Uitleg over laserbekleding: Van basisprincipes naar de echte industriële praktijk
Leer hoe lasercladding de slijtage-, corrosie-, hitte- en oxidatiebestendigheid verbetert en in-situ reparatie mogelijk maakt. Deze gids behandelt de procesprincipes, belangrijke parameters (vermogen, voeding, scansnelheid, step-over, beschermgas), defectdiagnostiek en de intelligente besturingsoplossingen van Greenstone-Tech.
1) Technologieoverzicht & kernwaarde
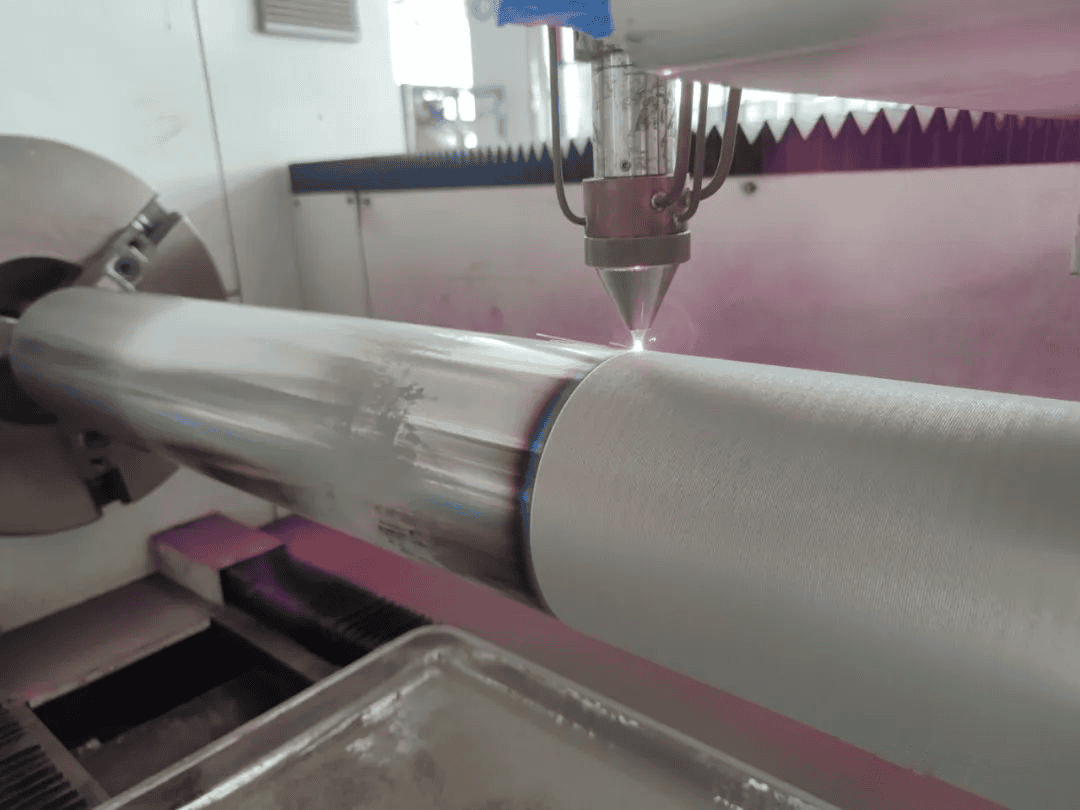
Laserbekleding is een geavanceerd oppervlaktebewerkingsproces. Een hoogenergetische laser tast een vooraf gedefinieerd gereedschapspad af, smelt een dunne laag van het substraat en het geïnjecteerde materiaal om een smeltbad van voorbijgaande aard te vormen en stolt dan snel tot een dichte massa, metallurgisch gebonden coating met lage verdunning. Resultaten:
- In-situ reparatie van mechanische onderdelen (assen, stoelen, mallen, tandwielen, bladen).
- Prestatie-upgrades: hoger draag, corrosie, warmte, en oxidatie weerstand ten opzichte van het basismetaal.
- Groene, slimme productie: Minimaal afval, korte warmtecycli, eenvoudige automatisering en gesloten regelkring.
Terwijl fabrikanten streven naar duurzaamheid en digitalisering, ondersteunt laserbekleding herfabricage en metaaltoevoeging strategieën. Greenstone-Tech stimuleert adoptie met voortdurende R&D en in de praktijk bewezen oplossingen.
2) Precisieregeling van procesparameters
Laservermogen (energie-input)
Power stelt de grootte van de smeltpool en de afzetsnelheid in.
- Te laag: poedersmelten te weinig → putjes na afwerking, zwakke binding, lage hardheid.
- Te hoog: oversmelten/ondersnijden, warmtelijnen of “rimpels”, geometrische afwijking.
- Beste praktijk: Stem kracht af op legering, kraalgrootte en pad. Greenstone-Tech's intelligente vermogensregeling houdt stabiliteit binnen ±1%, waardoor de herhaalbaarheid verbetert.

