Explicación del revestimiento láser: De los principios básicos a la práctica industrial real
Descubra cómo el revestimiento por láser mejora la resistencia al desgaste, la corrosión, el calor y la oxidación, a la vez que permite la reparación in situ. Esta guía abarca los principios del proceso, los parámetros clave (potencia, avance, velocidad de exploración, paso a paso, gas de protección), el diagnóstico de defectos y las soluciones de control inteligente de Greenstone-Tech.
1) Visión general de la tecnología y valor fundamental
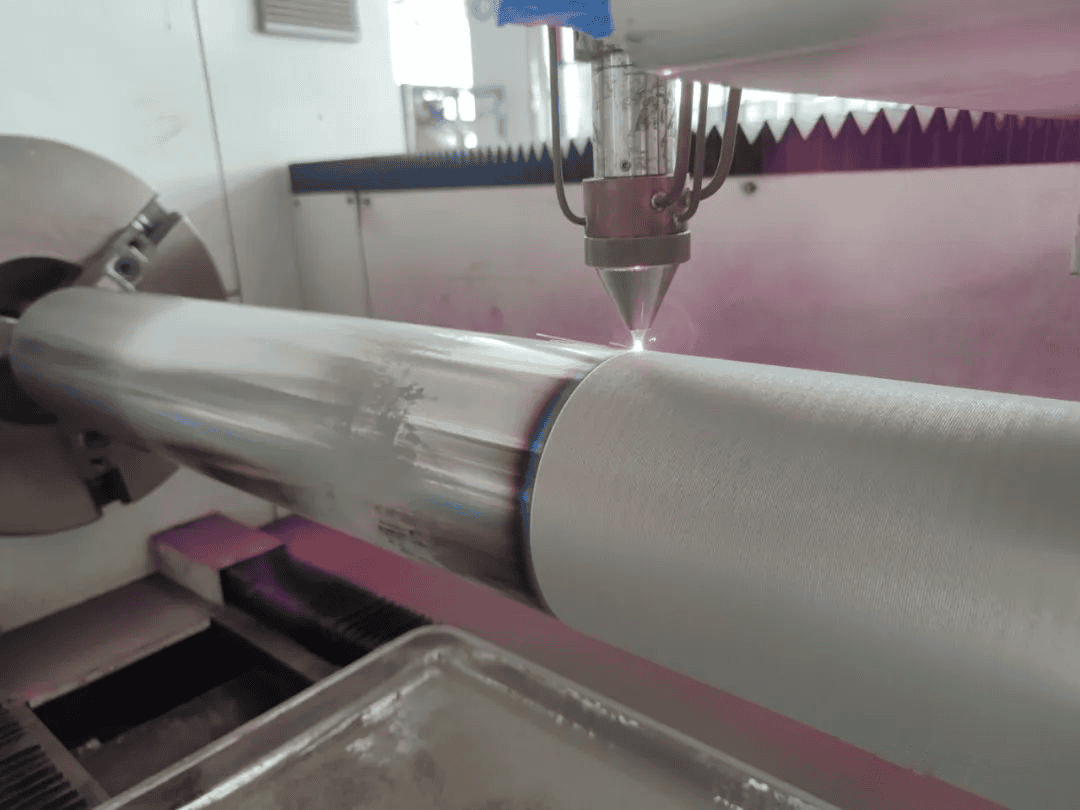
Revestimiento láser es un proceso avanzado de ingeniería de superficies. Un láser de alta energía escanea una trayectoria de herramienta predefinida, funde una fina capa del sustrato y el material inyectado para formar un baño de fusión transitorio y, a continuación, se solidifica rápidamente en una capa densa, unido metalúrgicamente recubrimiento con baja dilución. Resultados:
- Reparación in situ de piezas mecánicas (ejes, asientos, moldes, engranajes, álabes).
- Mejoras de rendimiento: superior desgaste, corrosión, calor, y oxidación resistencia frente al metal base.
- Fabricación ecológica e inteligente: residuos mínimos, ciclos de calentamiento cortos, automatización sencilla y control de circuito cerrado.
A medida que los fabricantes persiguen la sostenibilidad y la digitalización, el revestimiento láser apuntala remanufacturación y aditivo metálico estrategias. Tecnología Greenstone impulsa la adopción con I+D continua y soluciones probadas sobre el terreno.
2) Control de precisión de los parámetros del proceso
Potencia del láser (entrada de energía)
La potencia determina el tamaño del baño de fusión y la velocidad de deposición.
- Demasiado bajo: subfusión del polvo → picaduras tras el acabado, unión débil, baja dureza.
- Demasiado alto: sobrefusión/desconexión, líneas de calor o “arrugas”, desviación de la geometría.
- Buenas prácticas: adaptar la potencia a la aleación, el tamaño del grano y el recorrido. Control inteligente de la energía de Greenstone-Tech mantiene la estabilidad ±1%, mejorando la repetibilidad.

