Industrial DED Metal 3D Printing Solutions
Delivering advanced directed energy deposition (DED) metal additive manufacturing technologies, Greenstone provides industrial-grade solutions for large-scale component manufacturing, precision repair, remanufacturing, and near-net-shape production. Our systems are engineered for demanding global industries requiring high deposition efficiency, material flexibility, structural integrity, and continuous high-performance manufacturing operation.
What Is DED Metal Laser 3D Printing Technology?
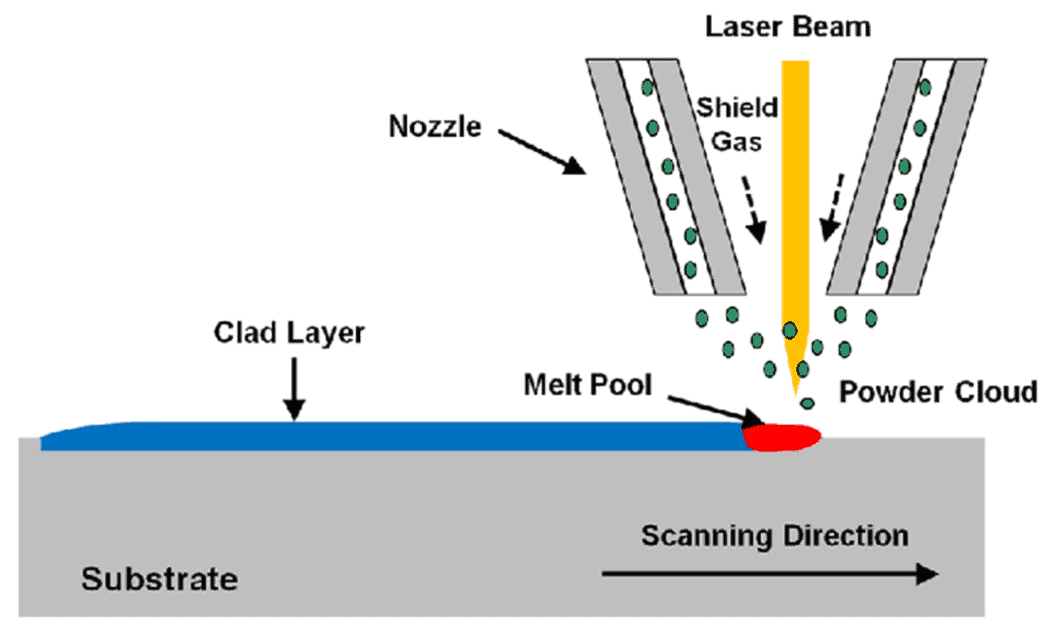
Directed Energy Deposition (DED) metal laser 3D printing is an advanced additive manufacturing and industrial remanufacturing process that uses a high-energy laser beam to melt and deposit metallic powders or wires layer by layer onto a substrate or existing component surface. Unlike powder-bed systems, DED technology enables simultaneous material feeding and laser melting, allowing for large-scale part manufacturing, structural repair, dimensional restoration, and functional feature addition with exceptional flexibility.
This process is widely recognized for producing high-strength metallurgical bonds, excellent structural integrity, and superior material utilization while supporting complex geometries, large-format components, and multi-axis manufacturing. By precisely controlling deposition paths, feed rates, and thermal input, DED technology enables near-net-shape manufacturing, high-value component repair, and customized metal part production across demanding industrial sectors.
Compared to conventional manufacturing, welding, casting, or subtractive machining processes, DED metal 3D printing offers highly localized heat input, reduced material waste, scalable production efficiency, and the ability to manufacture or restore high-performance components with minimal distortion. Its capability to process stainless steel, titanium alloys, nickel-based superalloys, cobalt alloys, aluminum alloys, tungsten alloys, and ceramic composites makes it highly adaptable for advanced engineering applications.
DED systems support integrated process packages including equipment development, material process optimization, component printing, post-processing, heat treatment, and precision machining. Combined with multi-axis linkage systems, real-time monitoring, closed-loop feedback control, and custom atmosphere chambers, Greenstone’s DED solutions provide highly controllable, industrial-grade metal additive manufacturing for modern production environments.
Due to its precision, scalability, and manufacturing versatility, DED metal laser 3D printing is increasingly applied in aerospace, energy, oil and gas, heavy machinery, mold manufacturing, transportation, defense, and advanced industrial sectors. It plays a critical role in reducing lead times, lowering production costs, extending component service life, and supporting sustainable, high-performance industrial manufacturing.
As a next-generation metal manufacturing technology, DED laser 3D printing continues to drive innovation by delivering cost-effective, large-scale, and environmentally responsible solutions for precision manufacturing, repair, and advanced metal component production.
