Explicarea placării cu laser: De la principiile de bază la practica industrială din lumea reală
Aflați cum placarea cu laser îmbunătățește rezistența la uzură, coroziune, căldură și oxidare, permițând în același timp repararea in situ. Acest ghid acoperă principiile procesului, parametrii cheie (putere, avans, viteză de scanare, pas over, gaz de protecție), diagnosticarea defectelor și soluțiile inteligente de control Greenstone-Tech.
1) Prezentare generală a tehnologiei și valoare de bază
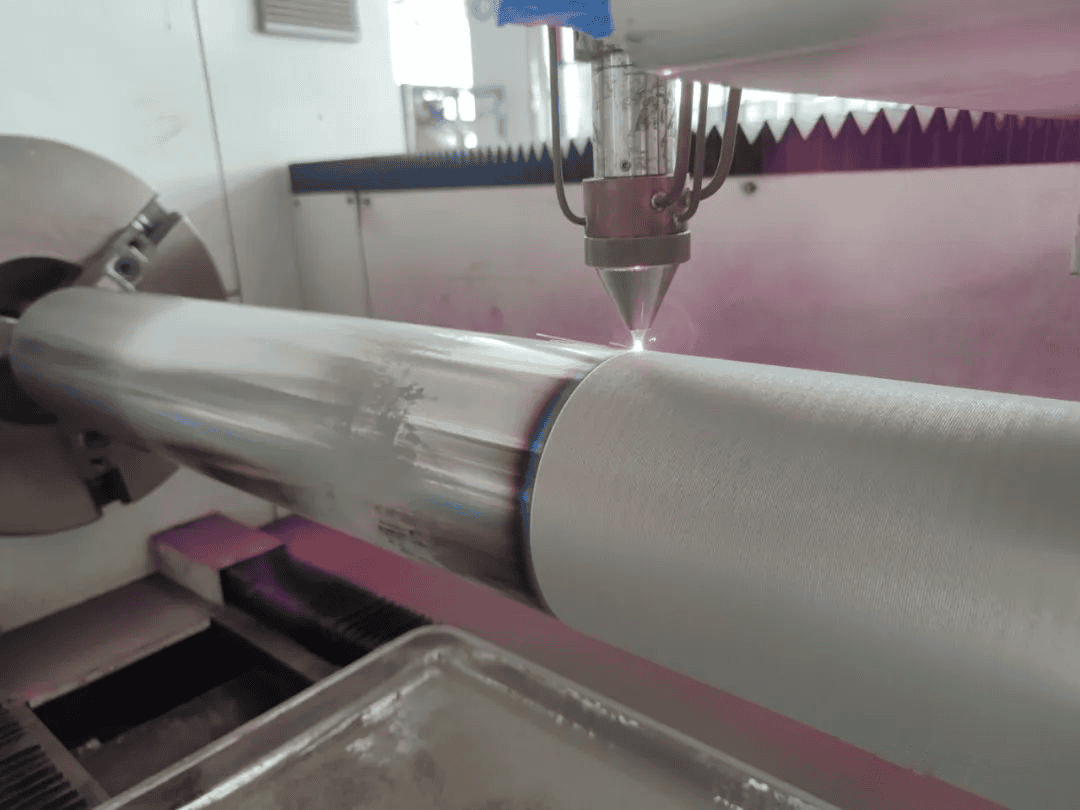
Placare cu laser este un proces avansat de inginerie a suprafețelor. Un laser cu energie ridicată scanează un traseu predefinit al sculei, topește un strat subțire de substrat și materialul injectat pentru a forma un bazin de topire tranzitoriu, apoi se solidifică rapid într-un strat dens, lipite metalurgic acoperire cu diluare redusă. Rezultate:
- Reparare in situ de piese mecanice (arbori, scaune, matrițe, angrenaje, palete).
- Îmbunătățiri de performanță: mai mare uzură, coroziune, căldură, și oxidare rezistență față de metalul de bază.
- Producție ecologică, inteligentă: deșeuri minime, cicluri scurte de încălzire, automatizare ușoară și control în buclă închisă.
Pe măsură ce producătorii urmăresc sustenabilitatea și digitalizarea, placarea cu laser stă la baza remanufacturare și aditiv metalic strategii. Greenstone-Tech stimulează adoptarea prin cercetare și dezvoltare continuă și soluții dovedite pe teren.
2) Controlul de precizie al parametrilor de proces
Puterea laserului (aport de energie)
Power stabilește dimensiunea bazinului de topire și rata de depunere.
- Prea scăzut: praf subfuziune → pitting după finisare, legătură slabă, duritate scăzută.
- Prea mare: suprafuziune/subfuziune, linii de căldură sau “riduri”, deviație geometrică.
- Cele mai bune practici: potriviți puterea cu aliajul, dimensiunea mărgelelor și calea. Controlul inteligent al puterii Greenstone-Tech menține stabilitatea în cadrul ±1%, îmbunătățind repetabilitatea.

