Darstellung der Eigenschaften des Geräts
Die Anlage verwendet einen quasi-kontinuierlichen QCW-Hochleistungs-Faserlaser als Lichtquelle, ist mit einem sechsachsigen und einem fünfachsigen Bewegungssteuerungssystem ausgestattet und ermöglicht das Schneiden von kreisförmigen Löchern, schaufelförmigen Löchern und komplexen Oberflächenbahnen durch adaptive Positionierungstechnologie und präzise Echtzeit-Steuerungstechnologie der Laserparameter. Diese Anlage wird hauptsächlich für effiziente Schneid- und Lochanwendungen von Blech- und Schmiedeteilen in der Zweimotoren- und Luftfahrtindustrie eingesetzt, wie z. B. zum Schneiden von schaufelförmigen Löchern in Kompressorstatoren und Leitschaufeln sowie zum Stanzen von Folienlöchern und Trimmen von Flammrohren mit oder ohne Beschichtung.
verarbeitete Proben


- Es gibt eine Vielzahl von Werkzeugmaschinenstrukturen, die den Anforderungen unterschiedlicher Werkstückgrößen gerecht werden;
- Sechs-Achsen- und Fünf-Achsen-Kopplung, dreidimensionales Laserbohren;
- Laserschlagbohren und Nestingbohren;
- Optischer Doppelschwenkachsen-Laserbearbeitungskopf mit guter Zugänglichkeit zur Bearbeitung;
- Kann die Fokuskorrektur bei der Laserbearbeitung von Werkstücken mit komplexer Morphologie realisieren;
- Dünnwandige Drehteile mit adaptiver Positionierungsfunktion;
- Koaxiales Bildverarbeitungssystem auf der Grundlage der maschinellen Bildverarbeitung, mit Überwachung des Verarbeitungsprozesses und zusätzlichen Positionierungsfunktionen;
- Extraktion der Merkmale des Werkstückmodells, schnelle Bearbeitung und Erstellung von NC-Programmen;
- Drehkörper mit fliegender Stanzfunktion, die die Verarbeitungseffizienz erheblich verbessert.
| Parameter | Wert |
| Verfahrweg X/Y/Z-Achse (mm) | 1000×750×1000 (fakultativ) |
| Weg der B/C-Achse (°) | ±135/n×360 |
| C1 Verfahrweg der Achse (°) | n×360 |
| X/Y/Z-Achse Positioniergenauigkeit (°) | 0.02 |
| B/C-Achse Positioniergenauigkeit (″) | 20 |
| C1 Achsenpositionierungsgenauigkeit (″) | 15 |
| X/Y/Z-Achse Wiederholgenauigkeit (mm) | 0.01 |
| B/C-Achse Wiederholbarkeit (″) | 10 |
| C1 Wiederholbarkeit der Achsen (″) | 6 |
| Laserleistung (w) | 1500 (fakultativ) |
| Ausrüstung Gewicht (t) | 10 |
| Ausstattung Abmessungen (mm) (B×T×H) | 6340×5540×3900 (wahlweise) |
| Werkstückgröße (mm) | Φ1200×800 (Max Φ1400×800) (optional) |
Übersicht über Hochgeschwindigkeitslösungen für die Mikrobohrung: Wir konzentrieren uns auf hocheffiziente und qualitativ hochwertige Laserbearbeitungstechnologien und bieten unseren Kunden High-End-Feinbearbeitungsdienstleistungen und ein umfassendes Angebot an Produktlösungen, einschließlich Millisekundenlaser, Nanosekundenlaser, Lang- und Kurzpuls-Kompositlaser, um die Anforderungen an eine effiziente Fertigung von dichten Gruppen von Löchern in großformatigen, komplexen Teilen in der Luft- und Raumfahrt, der Automobilindustrie usw. zu erfüllen.
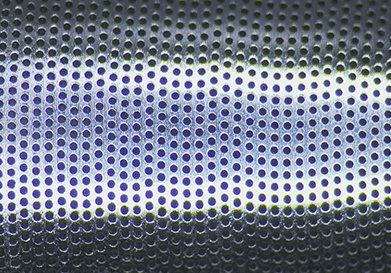
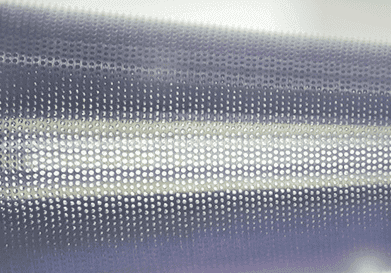
| Ergebnisse Bilder | Beschreibung |
 | Hocheffiziente Bearbeitung von speziell geformten Löchern in Hochtemperaturlegierungen. Die maximale Bearbeitungsgröße beträgt ≤Φ1000mm×600mm. Die Dicke der Umschmelzschicht wird innerhalb von ≤0,03mm kontrolliert, die Genauigkeit des Lochdurchmessers erreicht ≤±0,02mm, und die Schnittgeschwindigkeit kann ≥200mm/min erreichen. |
 | Massive Gruppenlochbearbeitung von speziell geformten Löchern in beschichteten Brennkammern. Die maximale Bearbeitungsgröße beträgt ≤Φ1000mm×600mm. Die Bohrungsgenauigkeit beträgt ±0,03 mm, die Dicke der Recast-Schicht wird auf ≤0,05 mm kontrolliert, und die Bearbeitungszeit für ein einziges Loch beträgt ≤15 Sekunden. |
 | Massenlochbearbeitung von beschichteten Keramikmatrix-Verbundbrennkammern mit einer Bearbeitungsgenauigkeit von ±0,03 mm. Die Keramikfasern bleiben unversehrt und nicht oxidiert, ohne Oberflächenabtrag. |

Ähnliche Produkte
Beherrschung von Kerntechnologien in der additiven Fertigung und Oberflächenbehandlung von Hochleistungsmetallen