Velocidad de alimentación de polvo (entrada de material)
Debe emparejarse con la energía láser disponible.
- Demasiado alto: déficit energético → fusión incompleta, picaduras, unión metalúrgica débil, posible espalación.
- Optimizado: mayor eficacia de deposición y revestimiento denso. Alimentadores Greenstone-Tech lograr hasta 95% utilización del polvo con flujo de masa estable.
Velocidad de exploración/transversal (velocidad de línea)
Controla el grosor de la capa, la dilución y la adherencia.
- Más rápido: pistas más finas, pero se corre el riesgo de una fusión insuficiente del sustrato y una unión más débil.
- Un poco más lento: A mayor dureza, mejor aprovechamiento, pero cuidado con la acumulación de calor. Equilibrio con la estrategia de eclosión y la temperatura entre pasadas.
Espacio entre escalones y trampillas
Determina el acabado superficial y la dilución.
- Paso más pequeño (mayor solapamiento): superficie más lisa, menos valles, Ra típicamente más bajo.
- Paso más grande: cordones de soldadura/huellas visibles; puede aumentar la dilución local. Elegir según la función (superficie de sellado frente a desbaste).
Flujo de gas protector/portador
Doble función: transporte del polvo + protección contra la oxidación.
- Argón generalmente ofrece mejor protección que el nitrógeno para muchas aleaciones.
- Demasiado flujo: perturbación del penacho, salpicadura; demasiado poco: oxidación, porosidad.
- Control de gas Greenstone-Tech permite un ajuste preciso del flujo para obtener penachos estables y una metalurgia limpia.
3) Resolución de problemas: Causas y medidas correctoras
A) Delaminación del revestimiento (espalación)
Causas profundas: Fusión insuficiente del sustrato (baja potencia/alta velocidad), avance excesivo, superficie contaminada (aceite, chapado, óxido).
Arréglalo: Aumentar la potencia o reducir la velocidad para formar un baño de fusión robusto; optimizar la alimentación; limpiar mecánica/químicamente hasta dejar el metal al descubierto.
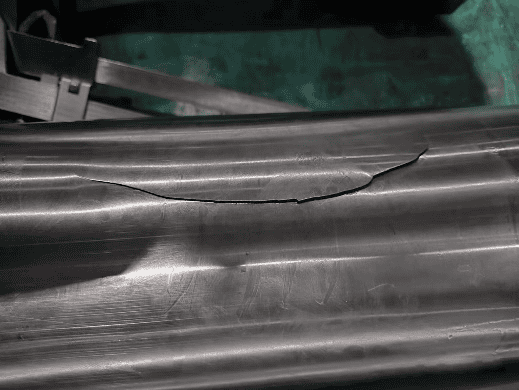
B) Grietas
Causas profundas: sustratos muy duros (templados, carburizados/nitrurados), capas fatigadas, aleación de revestimiento demasiado dura, aleaciones a base de Ni propensas al agrietamiento en caliente, construcciones multicapa con tensiones residuales elevadas.
Arréglalo: precalentamiento/temperatura entre pasadas controlada; elección de una aleación más dura o modificación de la composición química; ajuste de la entrada de calor y de la estrategia del cordón; alivio de tensiones/templado cuando sea necesario.

C) Porosidad
Causas profundas: óxido/aceite del sustrato, impurezas o humedad del polvo, flujo de polvo inestable, alimentación excesiva, baja potencia, velocidad inadecuada.
Arréglalo: limpieza rigurosa; cocer/secar el polvo; estabilizar el alimentador; reequilibrar la potencia/alimentación/velocidad; optimizar el blindaje.
D) Superficie deficiente (polvo suelto, acabado mate)
Causas profundas: sobrealimentación, baja potencia, demasiado rápido, separación incorrecta de la boquilla, punto diminuto, óptica sucia.
Arréglalo: recortar el avance, aumentar la potencia o ralentizar el avance, corregir la separación (normalmente 3-8 mm), limpiar/inspeccionar la óptica, considerar un punto ligeramente mayor.
E) Obstrucción por polvo
Causas profundas: Acumulaciones pegajosas no limpiadas, mala fluidez, humedad/contaminación, distribución desigual de los multipuertos.
Arréglalo: limpieza rutinaria de las boquillas; uso de polvo esférico y de flujo regulado; almacenamiento con desecante y prehorneado; calibración del divisor para obtener ramas equilibradas.
F) Sonidos anormales / Salpicaduras agresivas
Causas profundas: polvo húmedo/contaminado, sustrato sucio, densidad de potencia excesiva (ebullición del metal).
Arréglalo: Recalificar el polvo, volver a limpiar la pieza, reducir ligeramente la intensidad y aumentar el punto, afinar el flujo de gas.
G) Chispas y salpicaduras excesivas
Causas profundas: velocidad demasiado alta, desajuste potencia/alimentación, flujo de apantallamiento demasiado alto.