Viteza de alimentare cu pulbere (intrare de material)
Trebuie asociat cu energia laser disponibilă.
- Prea mare: deficit de energie → fuziune incompletă, pitting, legătură metalurgică slabă, potențial de spallație.
- Optimizat: eficiență mai mare de depunere și acoperire densă. Alimentatoare Greenstone-Tech atinge până la 95% utilizarea pulberilor cu debit masic stabil.
Viteza de scanare/traversare (viteza liniei)
Controlează grosimea stratului, diluarea și lipirea.
- Mai rapid: piste mai subțiri, dar riscați o topire insuficientă a substratului și o lipire mai slabă.
- Ușor mai lent: duritate mai mare, utilizare mai bună - dar atenție la acumularea de căldură. Echilibrați cu strategia de ecloziune și temperatura interpasaj.
Distanța dintre trepte și trape (Step-Over / Hatch Spacing)
Determină finisarea suprafeței și diluarea.
- Trecere mai mică (suprapunere mai mare): suprafață mai netedă, mai puține văi, de obicei Ra mai scăzut.
- Step-over mai mare: mărgele de sudură/marci de urme vizibile; poate crește diluarea locală. Alegeți în funcție de funcție (suprafață de etanșare vs. degroșare).
Fluxul de gaz de ecranare/ purtător
Rol dublu: transportul pulberilor + protecție împotriva oxidării.
- Argon oferă în general o protecție mai bună decât azotul pentru multe aliaje.
- Prea mult debit: perturbarea penajului, spatter; prea puțin: oxidare, porozitate.
- Controlul gazelor Greenstone-Tech permite reglarea precisă a debitului pentru pene stabile și metalurgie curată.
3) Rezolvarea problemelor: Cauze principale și acțiuni corective
A) Delaminare a stratului de acoperire (spallation)
Cauzele principale: topirea insuficientă a substratului (putere mică/ viteză mare), avans excesiv, suprafață contaminată (ulei, placare, rugină).
Fix: măriți puterea sau reduceți viteza pentru a forma un bazin de topire robust; optimizați alimentarea; curățați mecanic/chimic până la metalul gol.
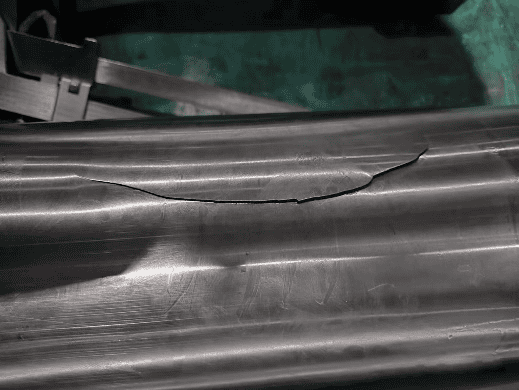
B) Fisuri
Cauzele principale: substraturi foarte dure (călite, carburate/nitrurate), straturi obosite, aliaj de placare prea dur, aliaje pe bază de Ni predispuse la fisurare la cald, construcții multistrat cu tensiuni reziduale ridicate.
Fix: preîncălzire/temperatură interpasaj controlată; alegerea unui aliaj mai dur sau modificarea compoziției chimice; ajustarea aportului de căldură și a strategiei mărgelelor; atenuarea tensiunilor/temperare atunci când este necesar.

C) Porozitate
Cauzele principale: rugină/ulei pe substrat, impurități sau umiditate a pulberii, flux instabil de pulbere, avans excesiv, putere scăzută, viteză necorespunzătoare.
Fix: curățare riguroasă; coacere/uscare pulbere; stabilizare alimentator; reechilibrare putere/alimentare/viteză; optimizare ecranare.
D) Suprafață slabă (pulbere slabă, finisaj tern)
Cauzele principale: supraalimentare, putere scăzută, prea rapid, distanța între duze greșită, punct mic, optică murdară.
Fix: tăiați alimentarea, măriți puterea sau încetiniți deplasarea, corectați distanța (de obicei 3-8 mm), curățați/inspectați optica, luați în considerare un spot ușor mai mare.
E) Înfundarea pulberilor
Cauzele principale: acumulări lipicioase necurățate, fluiditate slabă, umiditate/contaminare, distribuție multiport neuniformă.
Fix: curățarea de rutină a duzei; utilizarea de pulbere sferică, cu debit nominal; depozitarea cu desicant și pre-coacere; calibrarea separatorului pentru ramuri echilibrate.
F) Sunete anormale / Scuipări agresive
Cauzele principale: pulbere umedă/contaminată, substrat murdar, densitate de putere excesivă (fierberea metalului).
Fix: recalificarea pulberii, re-curățarea piesei, reducerea ușoară a intensității și creșterea locului, rafinarea fluxului de gaz.
G) Scântei și stropi excesivi
Cauzele principale: viteză prea mare, nepotrivire putere/alimentare, debit de ecranare prea mare.