Advantages Of DED Metal Laser 3D Printing Technology
DED (Directed Energy Deposition) metal laser 3D printing technology offers transformative advantages over conventional manufacturing, casting, machining, and welding processes by delivering superior design flexibility, large-scale additive manufacturing capability, precision material deposition, and high-value component repair. As an advanced industrial additive manufacturing solution, DED technology is widely recognized for enabling rapid prototyping, customized production, near-net-shape manufacturing, and cost-effective remanufacturing of critical metal components.
By combining precision laser processing, multi-material compatibility, scalable production, and intelligent automation, DED metal 3D printing has become a leading solution for aerospace, heavy industry, energy, mold manufacturing, defense, transportation, and advanced industrial sectors requiring structural integrity, manufacturing efficiency, and long-term operational reliability.
Why DED Metal 3D Printing Matters
Compared to traditional subtractive manufacturing or mold-based production methods, DED technology provides a more advanced, flexible, and economically competitive approach for modern metal manufacturing. It significantly reduces tooling requirements, shortens production cycles, minimizes material waste, and supports complex geometries that are difficult or impossible to achieve through conventional processes.
DED systems are increasingly adopted for high-value applications such as large structural parts, turbine components, mold repair, aerospace structures, and customized industrial equipment where precision, scalability, and material performance are critical.
By integrating advanced metallurgy, intelligent process control, and sustainable manufacturing principles, DED laser metal 3D printing technology delivers high-performance solutions for precision manufacturing, repair, and next-generation industrial production.
High Precision Manufacturing
Advanced laser control systems enable deposition accuracy below 0.05 mm, ensuring excellent dimensional precision, structural consistency, and superior part quality for demanding engineering applications.
Shortened Production Cycles
DED eliminates the need for traditional mold manufacturing and significantly reduces prototyping and production lead times, accelerating product development and industrial deployment.
Flexible Customization and Design Freedom
Complex geometries, customized structures, and low-volume or one-off production can be efficiently manufactured without design restrictions imposed by conventional tooling.
Broad Material Compatibility
DED supports stainless steel, titanium alloys, nickel-based superalloys, cobalt alloys, aluminum alloys, tungsten alloys, and ceramic composites, enabling broad industrial versatility.
Lower Overall Manufacturing Costs
By reducing tooling costs, minimizing raw material waste, and enabling both single-part and batch production with similar process efficiency, DED offers strong long-term cost advantages.
Large-Scale and Multi-Axis Manufacturing Capability
8-axis synchronized systems, high-precision positioning, and robotic integration allow production of large, complex, and high-value components with exceptional geometric freedom.
Near-Net-Shape Production
DED significantly reduces post-processing and machining requirements by producing parts close to final dimensions, improving efficiency and reducing total production costs.
Integrated Repair and Remanufacturing
DED technology enables dimensional restoration, surface rebuilding, and structural repair of expensive components, extending service life while reducing replacement expenses.
Advanced Process Monitoring and Automation
Real-time closed-loop feedback, online monitoring, and adaptive parameter control improve production stability, repeatability, and industrial scalability.
Material Efficiency and Sustainability
Localized deposition minimizes waste, lowers energy consumption compared to subtractive manufacturing, and supports environmentally responsible industrial production.
Scalable Industrial Deployment
Custom atmosphere chambers, workstation configurations, and integrated process packages support flexible deployment from R&D to full industrial-scale manufacturing.
Enhanced Innovation Potential
DED supports the rapid development of new products, functional materials, and advanced manufacturing solutions, making it a critical technology for future industrial competitiveness.
คุณสมบัติของเทคโนโลยีการพิมพ์โลหะ 3 มิติด้วยเลเซอร์
บทนำสู่เทคโนโลยี LMD/DED
เทคโนโลยีการผลิตโลหะแบบเติมเนื้อวัสดุด้วยเลเซอร์แบบชั้นต่อชั้น – การพิมพ์สามมิติแบบใช้ผงเป็นวัตถุดิบ (Powder-fed 3D printing) ใช้เลเซอร์เป็นแหล่งพลังงานในการสร้างและเคลื่อนย้ายกลุ่มของเหลวที่หลอมเหลวในบริเวณการสะสม (deposition area) วัสดุจะถูกป้อนเข้าสู่บริเวณหลอมเหลวที่มีอุณหภูมิสูงในรูปแบบของผงหรือวัสดุเส้นใย (filamentary material) โดยตรง หลังจากหลอมเหลวแล้ว วัสดุจะถูกสะสมเป็นชั้น ๆ (layer by layer) กระบวนการผลิตโลหะแบบเติมเนื้อวัสดุ (additive manufacturing) นี้ยังถูกเรียกว่าเทคโนโลยีการซ้อนทับโดยตรง (Direct stacking technology) สำหรับการผลิตโลหะแบบเติมเนื้อวัสดุด้วยเลเซอร์ (LMD/DED laser metal additive manufacturing).
