Industrial DED Metal 3D Printing Solutions
Delivering advanced directed energy deposition (DED) metal additive manufacturing technologies, Greenstone provides industrial-grade solutions for large-scale component manufacturing, precision repair, remanufacturing, and near-net-shape production. Our systems are engineered for demanding global industries requiring high deposition efficiency, material flexibility, structural integrity, and continuous high-performance manufacturing operation.
What Is DED Metal Laser 3D Printing Technology?
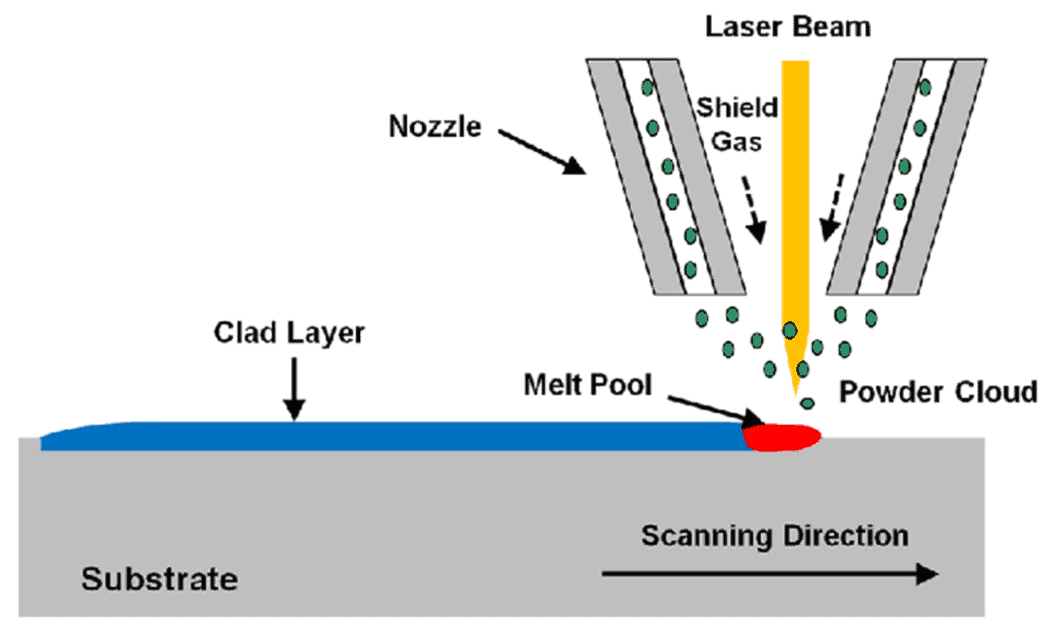
Directed Energy Deposition (DED) metal laser 3D printing is an advanced additive manufacturing and industrial remanufacturing process that uses a high-energy laser beam to melt and deposit metallic powders or wires layer by layer onto a substrate or existing component surface. Unlike powder-bed systems, DED technology enables simultaneous material feeding and laser melting, allowing for large-scale part manufacturing, structural repair, dimensional restoration, and functional feature addition with exceptional flexibility.
This process is widely recognized for producing high-strength metallurgical bonds, excellent structural integrity, and superior material utilization while supporting complex geometries, large-format components, and multi-axis manufacturing. By precisely controlling deposition paths, feed rates, and thermal input, DED technology enables near-net-shape manufacturing, high-value component repair, and customized metal part production across demanding industrial sectors.
Compared to conventional manufacturing, welding, casting, or subtractive machining processes, DED metal 3D printing offers highly localized heat input, reduced material waste, scalable production efficiency, and the ability to manufacture or restore high-performance components with minimal distortion. Its capability to process stainless steel, titanium alloys, nickel-based superalloys, cobalt alloys, aluminum alloys, tungsten alloys, and ceramic composites makes it highly adaptable for advanced engineering applications.
DED systems support integrated process packages including equipment development, material process optimization, component printing, post-processing, heat treatment, and precision machining. Combined with multi-axis linkage systems, real-time monitoring, closed-loop feedback control, and custom atmosphere chambers, Greenstone’s DED solutions provide highly controllable, industrial-grade metal additive manufacturing for modern production environments.
