. Todo el paquete de software está dividido en diferentes unidades y se comunica mediante el protocolo TCP/IP.
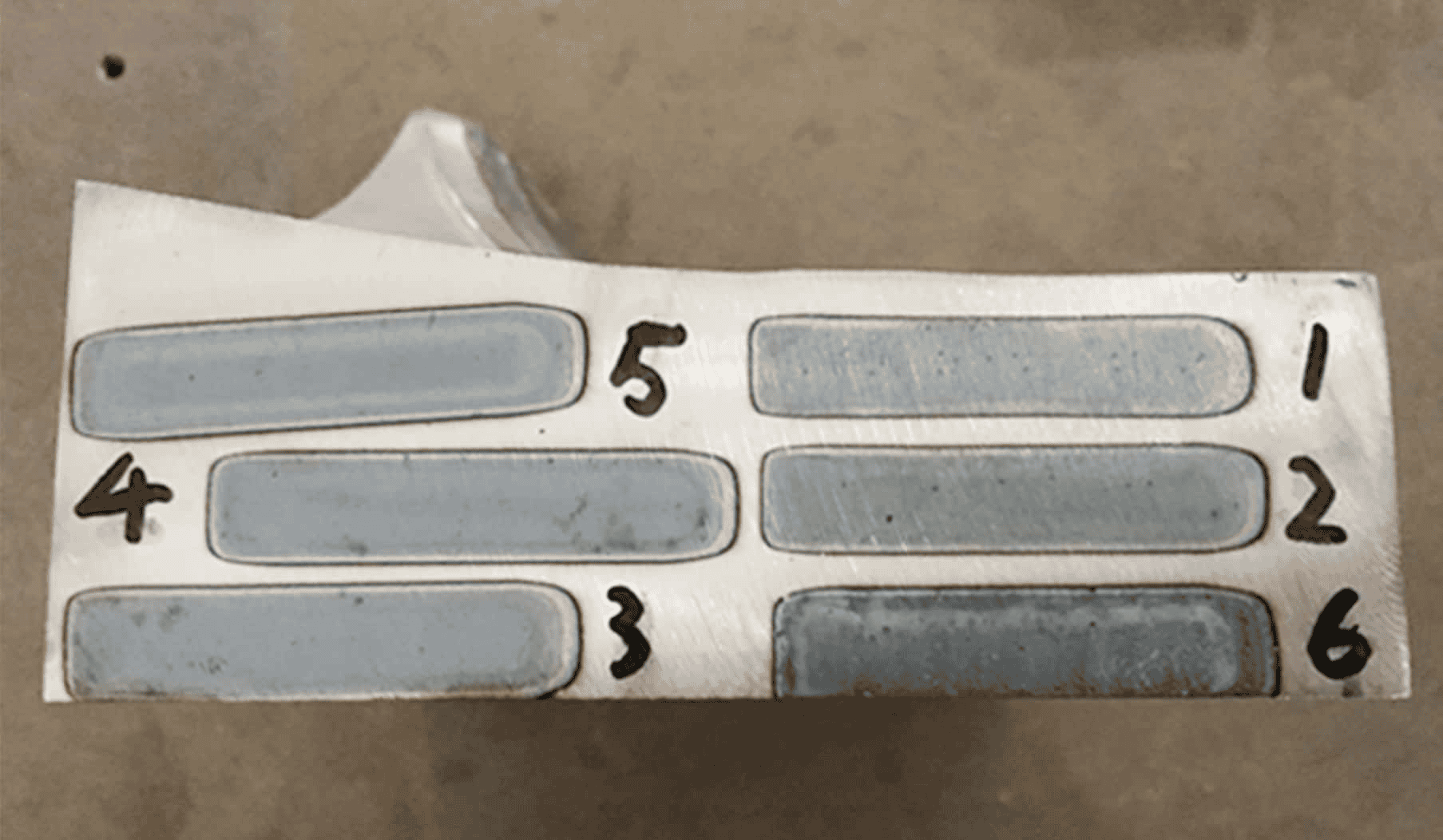
Pruebas de proceso
Mediante el ajuste de diferentes temperaturas de enfriamiento, se detectan los cambios de dureza y profundidad de la capa de enfriamiento del material; al mismo tiempo, el software de control de temperatura calcula la conversión y muestra la potencia de salida de luz real del láser en tiempo real. La dureza máxima puede alcanzar HRC60.2, y el valor medio puede alcanzar HRC58.9. Interceptando la sección transversal de un solo paso de temple y probándola con un durómetro Vickers, podemos obtener el cambio de dureza HV a medida que cambia la profundidad.
Materiales experimentales
Acero preendurecido para moldes de plástico 2738, dureza preendurecida 29-33HRC.
Parámetros del proceso de prueba
Temperatura de enfriamiento (℃) | 1000-1500 |
Rango de potencia del láser (%) | 46-70 |
Densidad de potencia (W/cm²) | 1380-2100 |