Poederinvoersnelheid (materiaalinvoer)
Moet gekoppeld worden met beschikbare laserenergie.
- Te hoog: energietekort → onvolledige fusie, pitting, zwakke metallurgische binding, potentiële spallatie.
- Geoptimaliseerd: hogere afzettingsefficiëntie en dichte coating. Greenstone-Tech voedermachines bereiken tot 95% poedergebruik met een stabiele massastroom.
Scan-/kruissnelheid (lijnsnelheid)
Regelt laagdikte, verdunning en hechting.
- Sneller: Dunnere sporen, maar het risico bestaat dat het substraat onvoldoende smelt en dat de hechting zwakker wordt.
- Iets langzamer: Hogere hardheid, betere benutting, maar let op warmteontwikkeling. Balans met broedstrategie en interpasstemperatuur.
Overstap/luikafstand
Bepaalt de oppervlakteafwerking en verdunning.
- Kleinere stap-over (hogere overlap): gladder oppervlak, minder dalen, doorgaans lagere Ra.
- Grotere overstap: zichtbare lasrupsen/spoorstrepen; kan plaatselijke verdunning veroorzaken. Kies per functie (afdichtingsoppervlak vs. opruwen).
Afscherming/Carrier Gasstroom
Dubbele rol: poedertransport + bescherming tegen oxidatie.
- Argon biedt over het algemeen een betere bescherming dan stikstof voor veel legeringen.
- Te veel stroming: pluimverstoring, spatten; te weinig: oxidatie, porositeit.
- Greenstone-Tech gasregeling maakt nauwkeurige stroomafstelling mogelijk voor stabiele pluimen en schone metallurgie.
3) Problemen oplossen: Onderliggende oorzaken en corrigerende maatregelen
A) Delaminatie van de coating (spallatie)
Onderliggende oorzaken: onvoldoende smelten van het substraat (laag vermogen/hoge snelheid), overmatige voeding, vervuild oppervlak (olie, plating, roest).
Herstellen: het vermogen verhogen of de snelheid verlagen om een robuust smeltbad te vormen; de toevoer optimaliseren; mechanisch/chemisch reinigen tot op het blanke metaal.
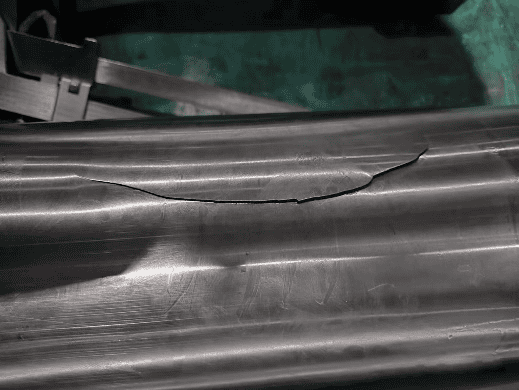
B) Scheuren
Onderliggende oorzaken: Zeer harde substraten (afgeschrikt, gecarboneerd/nitrided), vermoeide lagen, te harde claddinglegering, Ni-gebaseerde legeringen die gevoelig zijn voor warmscheuren, meerlagige constructies met hoge restspanning.
Herstellen: voorverwarmen/gecontroleerde interpasstemperatuur; taaiere legering kiezen of chemie aanpassen; warmte-inbreng en kraalstrategie aanpassen; stress-reliëf/tempering waar nodig.

C) Poreusheid
Onderliggende oorzaken: roest/olie op het substraat, onzuiverheden of vocht in het poeder, onstabiele poederstroom, overmatige toevoer, laag vermogen, onjuiste snelheid.
Herstellen: rigoureuze reiniging; bak/droog poeder; stabiliseer toevoer; herbalanceer stroomtoevoer/snelheid; optimaliseer afscherming.
D) Slecht oppervlak (los poeder, doffe afwerking)
Onderliggende oorzaken: te veel voeding, laag vermogen, te snel, verkeerde standoff van het mondstuk, kleine vlek, vuile optiek.
Herstellen: trim de voeding, verhoog het vermogen of vertraag de traverse, corrigeer de afstand (meestal 3-8 mm), reinig/inspecteer de optiek, overweeg een iets grotere spot.
E) Verstopping van het poeder
Onderliggende oorzaken: Plakkerige ophoping die niet wordt gereinigd, slechte stroombaarheid, vocht/vervuiling, ongelijkmatige verdeling over meerdere poorten.
Herstellen: routinematige reiniging van de spuitmond; gebruik sferisch poeder met stromingsclassificatie; opslag met droogmiddel en voorbakken; kalibreer de splijter voor uitgebalanceerde takken.
F) Abnormale geluiden / Agressief gespetter
Onderliggende oorzaken: vochtig/verontreinigd poeder, vuil substraat, te hoge vermogensdichtheid (metaal koken).
Herstellen: poeder opnieuw kwalificeren, onderdeel opnieuw reinigen, intensiteit iets verlagen en spot verhogen, gasstroom verfijnen.
G) Overmatige vonken en spatten
Onderliggende oorzaken: snelheid te hoog, verkeerd afgestemd vermogen/toevoer, afschermingsstroom te hoog.