Due to its precision, scalability, and manufacturing versatility, DED metal laser 3D printing is increasingly applied in aerospace, energy, oil and gas, heavy machinery, mold manufacturing, transportation, defense, and advanced industrial sectors. It plays a critical role in reducing lead times, lowering production costs, extending component service life, and supporting sustainable, high-performance industrial manufacturing.
As a next-generation metal manufacturing technology, DED laser 3D printing continues to drive innovation by delivering cost-effective, large-scale, and environmentally responsible solutions for precision manufacturing, repair, and advanced metal component production.
Advantages Of DED Metal Laser 3D Printing Technology
DED (Directed Energy Deposition) metal laser 3D printing technology offers transformative advantages over conventional manufacturing, casting, machining, and welding processes by delivering superior design flexibility, large-scale additive manufacturing capability, precision material deposition, and high-value component repair. As an advanced industrial additive manufacturing solution, DED technology is widely recognized for enabling rapid prototyping, customized production, near-net-shape manufacturing, and cost-effective remanufacturing of critical metal components.
By combining precision laser processing, multi-material compatibility, scalable production, and intelligent automation, DED metal 3D printing has become a leading solution for aerospace, heavy industry, energy, mold manufacturing, defense, transportation, and advanced industrial sectors requiring structural integrity, manufacturing efficiency, and long-term operational reliability.
Why DED Metal 3D Printing Matters
Compared to traditional subtractive manufacturing or mold-based production methods, DED technology provides a more advanced, flexible, and economically competitive approach for modern metal manufacturing. It significantly reduces tooling requirements, shortens production cycles, minimizes material waste, and supports complex geometries that are difficult or impossible to achieve through conventional processes.
DED systems are increasingly adopted for high-value applications such as large structural parts, turbine components, mold repair, aerospace structures, and customized industrial equipment where precision, scalability, and material performance are critical.
By integrating advanced metallurgy, intelligent process control, and sustainable manufacturing principles, DED laser metal 3D printing technology delivers high-performance solutions for precision manufacturing, repair, and next-generation industrial production.
High Precision Manufacturing
Advanced laser control systems enable deposition accuracy below 0.05 mm, ensuring excellent dimensional precision, structural consistency, and superior part quality for demanding engineering applications.
Shortened Production Cycles
DED eliminates the need for traditional mold manufacturing and significantly reduces prototyping and production lead times, accelerating product development and industrial deployment.
Flexible Customization and Design Freedom
Complex geometries, customized structures, and low-volume or one-off production can be efficiently manufactured without design restrictions imposed by conventional tooling.
Broad Material Compatibility
DED supports stainless steel, titanium alloys, nickel-based superalloys, cobalt alloys, aluminum alloys, tungsten alloys, and ceramic composites, enabling broad industrial versatility.
Lower Overall Manufacturing Costs
By reducing tooling costs, minimizing raw material waste, and enabling both single-part and batch production with similar process efficiency, DED offers strong long-term cost advantages.
Large-Scale and Multi-Axis Manufacturing Capability
8-axis synchronized systems, high-precision positioning, and robotic integration allow production of large, complex, and high-value components with exceptional geometric freedom.
Near-Net-Shape Production
DED significantly reduces post-processing and machining requirements by producing parts close to final dimensions, improving efficiency and reducing total production costs.
Integrated Repair and Remanufacturing
DED technology enables dimensional restoration, surface rebuilding, and structural repair of expensive components, extending service life while reducing replacement expenses.
Advanced Process Monitoring and Automation
Real-time closed-loop feedback, online monitoring, and adaptive parameter control improve production stability, repeatability, and industrial scalability.
Material Efficiency and Sustainability
Localized deposition minimizes waste, lowers energy consumption compared to subtractive manufacturing, and supports environmentally responsible industrial production.
Scalable Industrial Deployment
Custom atmosphere chambers, workstation configurations, and integrated process packages support flexible deployment from R&D to full industrial-scale manufacturing.
Enhanced Innovation Potential
DED supports the rapid development of new products, functional materials, and advanced manufacturing solutions, making it a critical technology for future industrial competitiveness.