Fix: reduceți viteza, reechilibrați puterea↔alimentarea, reglați gazul la regimul laminar.


4) Parametru de referință rapidă (intervale de pornire)
Se ajustează în funcție de aliaj, duză, optică, lățimea mărgelelor și radiator.
- Putere: de obicei 0,8-3,5 kW (surse de fibre/diode); scala cu dimensiunea mărgelelor.
- Alimente: reglați pentru o fuziune completă cu stropi minime; verificați prin secțiune transversală.
- Viteza: începeți moderat, apoi creșteți până când diluarea și legătura sunt corecte.
- Suprapunere: 30-70% în funcție de finisaj și funcție.
- Gaz: uscat Ar (multe oțeluri/Ni), Ar+He (superaliaje), de înaltă puritate Ar cu O₂ scăzut pentru Ti.
Greenstone-Tech sistemele înregistrează puterea, alimentarea, viteza, gazul și temperatura pentru a crea “rețete digitale” repetabile.”
5) Unde placarea cu laser aduce valoare
- Îmbunătățiri pentru uzură și coroziune: pompe, supape, arbori, scaune, tije hidraulice.
- Rezistență la temperaturi ridicate/oxidare: componente turbine/calorifere, scule la cald.
- Restaurare dimensională: matrițe / matrițe, dinți de angrenaje, rulmenți.
- Suprafețe gradate funcțional: tranziția de la chimicale rezistente la uzură la chimicale rezistente la coroziune cu diluție adaptată.
6) Ce diferențiază Greenstone-Tech
- Stabilitatea puterii ±1% cu feedback în timp real pentru bazine de topire constante.
- Livrare de înaltă eficiență a pulberii (până la 95% utilizare) cu monitorizarea debitului.
- Control în buclă închisă al gazelor și penelor pentru piese curate, dense.
- Inteligența proceselor: viziune/pirometrie in situ, control al temperaturii interpasaj, gestionarea rețetelor și analiză pentru extinderea rapidă.
7) Foaie de parcurs: Placare laser inteligentă și durabilă
- Optimizarea AI: consilieri pentru parametrii de învățare automată, control adaptiv bazat pe viziunea bazinului de topire și date termice.
- Gemenii digitali: planificarea proceselor virtuale pentru a minimiza încercările și a prevedea distorsiunea/diluția.
- Operațiuni mai ecologice: utilizare mai mare, energie mai mică per cm², medii reciclabile și sisteme de aliaj ecologice.
- Piețe noi: penetrare mai profundă în industria aerospațială, energetică, e-mobility, medicală și în fluxurile de lucru standardizate de refabricare.
Întrebări frecvente (pentru cumpărători și ingineri)
Q1: Prin ce diferă placarea cu laser de pulverizarea termică?
A: Placarea cu laser formează un legătură metalurgică cu diluare redusă și HAZ redus; pulverizarea termică este în principal o lipire mecanică și poate fi mai poroasă.
Q2: La ce duritate și grosime mă pot aștepta?
A: Treceri unice în mod obișnuit 0,3-1,5 mm; construcțiile multistrat de câțiva milimetri. Duritatea depinde de aliaj (de exemplu, sunt posibile sisteme Ni/WC > 1000 HV).
Q3: Am nevoie de preîncălzire/postîncălzire?
A: Pentru substraturi cu conținut ridicat de carbon/dure sau construcții multistrat, preîncălzire și reducere a stresului reduc fisurarea și tensiunile reziduale. Specific aliajului.
Q4: Cum pot califica un proces?
A: Rulați un DoE peste putere-viteză-alimentare-overlap, verificați secțiuni transversale (diluare, porozitate, fisuri), harta durității, testele de uzură/coroziune și scrieți un rețetă congelată.
Concluzie: Cu un control strict putere, alimentare, viteză, trapă și ecranare, placarea cu laser oferă suprafețe durabile, lipite metalurgic și reparații fiabile in situ. Greenstone-Tech împerechează hardware-ul robust cu controlul inteligent pentru a converti rețetele în producție repetabilă - accelerând producția durabilă și de înaltă performanță.
Graham Luo
Dr. Graham Luo - Inginer superior, specialist MIM în titan Dr. Graham Luo este o autoritate recunoscută în domeniul turnării prin injecție a metalelor (MIM), cu accent special pe aliajele de titan. În prezent, este inginer principal la un institut de cercetare a metalelor neferoase, deține un doctorat de la Asociația Helmholtz a centrelor de cercetare germane și a fost cercetător postdoctoral, ceea ce îi conferă o bază teoretică profundă și experiență din partea instituțiilor de cercetare europene de prim rang. Cercetările sale pătrund în miezul tehnologiei MIM, concentrându-se pe domenii critice precum reologia materiei prime de titan, procesele de debitare catalitică/termică cu conținut scăzut de carbon/oxigen și...

{kind=link}
{kind=link}
{kind=link}