Equipo de procesamiento de microagujeros de alta velocidad (perforación láser) GSTSDrill 100H/200L
Presentación de las características del equipo
El equipo utiliza láser de fibra QCW cuasi continuo de alta potencia como fuente de luz, equipado con un sistema de control de movimiento de enlace de seis ejes y cinco ejes, y realiza el corte de agujeros circulares, agujeros en forma de cuchilla y trayectorias de superficies complejas mediante tecnología de posicionamiento adaptativo y tecnología de control preciso en tiempo real de los parámetros del láser. Este equipo se utiliza principalmente para aplicaciones eficientes de corte y perforación de chapas metálicas y piezas de forja en motores bimotores y aeroespaciales, como el corte de agujeros en forma de cuchilla de estatores de compresores y álabes guía, y aplicaciones de perforación de agujeros de película y recorte de tubos de llama con o sin revestimiento.
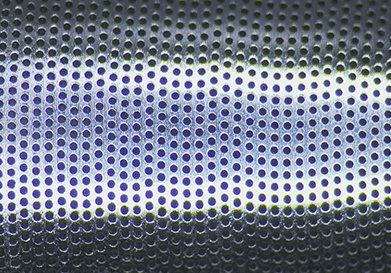
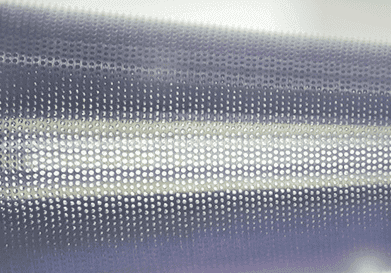
muestras procesadas


- Existe una gran variedad de estructuras de máquina-herramienta para satisfacer las necesidades de piezas de distintos tamaños;
- Vinculación de seis y cinco ejes, taladrado láser tridimensional;
- Perforación por impacto láser y perforación nesting;
- Cabezal óptico de procesamiento láser de doble eje de giro, con buena accesibilidad de procesamiento;
- Puede realizar la corrección del enfoque del procesamiento láser de piezas de trabajo de morfología compleja;
- Función de posicionamiento adaptativo de seguimiento de piezas giratorias de pared delgada;
- Sistema de visión coaxial basado en visión artificial, con supervisión del proceso de procesamiento y funciones auxiliares de posicionamiento;
- Extracción de características del modelo de la pieza de trabajo, procesamiento rápido y producción de programas NC;
- Función de perforación volante del cuerpo giratorio, lo que mejora enormemente la eficiencia del procesamiento.
| Parámetro | Valor |
| Recorrido eje X/Y/Z (mm) | 1000×750×1000 (opcional) |
| Recorrido eje B/C (°) | ±135/n×360 |
| Recorrido del eje C1 (°) | n×360 |
| Precisión de posicionamiento de los ejes X/Y/Z (°) | 0.02 |
| Precisión de posicionamiento del eje B/C (″) | 20 |
| C1 Precisión de posicionamiento del eje (″) | 15 |
| Repetibilidad de los ejes X/Y/Z (mm) | 0.01 |
| Repetibilidad del eje B/C (″) | 10 |
| Repetibilidad del eje C1 (″) | 6 |
| Potencia del láser (w) | 1500 (opcional) |
| Peso del equipo (t) | 10 |
| Dimensiones del equipo (mm) (An×P×Al) | 6340×5540×3900 (opcional) |
| Tamaño de la pieza (mm) | Φ1200×800 (Máx. Φ1400×800) (opcional) |
Visión general de la solución de procesamiento de microorificios a alta velocidad: Con el objetivo de satisfacer las necesidades de fabricación eficiente de grupos densos de orificios en piezas complejas de gran tamaño en los campos aeroespacial, automovilístico, etc., nos centramos en la tecnología de procesamiento láser de alta eficiencia y alta calidad, y proporcionamos a los clientes servicios de procesamiento fino de alta gama y un conjunto completo de soluciones de productos que incluyen láser de milisegundos, láser de nanosegundos, láser compuesto de pulso largo y corto.
| Imágenes de resultados | descripción |
 | Mecanizado de alta eficiencia de orificios de formas especiales en aleaciones de alta temperatura. El tamaño máximo de procesamiento es ≤Φ1000mm×600mm. El espesor de la capa de refundición se controla dentro de ≤0,03mm, la precisión del diámetro del agujero alcanza ≤±0,02mm, y la velocidad de corte puede llegar a ≥200mm/min. |
 | Mecanizado de agujeros en grupo masivo de agujeros de forma especial en cámaras de combustión revestidas. El tamaño máximo de procesamiento es ≤Φ1000mm×600mm. La precisión de perforación alcanza ±0,03 mm, el grosor de la capa refundida se controla dentro de ≤0,05 mm, y el tiempo de procesamiento de un solo orificio es ≤15 segundos. |
 | Mecanizado de agujeros en masa de cámaras de combustión de materiales compuestos de matriz cerámica revestidos con una precisión de mecanizado de ±0,03 mm. Las fibras cerámicas permanecen intactas y no oxidadas, sin ablación superficial. |

Productos relacionados
Dominio de las tecnologías básicas en la fabricación aditiva de metales de alto rendimiento y el tratamiento de superficies