Características de la tecnología de impresión 3D de metal por láser
Introducción a la tecnología LMD/DED
Fabricación aditiva de metales por láser Tecnología de capa directa - La impresión 3D alimentada por polvo utiliza el láser como fuente de energía para generar y mover un baño fundido en la zona de deposición. El material se introduce directamente en la zona de fusión a alta temperatura en forma de polvo o material filamentoso. Una vez fundido, se deposita capa por capa. Este proceso de fabricación aditiva de metales también se denomina tecnología de apilamiento directo para la fabricación aditiva de metales por láser LMD/DED.
Características técnicas y ámbitos de aplicación de los LMD/DED
Años de experiencia en producción e I+D en el campo del procesamiento de materiales por láser
En comparación con otras tecnologías de impresión 3D de metal, la impresión 3D láser alimentada por polvo tiene las características de alta eficiencia de moldeo, sin límite de tamaño de impresión en teoría, y puede realizar la mezcla de múltiples materiales y la fabricación aditiva de materiales funcionalmente graduados. A través del control del proceso, puede tener una densidad 100%, una verdadera unión metalúrgica entre el material de aleación y el material base, la fuerza puede estar cerca del nivel de forja, es ampliamente utilizado en el campo de la reparación y refabricación de piezas metálicas y el fortalecimiento de revestimiento de superficies de gran superficie.
Es especialmente adecuado para el moldeo directo y la fabricación híbrida de piezas complejas, como la reparación e impresión 3D de piezas de motores aeroespaciales, la fabricación mediante impresión 3D de estructuras aeroespaciales complejas, etc.
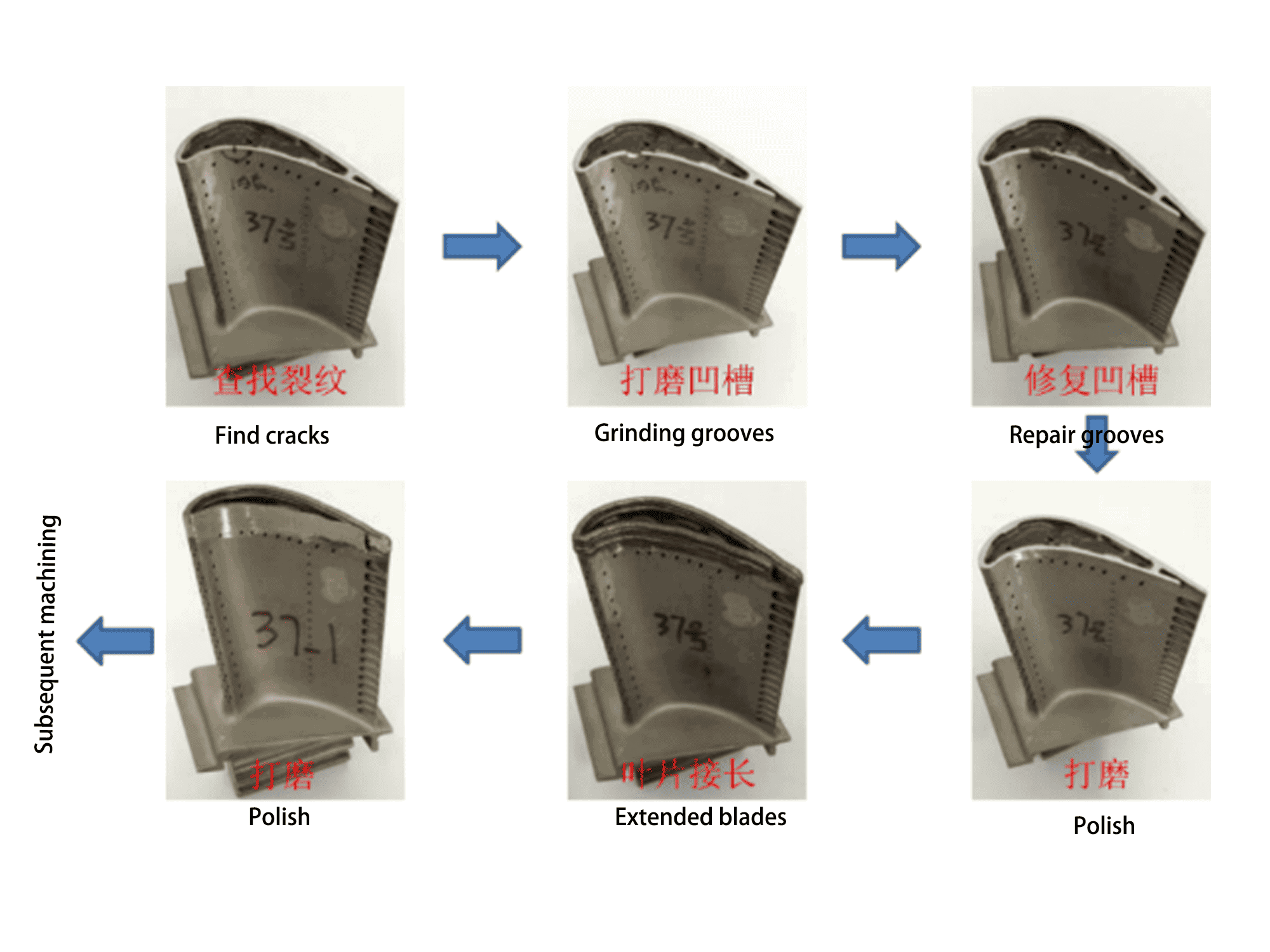
Pala de motor de avión reparada mediante impresión 3D láser de metal LMD/DED
Caja de impresión 3D de palas de hélice
Ventajas técnicas de SLM/LPBF
La principal fuerza en el campo de la tecnología de fabricación aditiva de metales
