Lazerle soğutma/Lazerle sertleştirme
Müşterilerin ileri üretim teknolojisine yönelik daha yüksek taleplerini karşılamak için müşterilere sistem yüzey mühendisliği çözümleri sunmayı taahhüt eder
Hizmete genel bakış
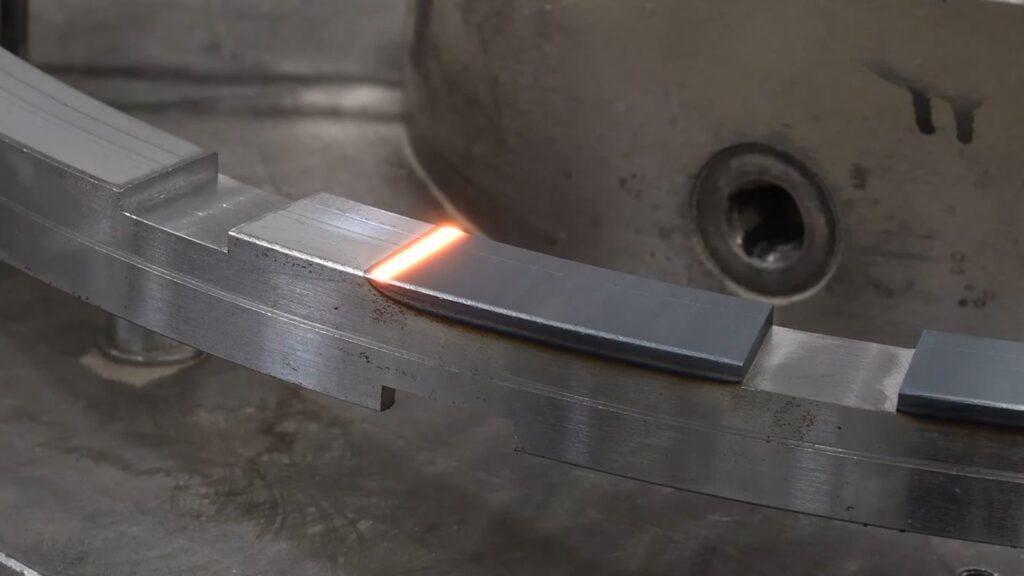
Lazerle su verme işlemi, malzemenin yüzeyini östenit dönüşüm noktasının üzerinde ısıtmak için lazer kullanan bir su verme teknolojisidir. Malzemenin kendisi soğudukça, östenit martenzite dönüşür ve böylece malzemenin yüzeyi sertleşir. Lazerle su verme yüksek güç yoğunluğuna ve hızlı soğutma hızına sahiptir ve su veya yağ gibi soğutma ortamları gerektirmez. İndüksiyonla su verme, alevle su verme ve karbonlama ile su verme işlemleriyle karşılaştırıldığında, lazerle su vermenin düzgün bir sertleştirilmiş tabakası, daha yüksek sertliği (genellikle indüksiyonla su vermeden 1-3 HRC daha yüksek), iş parçasında küçük deformasyonu, ısıtma tabakası derinliğinin ve ısıtma yörüngesinin kolay kontrolü vardır, ve kolay otomasyon, indüksiyonla su verme gibi farklı parça boyutlarına göre uygun indüksiyon bobinleri tasarlamaya gerek yoktur ve büyük parçaların işlenmesi, karbonlama ve su verme gibi kimyasal ısıl işlemler sırasında fırın boyutuyla sınırlandırılmak zorunda değildir.
Bu nedenle, birçok endüstriyel alanda, lazerle su verme işlemi yavaş yavaş indüksiyonla su verme ve kimyasal ısıl işlem gibi geleneksel işlemlerin yerini almaktadır. Özellikle önemli olan, lazer su verme işleminden önce ve sonra iş parçasının deformasyonunun neredeyse ihmal edilebilir olmasıdır, bu da özellikle yüksek hassasiyet gereksinimleri olan parçaların yüzey işlemi için uygundur.
