Technologie de rechargement laser pour la réparation et le renforcement de composants de précision dans les secteurs de l'aérospatiale et de l'énergie
La technologie du rechargement laser, un procédé avancé de fabrication additive et d'ingénierie de surface, joue un rôle irremplaçable dans la remise à neuf et l'extension de la durée de vie des équipements haut de gamme. En particulier dans les moteurs aérospatiaux et les équipements de forage énergétique, où les exigences de performance sont extrêmement élevées, le rechargement par laser est devenu une méthode essentielle pour la “régénération de la valeur” des composants critiques.

1. Scénarios d'application : Défaillances de composants dans des conditions de fonctionnement extrêmes
Les équipements aérospatiaux et énergétiques fonctionnent dans des conditions extrêmes, notamment à des températures élevées, à des pressions élevées, à des vitesses de rotation élevées et à l'exposition à des milieux corrosifs. La défaillance de leurs principaux composants de précision menace directement la sécurité et l'efficacité de l'ensemble du système.
Aubes de moteurs aérospatiaux : Les aubes de turbines et de guides subissent une érosion gazeuse à haute température qui dépasse le point de fusion du matériau de base, ainsi que d'importantes contraintes centrifuges. Les modes de défaillance les plus courants sont les suivants :
Oxydation à haute température et corrosion thermique : Les bords d'attaque et les pointes subissent la dégradation des revêtements protecteurs sous l'effet des températures élevées, ce qui entraîne l'érosion du matériau de base et la formation de défauts.
Dommages causés par des corps étrangers : Les particules (sable, poussière, etc.) ingérées dans l'admission d'air heurtent les pales à grande vitesse, provoquant des piqûres ou des dommages à l'extrémité.
Fissuration par fatigue : Sous l'effet de contraintes alternées, des microfissures apparaissent aux points de concentration des contraintes.
Engrenages et composants de transmission : Que ce soit dans les boîtes de vitesses des moteurs d'avion ou dans les éoliennes et les équipements de forage du secteur de l'énergie, la défaillance des engrenages est généralement due à :
Fatigue de contact : Piqûres et écaillage des surfaces dentaires sous l'effet de contraintes de contact cycliques.
Usure abrasive : Les surfaces des dents des engrenages sont usées par des particules dures dans des conditions de mauvaise lubrification ou de contamination.
Adhésion : Les charges élevées entraînent des températures locales élevées qui rompent le film d'huile, ce qui provoque l'adhérence et la déchirure du métal.
2. Solution : Processus de réparation des revêtements par laser de précision
La réparation des revêtements par laser ne consiste pas seulement à “remplir le matériau” ; il s'agit d'un processus complet de remise à neuf qui fait appel à la science des matériaux, à la thermodynamique et à un contrôle de précision.
Processus technologique de base :
Évaluation numérique des dommages et modélisation 3D :
Des scans numériques 3D de haute précision des composants endommagés sont effectués à l'aide de machines à mesurer les coordonnées (CMM) ou de scanners à lumière bleue. La géométrie de la zone endommagée est capturée et comparée au modèle CAO d'origine afin de calculer avec précision le volume et la forme du matériau à recouvrir.
Conception et sélection des systèmes de matériaux :
Cette étape est cruciale pour la réussite de la réparation. Le matériau de réparation doit présenter une bonne compatibilité métallurgique avec le matériau de base tout en atteignant ou en dépassant les performances requises, telles que la résistance à haute température, la résistance à l'usure et la résistance à la corrosion.
Lames pour l'aérospatiale : Les poudres d'alliage haute température à base de nickel ou de cobalt (par exemple, Inconel 718, Hastelloy X) sont généralement utilisées. Pour les extrémités des lames, des alliages spécialisés résistants à l'usure à haute température sont sélectionnés.
Dents d'engrenage : La série Stellite à base de cobalt ou les alliages à base de nickel sont courants et sont connus pour leur excellente dureté rouge à haute température et leur résistance à l'usure. Les engrenages à base de fer sont réparés à l'aide d'alliages à base de fer à haute performance ou de composites métallo-céramiques.
Contrôle du processus de placage de précision :
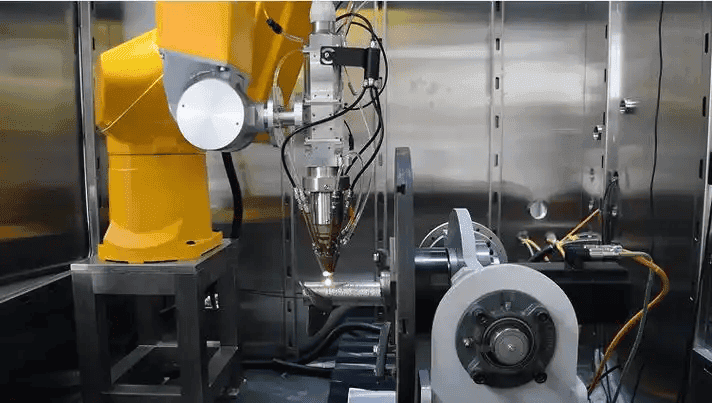
Sélection du laser : On utilise généralement des lasers à semi-conducteurs ou des lasers à fibre à haute qualité de faisceau, d'une puissance comprise entre 1 kW et 6 kW.