Herstellen: snelheid verminderen, vermogen↔voeding opnieuw afstemmen, gas afstemmen op laminaire regeling.


4) Snelle referentie parameter (startbereik)
Aanpassen per legering, spuitmond, optiek, parelbreedte en koellichaam.
- Vermogen: meestal 0,8-3,5 kW (vezel/diodebronnen); schaal met kraalgrootte.
- Voer: Stem af op volledige fusie met minimale spatten; controleer dit door middel van een dwarsdoorsnede.
- Snelheid: Begin matig, verhoog dan tot de verdunning en binding precies goed zijn.
- Overlapping: 30-70% afhankelijk van afwerking en functie.
- Gas: droog Ar (veel staalsoorten/Ni), Ar+He (superlegeringen), hoge zuiverheid Ar met lage O₂ voor Ti.
Greenstone-Tech systemen registreren vermogen, voeding, snelheid, gas en temperatuur om herhaalbare “digitale recepten”.”
5) Waar laserbekleding waarde toevoegt
- Slijtage- en corrosie-upgrades: pompen, kleppen, assen, zittingen, hydraulische stangen.
- Bestand tegen hoge temperaturen/oxidatie: turbine-/ketelonderdelen, heet gereedschap.
- Dimensionale restauratie: mallen/matrijzen, tandwieltanden, lagertappen.
- Functioneel gesorteerde oppervlakken: overgang van slijtvaste naar corrosiebestendige chemie met aangepaste verdunning.
6) Wat Greenstone-Tech onderscheidt
- ±1% vermogensstabiliteit met realtime feedback voor consistente smeltpools.
- Zeer efficiënte poederdosering (tot 95% gebruik) met debietbewaking.
- Closed-loop gas- en pluimregeling voor zuivere, dichte sporen.
- Procesintelligentie: in-situ vision/pyrometrie, interpass temperatuurregeling, receptbeheer en analyse voor snelle schaalvergroting.
7) Routekaart: Intelligente en duurzame laserbekleding
- AI-optimalisatie: machine-learning parameteradviseurs, adaptieve besturing op basis van smeltpoolvisie en thermische gegevens.
- Digitale tweelingen: virtuele procesplanning om proeven te minimaliseren en vervorming/verdunning te voorspellen.
- Groenere ops: hogere bezettingsgraad, lagere energie per cm², recyclebare media en milieuvriendelijke legeringssystemen.
- Nieuwe markten: diepere penetratie in de lucht- en ruimtevaart, energie, e-mobiliteit, de medische sector en gestandaardiseerde remanufacturing workflows.
FAQ's (kopers- en ingenieursvriendelijk)
V1: Waarin verschilt lasercladden van thermisch spuiten?
A: Lasercladding vormt een metallurgische binding met lage verdunning en lage HAZ; thermisch spuiten is voornamelijk mechanisch hechten en kan poreuzer zijn.
V2: Welke hardheid en dikte kan ik verwachten?
A: Enkele passen 0,3-1,5 mm; opbouw van meerdere lagen enkele millimeters. De hardheid is afhankelijk van de legering (bijv. Ni/WC-systemen > 1000 HV mogelijk).
V3: Heb ik voor-/naverwarming nodig?
A: Voor koolstofrijke/harde substraten of meerlaagse builds, voorverwarmen en stressvrij maken verminderen barsten en restspanning. Specifiek voor legering.
V4: Hoe kwalificeer ik een proces?
A: Voer een DoE uit over voedingssnelheid-overlap, controleer doorsneden (verdunning, porositeit, scheuren), hardheidskaart, slijtage-/corrosietests en schrijf een diepvriesrecept.
Conclusie: Met streng gecontroleerde vermogen, voeding, snelheid, luik en afscherming, lasercladding zorgt voor duurzame, metallurgisch gebonden oppervlakken en betrouwbare in-situ reparaties. Greenstone-Tech koppelt robuuste hardware aan intelligente besturing om recepten om te zetten in reproduceerbare productie, waardoor duurzame, hoogwaardige productie wordt versneld.
Graham Luo
Dr. Graham Luo - Senior Engineer, Titanium MIM Specialist Dr. Graham Luo is een erkende autoriteit op het gebied van Metal Injection Molding (MIM), met een gespecialiseerde focus op titaniumlegeringen. Momenteel is hij Senior Engineer bij een Nonferro Metals Research Institute. Hij heeft een Ph.D. van de Helmholtz Association of German Research Centres en heeft gewerkt als postdoctoraal onderzoeker, waardoor hij een grondige theoretische basis heeft en ervaring heeft opgedaan bij vooraanstaande Europese onderzoeksinstellingen. Zijn onderzoek richt zich op de kern van MIM-technologie en concentreert zich op kritieke gebieden zoals de reologie van titaniumgrondstoffen, katalytische/thermische ontslijpprocessen met een laag koolstof/zuurstofgehalte en de...

{kind=link}
{kind=link}
{kind=link}