ลักษณะทางเทคนิคและการประยุกต์ใช้ของ LMD/DED
ประสบการณ์หลายปีในด้านการผลิตและการวิจัยและพัฒนาในด้านการประมวลผลวัสดุด้วยเลเซอร์
เมื่อเปรียบเทียบกับเทคโนโลยีการพิมพ์ 3 มิติด้วยโลหะแบบอื่น ๆ การพิมพ์ 3 มิติด้วยเลเซอร์แบบป้อนผงมีลักษณะเด่นคือมีประสิทธิภาพในการขึ้นรูปสูง ไม่มีข้อจำกัดด้านขนาดในการพิมพ์ในทางทฤษฎี และสามารถผสมวัสดุหลายชนิดได้ รวมถึงการผลิตแบบเติมเนื้อวัสดุสำหรับวัสดุที่มีคุณสมบัติไล่ระดับตามความหนาแน่นผ่านการควบคุมกระบวนการ สามารถมีความหนาแน่น 100% ได้ มีการเชื่อมประสานทางโลหะวิทยาอย่างแท้จริงระหว่างวัสดุผสมกับวัสดุฐาน ความแข็งแรงสามารถใกล้เคียงกับระดับการตีขึ้นรูป ใช้กันอย่างแพร่หลายในด้านการซ่อมแซมและการผลิตซ้ำชิ้นส่วนโลหะ และการเสริมความแข็งแรงด้วยการเคลือบผิวในพื้นที่ขนาดใหญ่.
เหมาะอย่างยิ่งสำหรับการขึ้นรูปโดยตรงและการผลิตแบบไฮบริดของชิ้นส่วนที่ซับซ้อน เช่น การซ่อมแซมและการพิมพ์ 3 มิติของชิ้นส่วนเครื่องยนต์อากาศยาน การผลิตโครงสร้างอากาศยานที่ซับซ้อนด้วยการพิมพ์ 3 มิติ เป็นต้น.
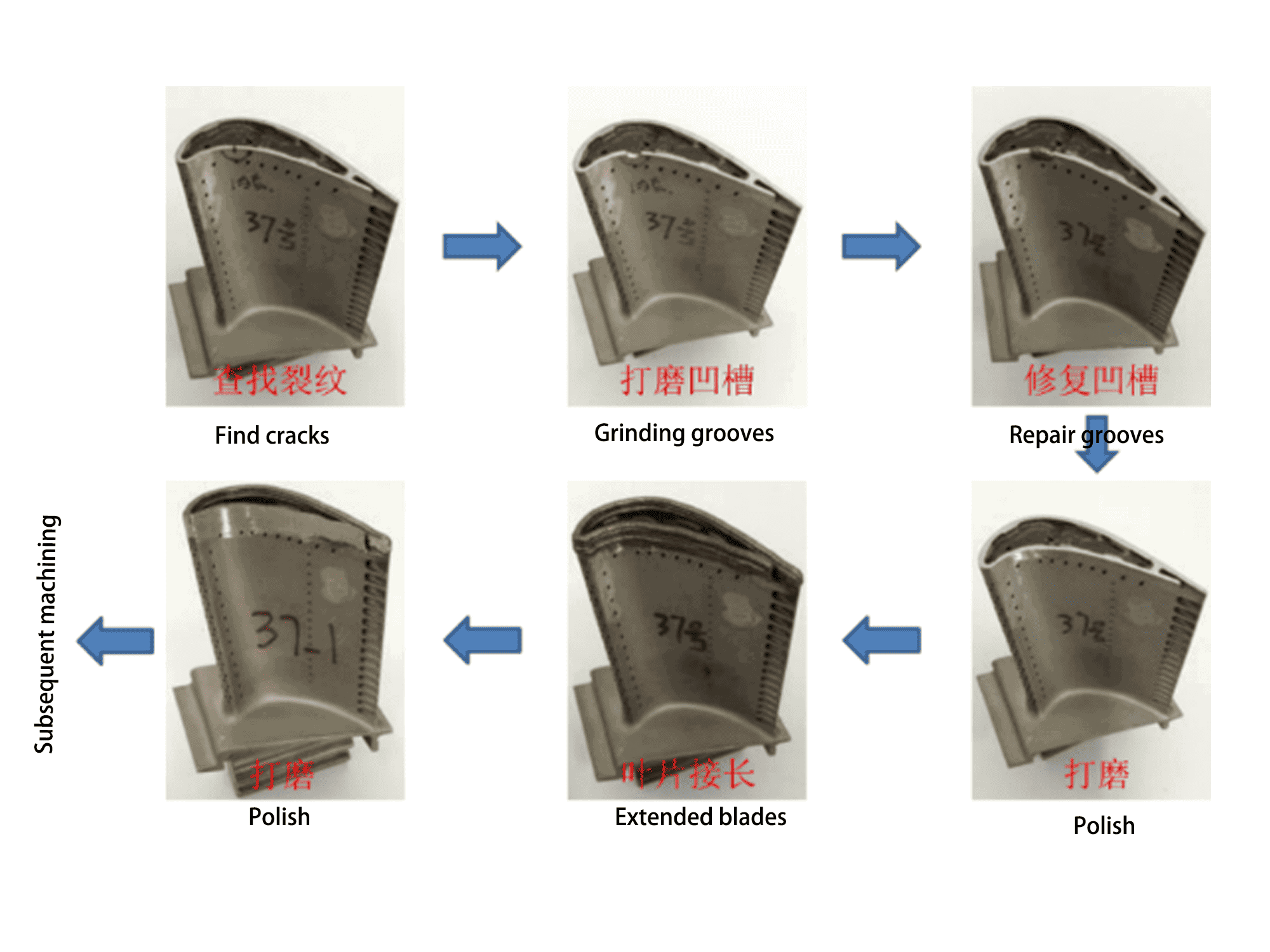
LMD/DED การพิมพ์โลหะด้วยเลเซอร์ 3 มิติ ซ่อมแซมใบพัดเครื่องยนต์อากาศยาน
กรณีการพิมพ์ 3 มิติของใบพัด