1. Utilizando láser monomodo de alta calidad, el rango de tamaño del punto enfocado es de 50-200um, la energía está altamente concentrada, y puede fundir la mayoría de los materiales metálicos, y las piezas moldeadas tienen alta densidad (más de 99%);
2. La velocidad de escaneado láser es rápida, y el minúsculo tamaño del baño de fusión aporta una velocidad de enfriamiento y solidificación extremadamente rápida, lo que da como resultado una estructura metalográfica uniforme y fina. En comparación con la estructura de fundición con granos gruesos, las propiedades mecánicas del material mejoran considerablemente;
3. Utilice polvo con un tamaño de partícula inferior a 53um, y controle el espesor de una sola capa de polvo entre 20-100µm para lograr un moldeo de precisión y una buena calidad superficial de las piezas moldeadas;
4. Toda la cámara de trabajo está sellada en un entorno de gas inerte para evitar la oxidación de los materiales metálicos a altas temperaturas, y es adecuada para metales activos como las aleaciones de titanio;
5. Mediante el diseño de la estructura de soporte, se pueden imprimir diversos productos de formas complejas, incluidas superficies curvas complejas con partes suspendidas, estructuras con canales de flujo internos, formas complejas huecas, etc.
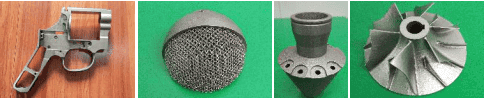
Diversas piezas metálicas de formas complejas fabricadas con tecnología SLM/LPBF
Pruebas relacionadas con la impresión metálica SLM/LPBF
Años de experiencia en producción e I+D en el campo del procesamiento de materiales por láser
Elementos | 17-4PH | 316L | En625 | En718 | AlSi7Mg |
Descripción | Acero inoxidable duro martensítico | Acero inoxidable | Superaleación a base de níquel | Superaleación a base de níquel | aleación de aluminio |
Resistencia a la tracción (Mpa) | 950±100 | 700±100 | 1100±50 | 1250±50 | 400±50 |
Límite elástico (Mpa) | 600±50 | 600±50 | 800±50 | 1050±50 | 300±50 |