Teknik avantajlar
Çeşitli yüksek performanslı alaşım malzemeler için biriktirilmiş lazer katkılı süreç veritabanı
çevre dostu süreç
Temiz, verimli, kirlilik içermeyen, yeşil ve çevre dostu (su ve yağ gibi söndürme sıvılarına gerek yoktur)
Söndürme sıcaklığı sabittir
Sıcaklığın makul olduğundan emin olmak için malzeme su verme sıcaklığını gerçek zamanlı olarak ölçmek için kızılötesi izleme kullanın
Kalıntı basınç gerilimi oluşturması kolay
İş parçasının yüzey sertliğini, aşınma direncini ve korozyon direncini önemli ölçüde artırabilir
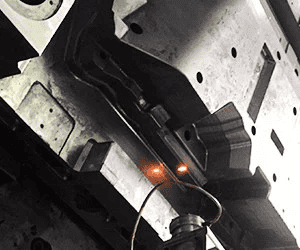
Kısmi söndürme
Lazer ışını küçük bir sapma açısına ve iyi bir yönlülüğe sahiptir
Minimum kalıp deformasyonu
Kalıp yüzeyinde anlık lokal ısıtma ve su verme
Kapalı döngü sıcaklık kontrol sistemi
LASCON® lazer süreçlerini kontrol eder, optimize eder ve denetler
Teknik özellikler
LASCON® Sıcaklık Kapalı Döngü Kontrol Sistemi(Lazer süreçlerini gerçek zamanlı olarak kontrol edin, optimize edin ve denetleyin)
Sıcaklık kontrollü lazer işleme için Huirui tarafından bağımsız olarak geliştirilen bir lazer kontrol yazılımı, iki renkli bir termometre aracılığıyla işleme sıcaklığını algılar. Ana uygulamalar şunları