ข้อได้เปรียบทางเทคนิคของ SLM/LPBF
กำลังหลักในสาขาเทคโนโลยีการผลิตโลหะแบบเติมเนื้อวัสดุ
1. โดยใช้เลเซอร์โหมดเดี่ยวคุณภาพสูง ขนาดจุดโฟกัสอยู่ในช่วง 50-200 ไมโครเมตร พลังงานมีความเข้มข้นสูง และสามารถหลอมละลายวัสดุโลหะส่วนใหญ่ได้ ชิ้นส่วนที่ขึ้นรูปมีความหนาแน่นสูง (มากกว่า 991 TP3T);
2. ความเร็วในการสแกนด้วยเลเซอร์นั้นรวดเร็ว และแอ่งหลอมเหลวขนาดเล็กทำให้การระบายความร้อนและการแข็งตัวเกิดขึ้นอย่างรวดเร็วมาก ส่งผลให้ได้โครงสร้างโลหะวิทยาที่สม่ำเสมอและละเอียด เมื่อเปรียบเทียบกับโครงสร้างการหล่อที่มีเม็ดหยาบ คุณสมบัติทางกลของวัสดุจะได้รับการปรับปรุงอย่างมาก;
3. ใช้ผงที่มีขนาดอนุภาคเล็กกว่า 53um และควบคุมความหนาของชั้นผงเดี่ยวให้อยู่ระหว่าง 20-100µm เพื่อให้ได้การหล่อที่แม่นยำและคุณภาพผิวที่ดีของชิ้นส่วนที่หล่อ;
4. ห้องทำงานทั้งหมดถูกปิดผนึกในสภาพแวดล้อมของแก๊สเฉื่อยเพื่อป้องกันการเกิดออกซิเดชันของวัสดุโลหะที่อุณหภูมิสูง และเหมาะสำหรับโลหะที่มีปฏิกิริยา เช่น ไทเทเนียมอัลลอยด์;
5. ผ่านการออกแบบโครงสร้างการรองรับ สามารถพิมพ์ผลิตภัณฑ์ที่มีรูปร่างซับซ้อนได้หลากหลาย รวมถึงพื้นผิวโค้งซับซ้อนที่มีชิ้นส่วนแขวน โครงสร้างที่มีช่องทางการไหลภายใน รูปร่างกลวงซับซ้อน เป็นต้น.