Elongación tras rotura(%) | 30±5 | 48±2 | 35±5 | 10±2 | 8±2 |
Datos de propiedades mecánicas de muestras de materiales de uso común
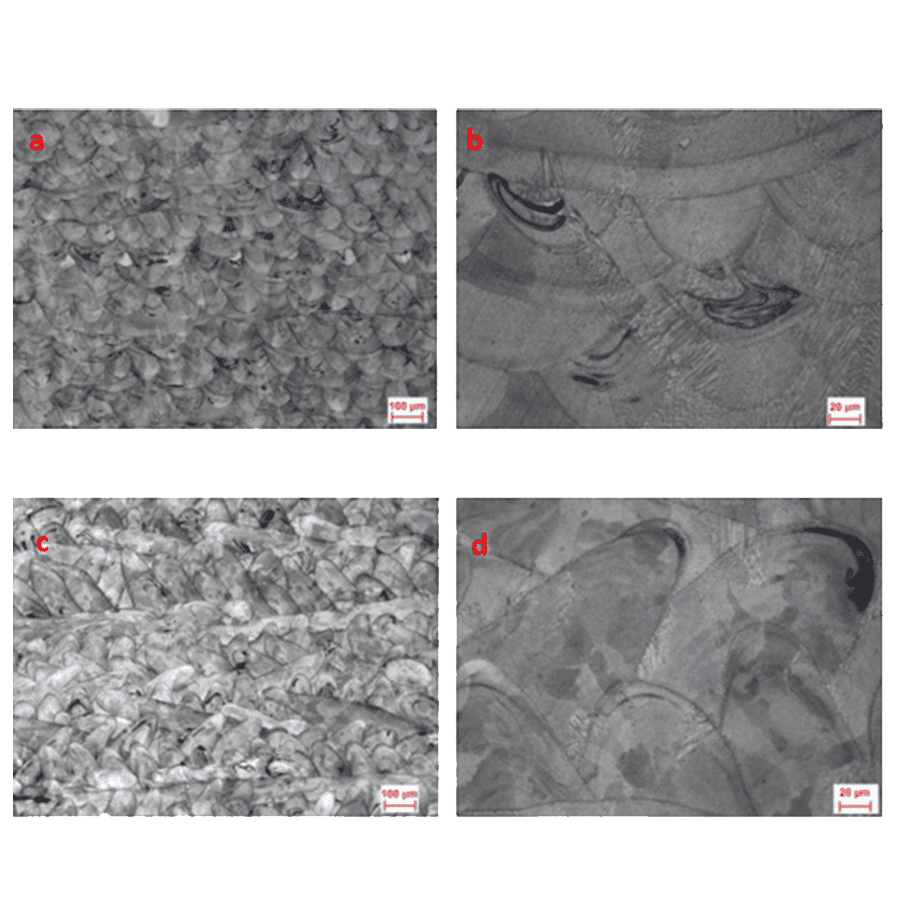
Estructura metalográfica de la sección de impresión In626 SLM
Se puede observar que la estructura del material es 100% densa, con granos finos y compuesta de dendritas delgadas.(a, b sección transversal; c, d sección longitudinal)
Impresión 3D de metal por láser alimentado con polvo frente a la fusión de lecho de polvo: Una comparación
La impresión 3D de metal por láser alimentado con polvo y la fusión de lecho de polvo son dos tecnologías comunes de fabricación aditiva de metales, con diferencias significativas en cuanto a principios, características del proceso y escenarios de aplicación. A continuación se ofrece una comparación detallada de ambas:
1. Principios de funcionamiento
- Impresión 3D de metales por láser alimentado por polvo (deposición de metales por láser, LMD / deposición directa de energía, DED):
- El polvo metálico se suministra directamente al punto focal del láser a través de una boquilla, donde el láser funde el polvo y lo adhiere al sustrato, formando capas para formar la pieza final.
- Al igual que la soldadura, es adecuada para la reparación, el revestimiento y la fabricación de estructuras complejas.
- Fusión de lecho de polvo (fusión selectiva por láser, SLM / fusión de lecho de polvo por láser, LPBF):
- Se extiende uniformemente una capa de polvo metálico sobre la plataforma de construcción y un láser funde selectivamente el polvo, capa por capa, para formar la pieza.
- Al igual que la impresión 3D tradicional, es adecuada para estructuras complejas y de alta precisión.
2. Características del proceso
- Alimentado por pólvora:
- Ventajas:
- Ideal para la fabricación y reparación de piezas a gran escala.
- Alto aprovechamiento del material, lo que permite la reparación directa o la adición de material a piezas existentes.