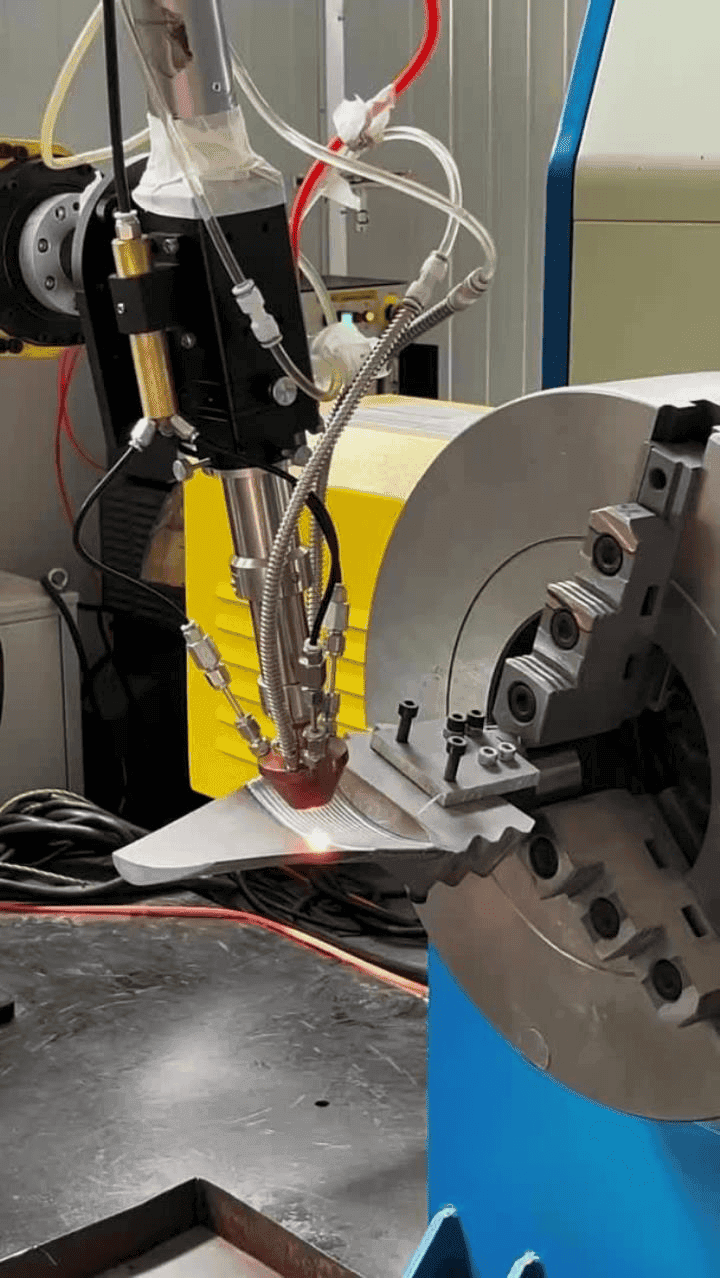
Distribution de la poudre : La distribution coaxiale de la poudre garantit que le flux de poudre est entouré par le faisceau laser, ce qui permet un revêtement dans n'importe quelle direction. Ceci est particulièrement utile pour les surfaces complexes telles que les extrémités de lames et les profils d'engrenages.
Surveillance du processus : Des systèmes d'imagerie thermique et de surveillance visuelle sont intégrés pour suivre en temps réel la température et la forme du bain de fusion. Des systèmes de contrôle en boucle fermée ajustent dynamiquement la puissance du laser et la vitesse de balayage pour garantir des couches de revêtement stables et sans défaut (par exemple, en évitant les porosités ou les fissures).
Post-traitement et usinage de précision :
Après le revêtement, les composants subissent un recuit de détente pour éliminer les contraintes résiduelles. Ensuite, un usinage CNC à cinq axes ou une rectification de précision est effectué pour obtenir les dimensions finales et l'état de surface requis, en veillant à ce que les performances aérodynamiques (pour les pales) ou la précision de l'engrènement des dents (pour les engrenages) soient respectées.
Effets et avantages de la réparation :
Liaison métallurgique : La couche de revêtement forme une liaison métallurgique dense avec le matériau de base, garantissant une grande force d'adhérence et empêchant la délamination.
Faible taux de dilution : L'énergie laser est très concentrée et la zone affectée par la chaleur est minime (généralement <0,5 mm), ce qui permet de préserver en grande partie les performances du matériau de base tout en conservant la pureté et les performances de la couche recouverte.