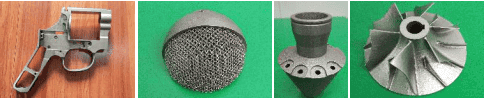
ชิ้นส่วนโลหะรูปทรงซับซ้อนหลากหลายชนิดที่ผลิตด้วยเทคโนโลยี SLM/LPBF
การทดสอบที่เกี่ยวข้องกับการพิมพ์โลหะด้วย SLM/LPBF
ประสบการณ์หลายปีในด้านการผลิตและการวิจัยและพัฒนาในด้านการประมวลผลวัสดุด้วยเลเซอร์
รายการ | 17-4PH | 316L | ในปี 625 | ในปี 718 | อลูมิเนียม-ซิลิกอน-แมกนีเซียม |
คำอธิบาย | เหล็กกล้าไร้สนิมแข็งชนิดมาร์เทนไซติก | สแตนเลส | โลหะผสมพิเศษที่มีนิกเกิลเป็นองค์ประกอบหลัก | โลหะผสมพิเศษที่มีนิกเกิลเป็นองค์ประกอบหลัก | อะลูมิเนียมอัลลอย |
ความต้านทานแรงดึง (เมกะปาสคาล) | 950±100 | 700±100 | 1100±50 | 1250±50 | 400±50 |
ค่าความต้านทานแรงดึง (เมกะปาสคาล) | 600±50 | 600±50 | 800±50 | 1050±50 | 300±50 |
การยืดตัวหลังการแตกหัก (%) | 30±5 | 48±2 | 35±5 | 10±2 | 8±2 |
ข้อมูลสมบัติทางกลของตัวอย่างวัสดุที่ใช้กันทั่วไป
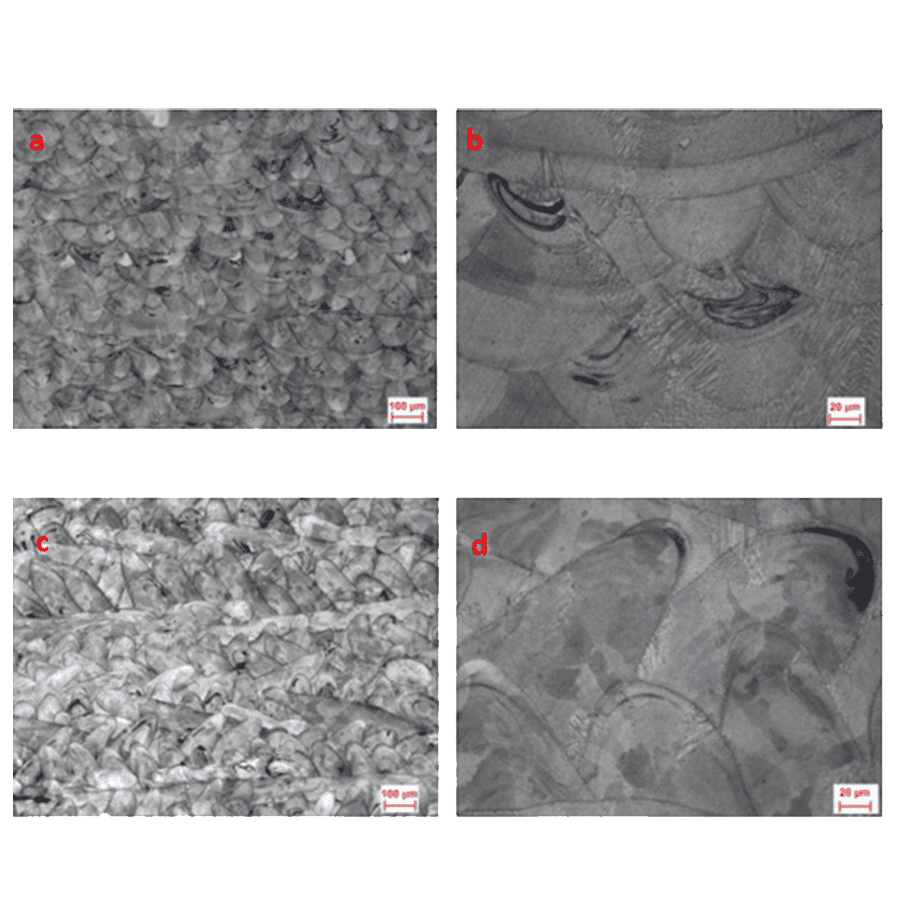
โครงสร้างโลหะวิทยาของส่วนการพิมพ์ SLM ใน626
สามารถเห็นได้ว่าโครงสร้างของวัสดุมีความหนาแน่น 100% มีเม็ดละเอียดและประกอบด้วยเดนไดรต์ที่มีลักษณะเรียว(a, b เป็นหน้าตัดขวาง; c, d เป็นหน้าตัดตามยาว)
การพิมพ์โลหะ 3 มิติด้วยเลเซอร์แบบป้อนผงเทียบกับการหลอมรวมผงแบบเตียงผง: การเปรียบเทียบ
การพิมพ์โลหะ 3 มิติด้วยเลเซอร์แบบป้อนผงและการหลอมรวมผงเป็นสองเทคโนโลยีการผลิตโลหะแบบเติมเนื้อวัสดุที่พบได้ทั่วไป โดยมีหลักการ ลักษณะกระบวนการ และสถานการณ์การใช้งานที่แตกต่างกันอย่างมีนัยสำคัญ ด้านล่างนี้คือการเปรียบเทียบอย่างละเอียดของทั้งสองเทคโนโลยี:
1. หลักการการทำงาน
– การพิมพ์สามมิติโลหะด้วยเลเซอร์แบบป้อนผง (Laser Metal Deposition, LMD / Direct Energy Deposition, DED):
– ผงโลหะถูกส่งตรงไปยังจุดโฟกัสของเลเซอร์ผ่านหัวฉีด ซึ่งเลเซอร์จะหลอมผงโลหะและยึดติดกับวัสดุฐาน สร้างชั้นขึ้นเพื่อสร้างชิ้นงานสุดท้าย.