Arréglalo: reducir la velocidad, reajustar la potencia↔alimentación, ajustar el gas al régimen laminar.


4) Referencia rápida de parámetros (rangos iniciales)
Ajuste por aleación, boquilla, óptica, anchura de cordón y disipador térmico.
- Poder: normalmente 0,8-3,5 kW (fuentes de fibra/diodos); escala con el tamaño de la perla.
- Alimenta: afinar para una fusión completa con salpicaduras mínimas; verificar por sección transversal.
- Velocidad: empiece con moderación y aumente hasta que la dilución y la adherencia sean las adecuadas.
- Se solapan: 30-70% según acabado y función.
- Gas: seco Arkansas (muchos aceros/Ni), Ar+He (superaleaciones), alta pureza Arkansas con bajo O₂ para el Ti.
Tecnología Greenstone Los sistemas registran la potencia, el avance, la velocidad, el gas y la temperatura para crear “recetas digitales” repetibles.”
5) Valor añadido del revestimiento láser
- Mejoras por desgaste y corrosión: bombas, válvulas, ejes, asientos, varillas hidráulicas.
- Resistencia a altas temperaturas y a la oxidación: componentes de turbina/caldera, utillaje caliente.
- Restauración dimensional: moldes/matrices, dientes de engranajes, muñones de cojinetes.
- Superficies funcionalmente graduadas: transición de productos químicos resistentes al desgaste a productos resistentes a la corrosión con una dilución adaptada.
6) Lo que diferencia a Greenstone-Tech
- ±1% estabilidad de potencia con retroalimentación en tiempo real para unos depósitos de fusión consistentes.
- Suministro de polvo de alta eficacia (hasta Utilización 95%) con control del caudal.
- Control de gases y penacho en bucle cerrado para pistas limpias y densas.
- Inteligencia de procesos: visión y pirometría in situ, control de temperatura entre pasadas, gestión de recetas y análisis para un rápido escalado.
7) Hoja de ruta: Revestimiento láser inteligente y sostenible
- Optimización de la IA: asesores de parámetros con aprendizaje automático, control adaptativo basado en la visión del crisol de fusión y datos térmicos.
- Gemelos digitales: planificación virtual del proceso para minimizar las pruebas y predecir la distorsión/dilución.
- Operaciones más ecológicas: mayor aprovechamiento, menor energía por cm², soportes reciclables y sistemas de aleación ecológicos.
- Nuevos mercados: mayor penetración en los sectores aeroespacial, energético, de movilidad eléctrica, médico y de flujos de trabajo de refabricación estandarizados.
Preguntas frecuentes (para compradores e ingenieros)
P1: ¿En qué se diferencia el revestimiento láser del rociado térmico?
A: El revestimiento láser forma unión metalúrgica con baja dilución y baja ZAC; la pulverización térmica es principalmente una unión mecánica y puede ser más porosa.
P2: ¿Qué dureza y grosor puedo esperar?
A: Pases sencillos comúnmente 0,3-1,5 mm; construcciones multicapa de varios milímetros. La dureza depende de la aleación (por ejemplo, sistemas Ni/WC > 1000 HV posibles).
P3: ¿Necesito precalentamiento o poscalentamiento?
A: Para sustratos de alto contenido en carbono/duros o construcciones multicapa, precalentamiento y alivio del estrés reducir la fisuración y la tensión residual. Aleación específica.
P4: ¿Cómo califico un proceso?
A: Ejecutar un DoE sobre alimentación-velocidad-superposición, comprobar secciones transversales (dilución, porosidad, grietas), mapa de dureza, pruebas de desgaste/corrosión, y escriba un receta congelada.
Conclusión: Con un control estricto potencia, alimentación, velocidad, escotilla y blindaje, El revestimiento por láser proporciona superficies duraderas, unidas metalúrgicamente y reparaciones in situ fiables. Tecnología Greenstone combina hardware robusto con control inteligente para convertir recetas en producción repetible, acelerando la fabricación sostenible y de alto rendimiento.
Graham Luo
Dr. Graham Luo – Ingeniero Sénior, Especialista en MIM de Titanio. El Dr. Graham Luo es una autoridad reconocida en el campo del Moldeo por Inyección de Metal (MIM), con especialización en aleaciones de titanio. Actualmente, es Ingeniero Sénior en un Instituto de Investigación de Metales No Ferrosos. Es doctor por la Asociación Helmholtz de Centros de Investigación Alemanes y realizó una estancia postdoctoral, lo que le ha proporcionado una sólida base teórica y experiencia en instituciones de investigación europeas de primer nivel. Su investigación profundiza en el núcleo de la tecnología MIM, centrándose en áreas críticas como la reología de la materia prima de titanio, los procesos de desaglomeración catalítica/térmica con bajo contenido de carbono/oxígeno, y…

{kind=link}
{kind=link}
{kind=link}