içerir: lazerle su verme, mikro sertleştirme, lazer kaynağı (özellikle plastiklerin lazerle kaynağı) ve diğer nedenler. İndüksiyonla ısıtma gibi iş parçasının sıcaklığını artıran işlemler. LASCON® lazer sürecini kontrol etmek, optimize etmek ve denetlemek için özlü bir lazer süreci komut dosyası dili kullanır ve lazer destekli üretimde kusurlu parçaları seçmeyi kolaylaştırır. LASCON®, yüksek hızlı kızılötesi pirometreleri, lazer işleme kafalarını, kalibrasyon ünitelerini ve adaptörleri makinelere ve fabrika ekipmanlarına kolayca entegre etmek için LPC04 kontrolörü gibi donanım bileşenlerini destekler. Tüm yazılım paketi farklı birimlere ayrılmıştır ve TCP/IP protokolü üzerinden iletişim kurar.
Süreç testi
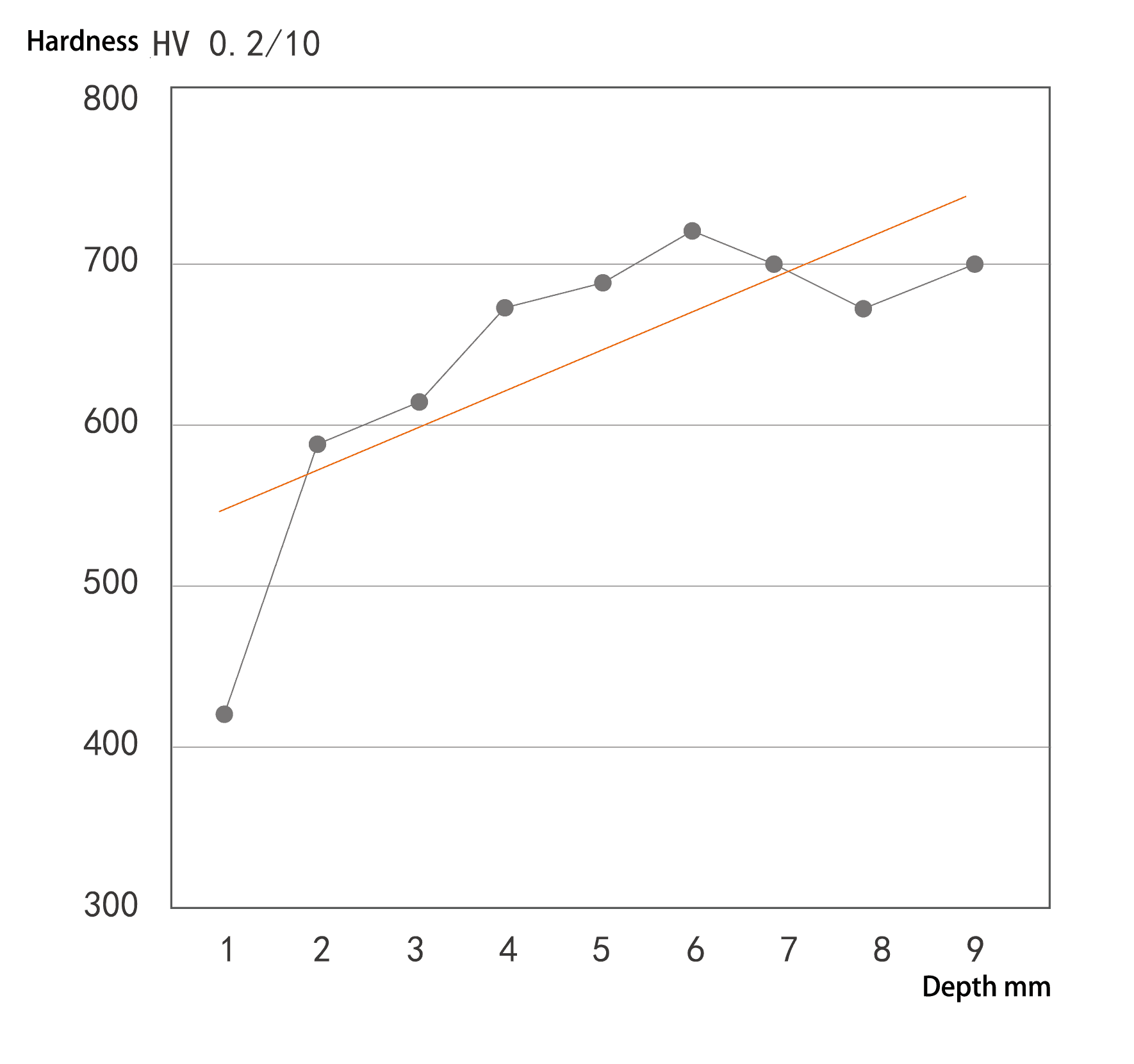
Farklı su verme sıcaklıkları ayarlanarak, malzemenin su verme sertliği ve su verme tabakası derinliği değişiklikleri tespit edilir; aynı zamanda, sıcaklık kontrol yazılımı dönüşümü hesaplar ve lazerin gerçek ışık çıkış gücünü gerçek zamanlı olarak görüntüler. Maksimum sertlik HRC60.2'ye ve ortalama değer HRC58.9'a ulaşabilir. Su verme tek geçişli kesiti yakalayarak ve bir Vickers sertlik test cihazı ile test ederek, derinlik değiştikçe sertlik HV'deki değişimi elde edebiliriz.