– คล้ายกับการเชื่อม เหมาะสำหรับการซ่อมแซม การเคลือบผิว และการผลิตโครงสร้างที่ซับซ้อน.
– การหลอมรวมบนเตียงผง (การหลอมด้วยเลเซอร์แบบเลือก, SLM / การหลอมรวมบนเตียงผงด้วยเลเซอร์, LPBF):
– ชั้นของผงโลหะจะถูกกระจายอย่างสม่ำเสมอบนแพลตฟอร์มการสร้าง และเลเซอร์จะทำการหลอมละลายผงโลหะอย่างเลือกสรรทีละชั้นเพื่อสร้างชิ้นส่วนขึ้นมา.
– คล้ายกับการพิมพ์ 3 มิติแบบดั้งเดิม เหมาะสำหรับโครงสร้างที่มีความแม่นยำสูงและซับซ้อน.
2. ลักษณะของกระบวนการ
– แบบป้อนผง:
– ข้อได้เปรียบ:
– เหมาะสำหรับการผลิตชิ้นส่วนขนาดใหญ่และการซ่อมแซม.
– การใช้ประโยชน์จากวัสดุสูง ทำให้สามารถซ่อมแซมหรือเติมวัสดุลงในส่วนที่มีอยู่ได้โดยตรง.
– สามารถผสมวัสดุหลายชนิดเพื่อสร้างวัสดุที่มีการจัดเรียงคุณสมบัติตามความลึก (FGM).
– ข้อเสีย:
– ความหยาบผิวสูงขึ้น มักต้องการการประมวลผลเพิ่มเติม.
– ความแม่นยำต่ำ ทำให้ไม่เหมาะสำหรับชิ้นส่วนขนาดเล็กหรือชิ้นส่วนที่มีรายละเอียดสูง.
– การหลอมรวมบนเตียงผง:
– ข้อได้เปรียบ:
– ความแม่นยำสูง เหมาะสำหรับรูปทรงที่ซับซ้อนและรายละเอียดที่ละเอียดอ่อน.
– คุณภาพผิวที่ดีขึ้น มักเหมาะสำหรับชิ้นงานสุดท้ายโดยไม่ต้องมีการตกแต่งเพิ่มเติม.
– เหมาะสำหรับการผลิตชิ้นส่วนขนาดเล็กที่ต้องการความแม่นยำสูง.
– ข้อเสีย:
– การใช้ประโยชน์จากวัสดุที่ลดลง โดยผงที่ไม่ได้ใช้จะต้องนำไปรีไซเคิล.
– ค่าใช้จ่ายของอุปกรณ์ที่สูงขึ้น และความเร็วในการผลิตที่ช้าลง.
3. สถานการณ์การใช้งาน
– แบบป้อนผง:
– การซ่อมแซมเฉพาะชิ้นส่วน (เช่น ใบพัดเครื่องยนต์อากาศยาน, การซ่อมแม่พิมพ์).
– การผลิตชิ้นส่วนขนาดใหญ่ (เช่น ชิ้นส่วนโครงสร้างอากาศยาน).
– การผลิตวัสดุที่มีการเปลี่ยนแปลงคุณสมบัติตามความลึก (เช่น การเคลือบผิวที่ทนต่อการสึกหรอ, การเคลือบผิวที่ทนต่อการกัดกร่อน).
– การหลอมรวมบนเตียงผง:
– การผลิตชิ้นส่วนที่มีความแม่นยำสูง (เช่น อุปกรณ์ทางการแพทย์, ชิ้นส่วนที่มีความแม่นยำสูงสำหรับอากาศยาน).
– การผลิตโครงสร้างที่ซับซ้อน (เช่น โครงสร้างน้ำหนักเบา, ชิ้นส่วนที่ได้รับการปรับแต่งตามโครงสร้างเชิงท็อปโพล).
– การผลิตแบบปรับแต่งเฉพาะในปริมาณน้อย (เช่น รากฟันเทียมที่ออกแบบเฉพาะบุคคล การออกแบบต้นแบบ).