- Capaz de mezclar múltiples materiales para crear materiales funcionalmente graduados (FGM).
- Desventajas:
- Mayor rugosidad superficial, que a menudo requiere un tratamiento posterior.
- Menor precisión, lo que la hace inadecuada para piezas pequeñas o muy detalladas.
- Fusión de cama de polvo:
- Ventajas:
- Alta precisión, adecuada para geometrías complejas y detalles finos.
- Mejor calidad superficial, a menudo adecuada para piezas finales sin acabado adicional.
- Ideal para la producción de piezas de alta precisión en lotes pequeños.
- Desventajas:
- Menor aprovechamiento del material, ya que el polvo no utilizado requiere reciclaje.
- Mayores costes de equipamiento y menor velocidad de producción.
3. Escenarios de aplicación
- Alimentado por pólvora:
- Reparación de piezas (por ejemplo, álabes de motores de aviones, reparación de moldes).
- Fabricación de piezas a gran escala (por ejemplo, componentes estructurales aeroespaciales).
- Fabricación de materiales clasificados funcionalmente (por ejemplo, revestimientos resistentes al desgaste, revestimientos resistentes a la corrosión).
- Fusión de cama de polvo:
- Fabricación de piezas de alta precisión (por ejemplo, dispositivos médicos, componentes de precisión aeroespaciales).
- Fabricación de estructuras complejas (por ejemplo, estructuras ligeras, piezas de topología optimizada).
- Producción personalizada de pequeños lotes (por ejemplo, implantes personalizados, diseño de prototipos).
4. Compatibilidad de materiales
- Alimentado por pólvora:
- Compatible con una amplia gama de materiales, como aleaciones de titanio, aleaciones a base de níquel, acero inoxidable y acero para herramientas.
- Capaz de mezclar distintos materiales para crear compuestos multifuncionales.
- Fusión de cama de polvo:
- Compatible con materiales como aleaciones de titanio, aleaciones de aluminio, aleaciones a base de níquel y acero inoxidable.
- Los materiales deben cumplir elevados requisitos de fluidez y esfericidad.
5. Coste y mantenimiento de los equipos
- Alimentado por pólvora:
- Costes de equipamiento relativamente más bajos y mantenimiento más sencillo.
- Adecuado para uso industrial in situ.
- Fusión de cama de polvo:
- Costes de equipamiento más elevados y mantenimiento más complejo.
- Requiere funcionamiento en un entorno de gas inerte con elevados requisitos de estanquidad.
Resumen
- Alimentación por polvo: Adecuada para la fabricación de piezas a gran escala, la reparación y los materiales con clasificación funcional, ofrece menor precisión pero mayor flexibilidad.
- Fusión de lecho de polvo: Adecuada para la fabricación de alta precisión y estructuras complejas, ofrece mayor precisión pero a un coste más elevado.
La elección entre las dos tecnologías depende de los requisitos específicos de la aplicación, el tamaño de la pieza, las necesidades de precisión y las consideraciones presupuestarias.
Cómo elegir entre estos dos tipos de equipos de impresión 3D en metal a la hora de comprar un equipo
A la hora de comprar equipos de impresión 3D de metal, tanto los sistemas de alimentación de polvo como los de lecho de polvo tienen sus propias ventajas e inconvenientes. La elección depende de las necesidades específicas, y deben tenerse en cuenta los siguientes factores:
1. Precisión de impresión
- Sistemas de lecho de polvo: Alta precisión, adecuados para piezas complejas e intrincadas, como las de los sectores aeroespacial y médico.
- Sistemas alimentados por polvo: Precisión ligeramente inferior, adecuada para aplicaciones en las que la alta precisión no es crítica, como piezas grandes o prototipado rápido.
2. Velocidad de impresión
- Sistemas alimentados por polvo: Más rápidos, adecuados para la producción en serie o de piezas grandes.
- Sistemas de lecho de polvo: Más lentos, adecuados para estructuras complejas de alta precisión.
3. Utilización del material
- Sistemas de lecho de polvo: Alto aprovechamiento del material, el polvo no utilizado puede reciclarse.
- Sistemas alimentados por polvo: Menor aprovechamiento del material, puede desperdiciarse algo de polvo.