Deneysel Malzemeler
Ön sertleştirilmiş plastik kalıp çeliği 2738, ön sertleştirilmiş sertlik 29-33HRC.
Test süreci parametreleri
Söndürme sıcaklık aralığı (℃) | 1000-1500 |
Lazer güç aralığı (%) | 46-70 |
Güç yoğunluğu aralığı (W/cm²) | 1380-2100 |
Alan enerji yoğunluğu aralığı (J/cm²) | 690-1050 |
Not: Lazerin tam gücü 3000W'tır
Sertleştirilmiş katman derinliği
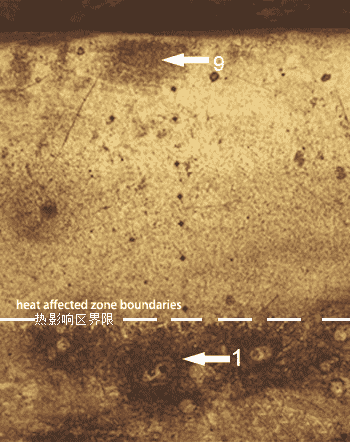
4# numune Vickers sertlik testi 50X
Örnek #4'ün Vickers sertlik değeri
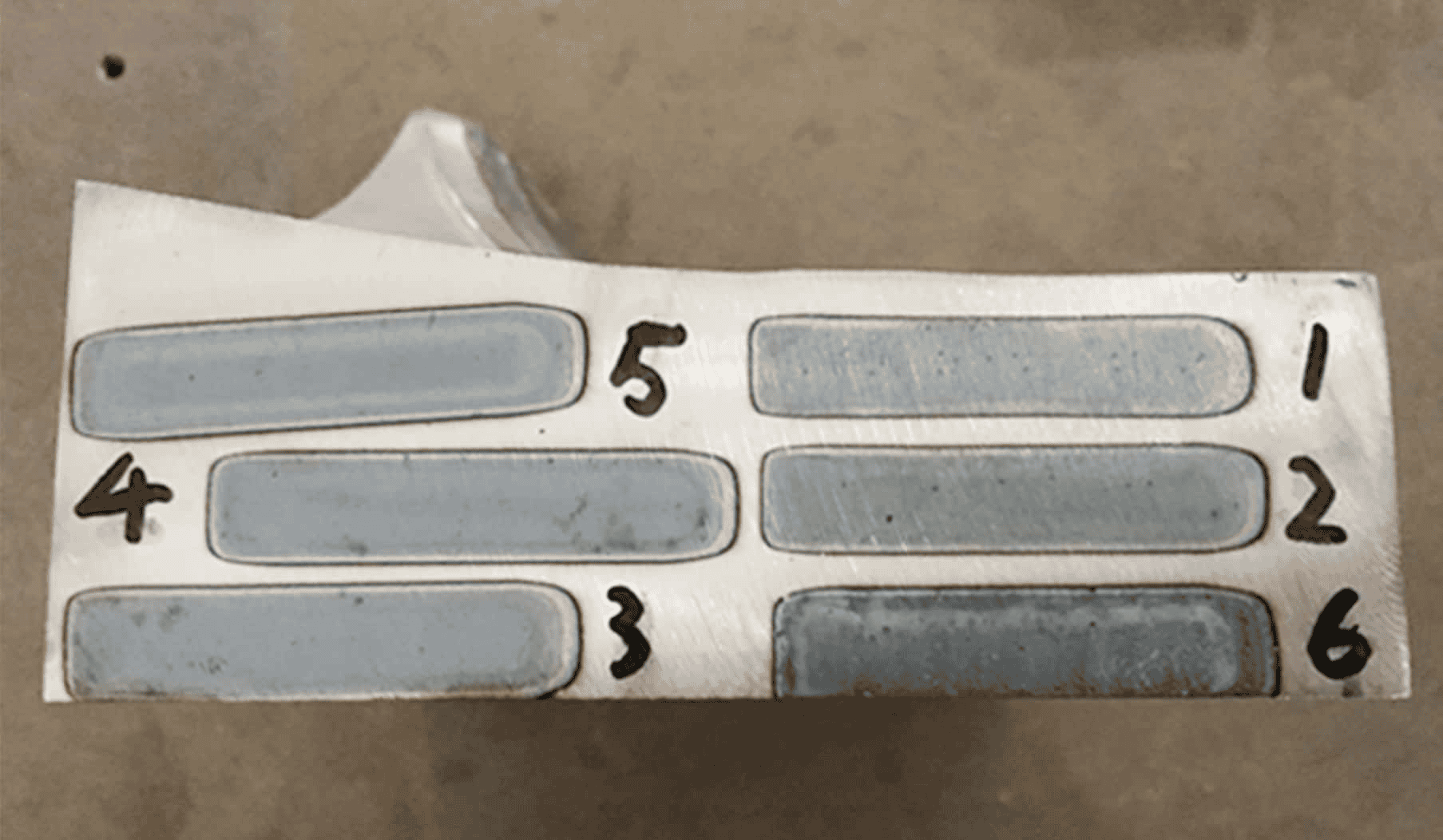
Yüzey sertlik testi
Seri Numarası | 1 | 2 | 3 | 4 | 5 | 6 |
Sertlik Aralığı (HRC) | 30.3-45.0 | 51.7-54.7 | 55.4-57.9 | 58.1-60.1 | 58.2-59.3 | 57.0-60.2 |
Ortalama Sertlik (HRC) | 36.9 | 52.9 | 57 | 58.6 | 58.9 | 58.6 |
Uygulama vakaları
İş parçası su verme ve güçlendirme için tek elden komple çözüm sağlayın

Ekskavatör parçalarının güçlendirilmesi
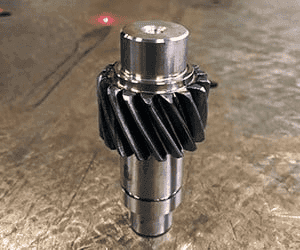
42Cr helisel dişli takviyesi
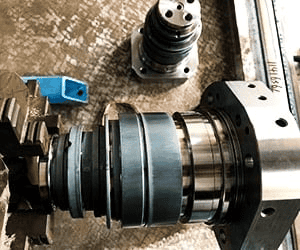
Silindir gömleği takviyesi
Çeşitli kalıp güçlendirmeleri
H13 kalıp su verme

Otomobil piston parçalarının su verme işlemi

Motosiklet şanzıman çubuğu söndürme