4. ความเข้ากันได้ของวัสดุ
– แบบป้อนผง:
– สามารถใช้งานร่วมกับวัสดุหลากหลายประเภท รวมถึงโลหะผสมไทเทเนียม โลหะผสมนิกเกิล สแตนเลส และเหล็กกล้าเครื่องมือ.
– สามารถผสมวัสดุต่าง ๆ เพื่อสร้างวัสดุผสมที่มีคุณสมบัติหลากหลายได้.
– การหลอมรวมบนเตียงผง:
– สามารถใช้ร่วมกับวัสดุต่างๆ เช่น โลหะผสมไทเทเนียม โลหะผสมอะลูมิเนียม โลหะผสมที่มีนิกเกิลเป็นฐาน และสแตนเลส.
– วัสดุต้องมีความสามารถในการไหลสูงและมีความกลมเป็นทรงกลมตามข้อกำหนด.
5. ค่าใช้จ่ายของอุปกรณ์และการบำรุงรักษา
– แบบป้อนผง:
– ค่าใช้จ่ายของอุปกรณ์ที่ต่ำกว่าเมื่อเปรียบเทียบ และง่ายต่อการบำรุงรักษา.
– เหมาะสำหรับการใช้งานในสถานที่อุตสาหกรรม.
– การหลอมรวมบนเตียงผง:
– ค่าใช้จ่ายของอุปกรณ์ที่สูงขึ้น และการบำรุงรักษาที่ซับซ้อนมากขึ้น.
– ต้องใช้งานในสภาพแวดล้อมที่มีแก๊สเฉื่อยพร้อมข้อกำหนดการปิดผนึกสูง.
สรุป
– แบบป้อนผง: เหมาะสำหรับการผลิตชิ้นส่วนขนาดใหญ่ การซ่อมแซม และวัสดุที่มีการไล่ระดับคุณสมบัติเชิงหน้าที่ ให้ความแม่นยำต่ำกว่าแต่มีความยืดหยุ่นสูงกว่า.
– การหลอมรวมบนเตียงผง: เหมาะสำหรับการผลิตที่มีความแม่นยำสูงและโครงสร้างที่ซับซ้อน ให้ความแม่นยำสูงกว่าแต่มีต้นทุนที่สูงกว่า.
การเลือกใช้เทคโนโลยีทั้งสองขึ้นอยู่กับข้อกำหนดเฉพาะของการใช้งาน ขนาดของชิ้นส่วน ความต้องการความแม่นยำ และข้อจำกัดด้านงบประมาณ.
วิธีเลือกระหว่างเครื่องพิมพ์โลหะ 3D สองประเภทนี้เมื่อซื้ออุปกรณ์
เมื่อซื้อเครื่องพิมพ์ 3 มิติโลหะ ทั้งระบบป้อนผงและระบบเตียงผงต่างก็มีข้อดีและข้อเสียของตัวเอง การเลือกขึ้นอยู่กับความต้องการเฉพาะ และควรพิจารณาปัจจัยต่อไปนี้:
1. ความแม่นยำในการพิมพ์
– ระบบเตียงผง: ความแม่นยำสูง เหมาะสำหรับชิ้นส่วนที่ซับซ้อนและละเอียดอ่อน เช่น ชิ้นส่วนในอากาศยานและทางการแพทย์.
– ระบบป้อนผง: ความแม่นยำต่ำกว่าเล็กน้อย เหมาะสำหรับการใช้งานที่ไม่ต้องการความแม่นยำสูง เช่น ชิ้นส่วนขนาดใหญ่หรือการสร้างต้นแบบอย่างรวดเร็ว.
2. ความเร็วในการพิมพ์
– ระบบป้อนผง: เร็วกว่า เหมาะสำหรับการผลิตจำนวนมากหรือชิ้นส่วนขนาดใหญ่.
– ระบบเตียงผง: ช้ากว่า เหมาะสำหรับโครงสร้างที่มีความแม่นยำสูงและซับซ้อน.
3. การใช้ประโยชน์จากวัสดุ
– ระบบเตียงผง: การใช้ประโยชน์จากวัสดุสูง ผงที่ไม่ได้ใช้สามารถนำกลับมาใช้ใหม่ได้.
– ระบบป้อนผง: การใช้ประโยชน์จากวัสดุต่ำกว่า อาจมีผงบางส่วนสูญเปล่า.
4. ค่าใช้จ่ายของอุปกรณ์
– ระบบเตียงผง: ลงทุนเริ่มต้นสูง เหมาะสำหรับความต้องการความแม่นยำสูง.