Amélioration de la microstructure : En raison de la fusion et du refroidissement rapides du rechargement laser, la couche rechargée présente de fins cristaux dendritiques ou équiaxes, ce qui améliore considérablement la dureté, la ténacité et la résistance à la fatigue du matériau.
3. Cas typiques
Aérospatiale : Les principales entreprises mondiales de maintenance de moteurs aéronautiques, telles que MTU et Lufthansa Technik, ont largement adopté le rechargement par laser pour réparer les extrémités des aubes de turbines à haute pression. Par exemple, une aube monocristalline qui avait perdu 0,8 mm à cause de l'usure a été réparée grâce à un procédé de rechargement laser avec un alliage haute température spécifique à base de nickel, ce qui a permis de rétablir ses dimensions et de subir un traitement thermique ultérieur pour retrouver sa structure monocristalline et la rendre à nouveau utilisable. Cette réparation a permis de sauver un composant coûteux d'une valeur de plusieurs centaines de milliers de dollars, les coûts de réparation ne représentant que 30%-50% de ceux d'une pièce neuve.
Secteur de l'énergie : Dans le domaine du forage pétrolier, l'usure des filetages sur les raccords des tiges de forage est un problème courant. En utilisant un revêtement laser avec un alliage épais résistant à l'usure à base de cobalt, la durée de vie de la surface d'étanchéité filetée est multipliée par 2 ou 3 par rapport à de nouvelles couches cémentées. De même, la résistance à l'usure des grandes dents d'engrenages planétaires des éoliennes est considérablement améliorée après le rechargement au laser, ce qui permet de réduire efficacement le taux de défaillance du système de transmission principal et de minimiser les pertes économiques causées par les temps d'arrêt.

4. Tendances futures
La technologie de revêtement par laser évolue vers une intégration plus intelligente, plus efficace et plus macro-micro :
Intégration intelligente et numérique : La combinaison de l'IA et de la technologie des jumeaux numériques permettra de créer un système en boucle fermée entièrement automatisé pour le “balayage-modélisation-planification du tracé-cadrage-inspection”. L'IA optimisera les paramètres du processus en temps réel sur la base des données historiques, ce qui permettra de prévoir et d'éviter les défauts.
Haute précision et microcladding : L'utilisation de lasers à faisceau de meilleure qualité (lasers ultraviolets/verts) combinés à des systèmes d'alimentation en poudre précis permettra de réaliser des microrevêtements dont la taille des caractéristiques est inférieure à 100 microns, ce qui est idéal pour réparer les moules de précision, les microstructures dans les dispositifs de communication optique et le réusinage des trous de refroidissement dans les profils aérodynamiques des moteurs aérospatiaux.
Composants à grande échelle et fabrication hybride : Au fur et à mesure que les lasers à haute puissance (de l'ordre du kilowatt) et les technologies robotiques se développent, les applications du rechargement laser iront au-delà de la réparation pour s'étendre à la “fabrication à haute performance” de composants de grande taille. Par exemple, dans l'aérospatiale, il peut être utilisé pour la fabrication directe ou la réparation de grands longerons d'ailes en alliage de titane et de moules de peau d'avion, en réalisant une “mise en forme proche du filet” pour réduire les coûts des matériaux et du traitement.
Développement de nouveaux matériaux et matériaux à gradation fonctionnelle : Des poudres d'alliage sur mesure, des alliages amorphes, des alliages à haute entropie et des composites à matrice métallique sont mis au point pour des conditions de fonctionnement spécifiques. Les ajustements en temps réel de la composition des poudres permettront de produire des matériaux à gradation fonctionnelle sur une seule pièce, avec différentes caractéristiques de performance dans différentes régions (par exemple, résistance à l'usure sur une extrémité, résistance à la corrosion sur une autre).
Collaboration avec l'impression 3D : En tant que représentant de l'impression 3D par dépôt d'énergie dirigée (DED), le rechargement par laser travaillera de plus en plus avec la technologie de fusion sur lit de poudre (SLM), jouant un double rôle dans la “macro-construction” et la “micro-réparation” pour fournir des solutions de fabrication et de maintenance du cycle de vie pour des composants complexes dans des industries telles que l'aérospatiale et l'énergie nucléaire.
Lydia Liu
Dr Lydia Liu – Chercheuse principale, experte en intégration de marché et de solutions. Le Dr Lydia Liu est une professionnelle hybride hors pair qui allie une expertise technique de pointe en fabrication additive à une vision stratégique de l'intégration des marchés et des ressources. Titulaire d'un doctorat et chercheuse principale en fabrication additive, elle possède une connaissance technique approfondie et joue un rôle essentiel de passerelle entre les technologies de pointe et les besoins du marché. Sa valeur ajoutée réside dans sa capacité à appréhender en profondeur les défis techniques les plus complexes rencontrés par ses clients et, grâce à une vision globale de l'écosystème mondial de la fabrication additive, à intégrer avec précision les meilleures ressources et solutions techniques.

{kind=link}
{kind=link}
{kind=link}