Densidad de energía por área (J/cm²) | 690-1050 |
Nota: La potencia máxima del láser es de 3000W
Profundidad de la capa endurecida
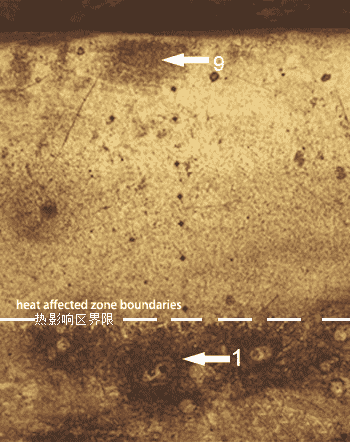
4# muestra Ensayo de dureza Vickers 50X
Valor de dureza Vickers de la muestra #4
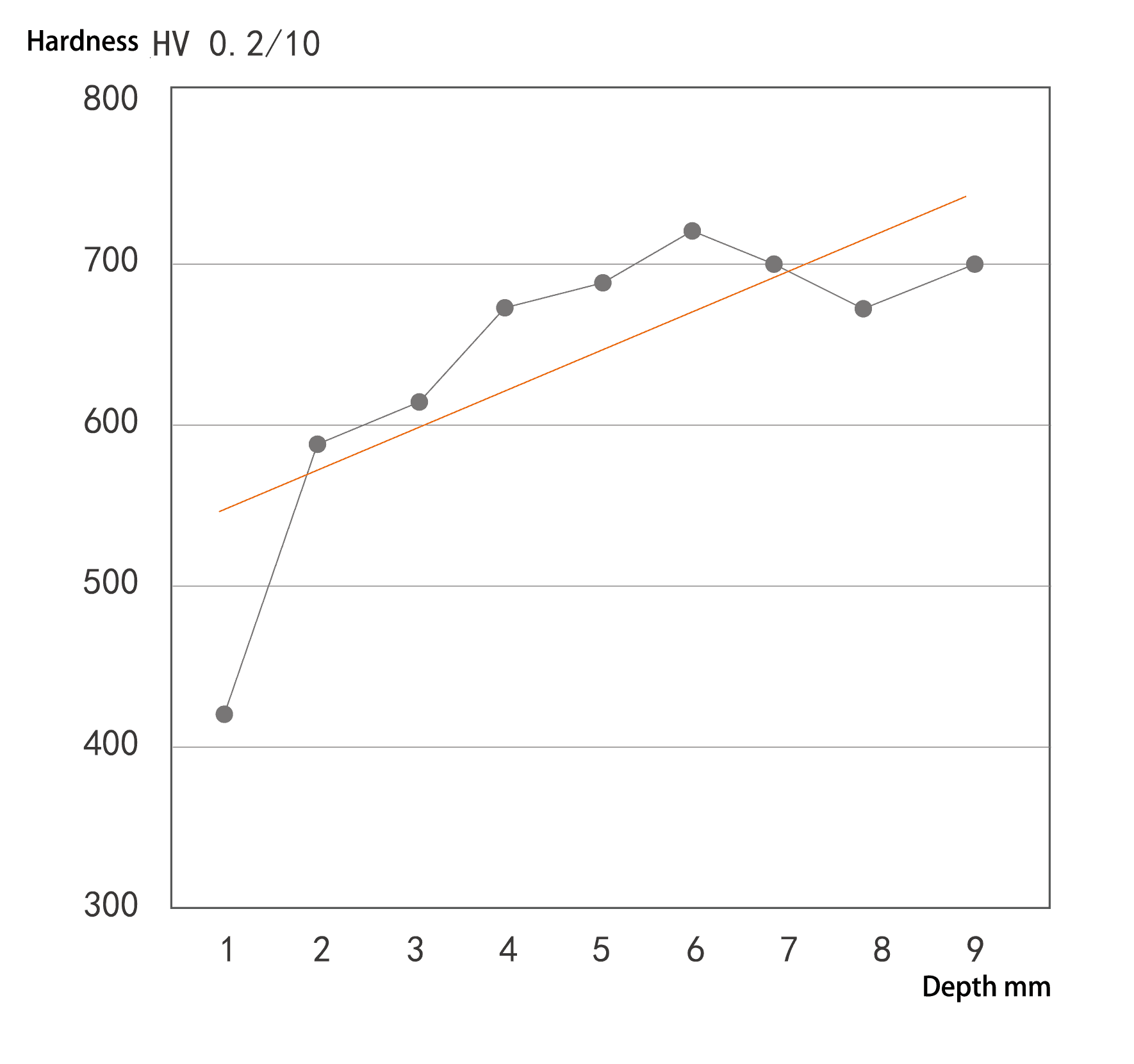
Pruebas de dureza superficial
Número de serie | 1 | 2 | 3 | 4 | 5 | 6 |
Rango de dureza (HRC) | 30.3-45.0 | 51.7-54.7 | 55.4-57.9 | 58.1-60.1 | 58.2-59.3 | 57.0-60.2 |
Dureza media (HRC) | 36.9 | 52.9 | 57 | 58.6 | 58.9 | 58.6 |
Casos de aplicación
Proporcionar una solución completa para el enfriamiento y fortalecimiento de piezas de trabajo

Refuerzo de piezas de excavadoras
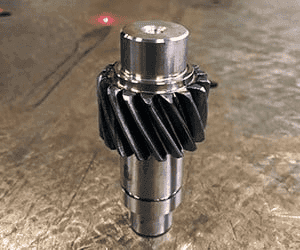
Engranaje helicoidal de refuerzo 42Cr
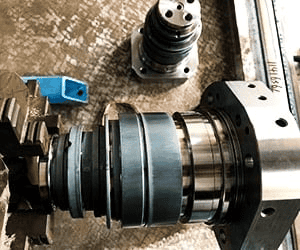
Refuerzo de la camisa del cilindro
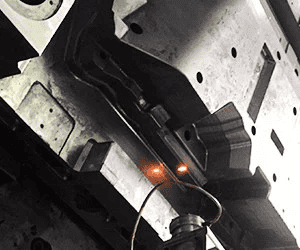
Fortalecimiento de varios moldes
H13 enfriamiento de moldes

Enfriamiento de piezas de pistones de automóviles

Temple de varillas de transmisión de motocicletas