– ระบบป้อนผง: ลงทุนเริ่มต้นต่ำกว่า เหมาะสำหรับงบประมาณจำกัดหรือการผลิตชิ้นส่วนขนาดใหญ่.
5. การบำรุงรักษาและการดำเนินงาน
– ระบบเตียงผง: การบำรุงรักษาที่ซับซ้อนและความยากในการดำเนินงานที่สูงขึ้น.
– ระบบที่ใช้ผงเป็นเชื้อเพลิง: การบำรุงรักษาที่ง่ายขึ้นและการใช้งานที่ค่อนข้างสะดวก.
6. สาขาการสมัคร
– ระบบเตียงผง: เหมาะสำหรับอุตสาหกรรมที่ต้องการความแม่นยำสูง เช่น อากาศยานและการแพทย์.
– ระบบป้อนผง: เหมาะสำหรับอุตสาหกรรมที่มีความต้องการความแม่นยำค่อนข้างต่ำ เช่น อุตสาหกรรมยานยนต์และการผลิตแม่พิมพ์.
7. ขนาดชิ้นส่วน
– ระบบเตียงผง: เหมาะสำหรับชิ้นส่วนขนาดเล็กถึงขนาดกลาง.
– ระบบป้อนผง: เหมาะสำหรับชิ้นส่วนขนาดใหญ่.
8. การประมวลผลหลังการถ่ายทำ
– ระบบเตียงผง: การประมวลผลหลังการผลิตที่ซับซ้อน ต้องกำจัดผงส่วนเกินและโครงสร้างรองรับออก.
– ระบบที่ใช้ผงเป็นเชื้อเพลิง: การประมวลผลหลังที่ค่อนข้างง่ายกว่า.
สรุป
– เลือกระบบเตียงผง: หากต้องการความแม่นยำสูงและโครงสร้างที่ซับซ้อน และงบประมาณเพียงพอ.
– เลือกระบบที่ใช้ผงเป็นเชื้อเพลิง: หากต้องการผลิตชิ้นส่วนขนาดใหญ่จำนวนมากอย่างรวดเร็ว และมีงบประมาณจำกัด.
ตามข้อกำหนดเฉพาะและงบประมาณ ให้เลือกประเภทของอุปกรณ์ที่เหมาะสมที่สุด.
DED Metal Laser 3D Printing Application Cases
DED metal laser 3D printing technology is widely applied across advanced industrial sectors for large-scale metal component manufacturing, structural repair, remanufacturing, functional feature addition, and customized precision production. By combining high-efficiency material deposition, multi-axis manufacturing flexibility, and broad material compatibility, DED provides an ideal solution for industries requiring high-performance metal parts with reduced lead times and lower lifecycle costs.
As an advanced additive manufacturing process, DED is particularly valuable for producing complex geometries, repairing high-value components, restoring worn structures, and manufacturing large customized parts in aerospace, energy, heavy machinery, mold manufacturing, transportation, and industrial engineering sectors.
Industry Application Advantages
DED technology enables manufacturers to rapidly produce or restore critical components while reducing material waste, eliminating expensive tooling, and improving production flexibility. Compared to conventional machining, casting, or welding, DED offers greater design freedom, scalable production, and integrated repair capabilities for modern industrial manufacturing.
Large-Scale Metal Part Manufacturing
Efficient production of oversized structural components, tooling systems, and industrial equipment.
Precision Repair and Remanufacturing
Restoration of damaged or worn high-value components with excellent metallurgical integrity.
Complex Geometry Production
Multi-axis control enables advanced shapes, internal structures, and customized engineering designs.
Broad Material Adaptability
Supports stainless steel, titanium, nickel alloys, aluminum, cobalt alloys, and advanced composites.
Reduced Production Cycles
No mold dependency significantly shortens prototyping and manufacturing timelines.
Cost-Effective Custom Manufacturing
Ideal for low-volume, high-value, and highly customized industrial production.
Primary Industry Sectors
- Aerospace and turbine components
- Energy and power generation systems
- Mold and tooling manufacturing
- Oil & gas industrial parts
- Heavy machinery and mining equipment
- Automotive and transportation engineering
- Defense and advanced industrial manufacturing
Representative DED Workpiece Applications
- Large structural metal components
- Precision industrial bushings and housings
- Mold repair and reinforcement
- Turbine blades and aerospace structures
- High-performance mechanical parts
- Customized metal prototypes
- Functional near-net-shape industrial assemblies
Why DED Is Ideal for Modern Metal Manufacturing
By combining additive manufacturing precision, industrial scalability, repair capability, and material versatility, DED metal laser 3D printing has become one of the most effective technologies for advanced manufacturing, component restoration, and high-performance industrial production. It is increasingly recognized as a core solution for next-generation metal manufacturing, sustainable production, and precision engineering.