4. Coste del equipo
- Sistemas de lecho pulvígeno: Inversión inicial más elevada, adecuados para requisitos de alta precisión.
- Sistemas alimentados por polvo: Menor inversión inicial, adecuados para presupuestos limitados o producción de grandes piezas.
5. 5. Mantenimiento y explotación
- Sistemas de lecho pulvígeno: Mantenimiento complejo y mayor dificultad operativa.
- Sistemas alimentados por polvo: Mantenimiento más sencillo y funcionamiento relativamente más fácil.
6. Campos de aplicación
- Sistemas de lecho pulvígeno: Adecuados para industrias con requisitos de alta precisión, como la aeroespacial y la médica.
- Sistemas alimentados por polvo: Adecuados para industrias con requisitos de precisión relativamente menores, como la automoción y la fabricación de moldes.
7. Tamaño de la pieza
- Sistemas de lecho de polvo: Adecuados para piezas pequeñas y medianas.
- Sistemas alimentados por polvo: Adecuados para piezas grandes.
8. Tratamiento posterior
- Sistemas de lecho de polvo: Tratamiento posterior complejo, que requiere la eliminación del exceso de polvo y de las estructuras de soporte.
- Sistemas alimentados por polvo: Tratamiento posterior relativamente más sencillo.
Resumen
- Elija sistemas de lecho pulvígeno: Si se requiere alta precisión y estructuras complejas, y el presupuesto es suficiente.
- Elija sistemas alimentados por polvo: Si se necesita una producción rápida de piezas grandes y el presupuesto es limitado.
En función de los requisitos específicos y el presupuesto, seleccione el tipo de equipo más adecuado.
DED Metal Laser 3D Printing Application Cases
DED metal laser 3D printing technology is widely applied across advanced industrial sectors for large-scale metal component manufacturing, structural repair, remanufacturing, functional feature addition, and customized precision production. By combining high-efficiency material deposition, multi-axis manufacturing flexibility, and broad material compatibility, DED provides an ideal solution for industries requiring high-performance metal parts with reduced lead times and lower lifecycle costs.
As an advanced additive manufacturing process, DED is particularly valuable for producing complex geometries, repairing high-value components, restoring worn structures, and manufacturing large customized parts in aerospace, energy, heavy machinery, mold manufacturing, transportation, and industrial engineering sectors.
Ventajas de la aplicación industrial
DED technology enables manufacturers to rapidly produce or restore critical components while reducing material waste, eliminating expensive tooling, and improving production flexibility. Compared to conventional machining, casting, or welding, DED offers greater design freedom, scalable production, and integrated repair capabilities for modern industrial manufacturing.
Large-Scale Metal Part Manufacturing
Efficient production of oversized structural components, tooling systems, and industrial equipment.
Precision Repair and Remanufacturing
Restoration of damaged or worn high-value components with excellent metallurgical integrity.
Complex Geometry Production
Multi-axis control enables advanced shapes, internal structures, and customized engineering designs.
Broad Material Adaptability
Supports stainless steel, titanium, nickel alloys, aluminum, cobalt alloys, and advanced composites.
Reduced Production Cycles
No mold dependency significantly shortens prototyping and manufacturing timelines.
Cost-Effective Custom Manufacturing
Ideal for low-volume, high-value, and highly customized industrial production.
Primary Industry Sectors
- Aerospace and turbine components
- Energy and power generation systems
- Mold and tooling manufacturing
- Oil & gas industrial parts
- Heavy machinery and mining equipment
- Automotive and transportation engineering
- Defense and advanced industrial manufacturing
Representative DED Workpiece Applications
- Large structural metal components
- Precision industrial bushings and housings
- Mold repair and reinforcement
- Turbine blades and aerospace structures
- High-performance mechanical parts
- Customized metal prototypes
- Functional near-net-shape industrial assemblies
Why DED Is Ideal for Modern Metal Manufacturing
By combining additive manufacturing precision, industrial scalability, repair capability, and material versatility, DED metal laser 3D printing has become one of the most effective technologies for advanced manufacturing, component restoration, and high-performance industrial production. It is increasingly recognized as a core solution for next-generation metal manufacturing, sustainable production, and precision engineering.