機器の特性のプレゼンテーション
本装置は高出力QCW準連続ファイバーレーザーを光源とし、6軸と5軸のリンク動作制御システムを搭載し、適応位置決め技術とレーザーパラメーターのリアルタイム精密制御技術により、円形穴、刃型穴、複雑な表面軌跡の切断を実現する。本装置は主に2エンジン動力と航空宇宙動力の板金と鍛造部品の効率的な切断と穴あけ用途に使用され、例えばコンプレッサーのステーターとガイドベーンのブレード形状の穴あけ、コーティングの有無にかかわらず火炎管のフィルム穴あけとトリミング用途に使用される。.
加工サンプル


<?


- さまざまなワークサイズのニーズに対応するため、さまざまな工作機械構造が用意されている;;
- 6軸および5軸リンク、3次元レーザー穴あけ;;
- レーザーインパクト加工とネスティング加工;;
- 光学式両振り軸レーザー加工ヘッド、加工しやすい;;
- 複雑な形状のワークのレーザー加工焦点補正を実現できる;;
- 薄肉回転部品の追従位置決め機能;;
- マシンビジョンに基づく同軸ビジョンシステムで、加工工程の監視と補助位置決め機能を備えています;;
- ワークモデルの特徴抽出、高速処理、NCプログラムの作成;;
- 回転体のフライングパンチ機能、処理効率を大幅に向上させます。.
| パラメータ | 価値 |
| X/Y/Z軸移動量(mm) | 1000×750×1000(オプション) |
| B/C軸トラベル (°) | ±135/n×360 |
| C1軸トラベル (°) | n×360 |
| X/Y/Z軸位置決め精度(°) | 0.02 |
| B/C軸位置決め精度(″) | 20 |
| C1軸位置決め精度(″) | 15 |
| X/Y/Z軸繰り返し精度(mm) | 0.01 |
| B/C軸繰り返し精度 (″) | 10 |
| C1軸繰り返し精度 (″) | 6 |
| レーザー出力 (w) | 1500(オプション) |
| 設備重量(t) | 10 |
| 装置寸法(mm) (W×D×H) | 6340×5540×3900(オプション) |
| ワークサイズ (mm) | Φ1200×800(最大Φ1400×800)(オプション) |
高速微細穴加工ソリューションの概要 航空宇宙、自動車などの分野で、大型複雑部品の高密度穴群の効率的な製造ニーズを目指し、高効率、高品質のレーザー加工技術に焦点を当て、ハイエンドの微細加工サービスとミリ秒レーザー、ナノ秒レーザー、長・短パルス複合レーザーなどの製品ソリューション一式をお客様に提供しています。.
| 結果写真 | 記述 |
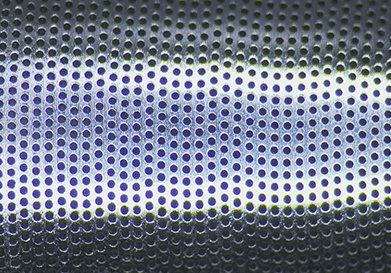
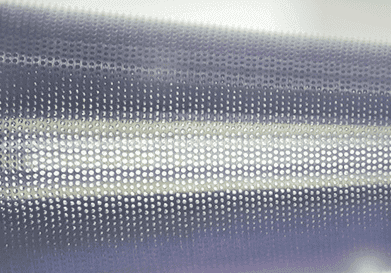
 | 高温合金の特殊形状穴の高能率加工。最大加工サイズは≦Φ1000mm×600mm。再溶解層の厚さは≤0.03mm以内に制御され、穴の直径の精度は≤±0.02mmに達し、切削速度は≥200mm/minに達することができます。. |
 | コーティングされた燃焼室の特殊形状穴の大量グループ穴加工。最大加工サイズは≤Φ1000mm×600mm。穴加工精度は±0.03mmに達し、リキャスト層の厚さは≤0.05mm以内に制御され、単穴加工時間は≤15秒である。. |
 | 加工精度±0.03mmでコーティングされたセラミック基複合材燃焼室の大量穴加工。セラミック繊維は破断することなく、酸化もせず、表面のアブレーションもありません。. |

関連商品
高性能金属積層造形と表面処理のコア技術をマスターする









