Açıklamalı Lazer Kaplama: Temel Prensiplerden Gerçek Dünyadaki Endüstriyel Uygulamalara
Lazer kaplamanın yerinde onarımı mümkün kılarken aşınma, korozyon, ısı ve oksidasyon direncini nasıl artırdığını öğrenin. Bu kılavuz, proses prensiplerini, temel parametreleri (güç, besleme, tarama hızı, adım atma, koruyucu gaz), hata teşhisini ve Greenstone-Tech'in akıllı kontrol çözümlerini kapsar.
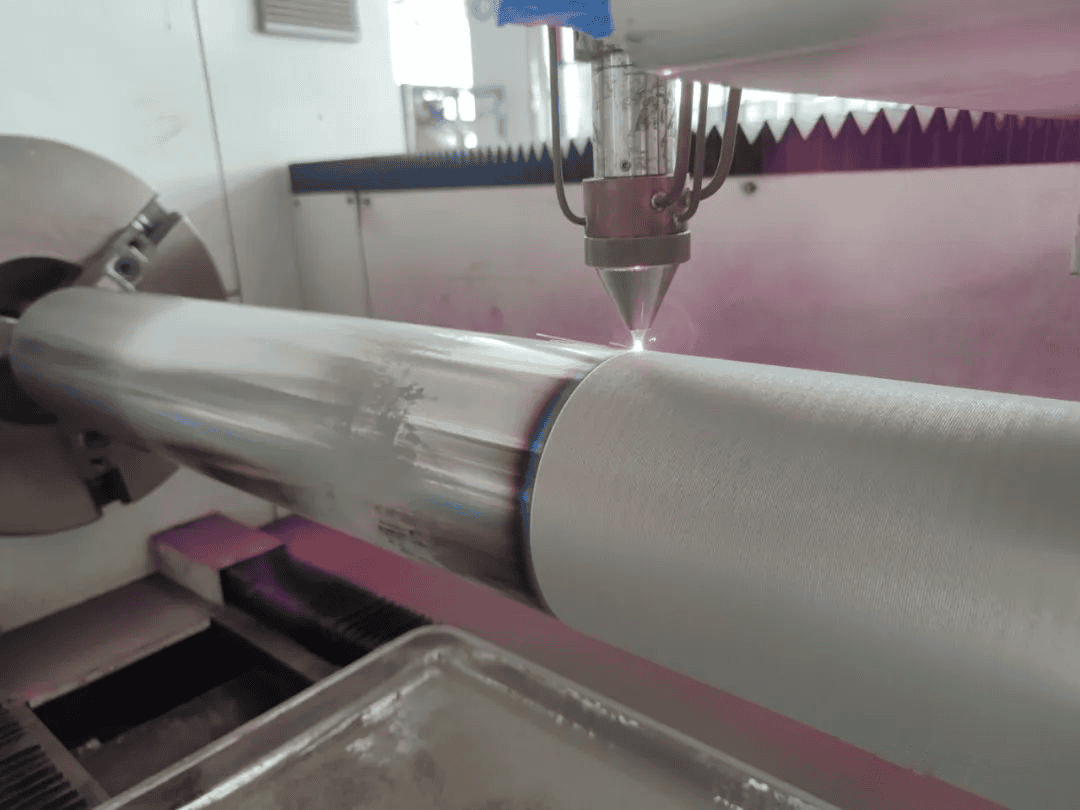
1) Teknolojiye Genel Bakış ve Temel Değer
Lazer kaplama gelişmiş bir yüzey mühendisliği işlemidir. Yüksek enerjili bir lazer önceden tanımlanmış bir takım yolunu tarar, geçici bir eriyik havuzu oluşturmak için alt tabakanın ince bir katmanını ve enjekte edilen malzemeyi eritir, ardından hızla katılaşarak yoğun bir hale gelir, metalurjik olarak bağlanmış ile kaplama düşük seyreltme. Sonuçlar:
- Yerinde onarım mekanik parçaların (şaftlar, yuvalar, kalıplar, dişliler, bıçaklar).
- Performans yükseltmeleri: daha yüksek giymek, korozyon, ısı, Ve OKSİDASYON Ana metale karşı direnç.
- Yeşil, akıllı üretim: minimum atık, kısa ısı döngüleri, kolay otomasyon ve kapalı döngü kontrolü.
Üreticiler sürdürülebilirlik ve dijitalleşme peşinde koşarken lazer kaplama yeniden üretim Ve metal katkı maddesi Stratejiler. Greenstone-Tech Sürekli Ar-Ge ve sahada kanıtlanmış çözümlerle benimsenmeyi teşvik eder.
2) Proses Parametrelerinin Hassas Kontrolü
Lazer Gücü (enerji girişi)
Güç, eriyik havuzu boyutunu ve biriktirme oranını ayarlar.
- Çok alçak: tozun az erimesi → finisaj sonrası çukurlaşma, zayıf bağ, düşük sertlik.
- Çok yüksek: aşırı erime/alttan kesme, ısı çizgileri veya “kırışıklıklar”, geometri kayması.
- En iyi uygulama: gücü alaşım, boncuk boyutu ve yol ile eşleştirin. Greenstone-Tech'in akıllı güç kontrolü içinde istikrar barındırır ±1%, tekrarlanabilirliği artırır.

Toz Besleme Hızı (malzeme girişi)
Mevcut lazer enerjisi ile eşleştirilmelidir.
- Çok yüksek: enerji açığı → tamamlanmamış füzyon, çukurlaşma, zayıf metalurjik bağ, potansiyel parçalanma.
- Optimize edildi: daha yüksek biriktirme verimliliği ve yoğun kaplama. Greenstone-Tech besleyiciler kadar elde etmek 95% toz kullanımı sabit kütle akışı ile.
Tarama/Geçiş Hızı (hat hızı)
Katman kalınlığını, seyreltmeyi ve yapıştırmayı kontrol eder.
- Daha hızlı: Daha ince izler, ancak yetersiz alt tabaka erimesi ve daha zayıf bağlanma riski.
- Biraz daha yavaş: daha yüksek sertlik, daha iyi kullanım - ancak ısı oluşumuna dikkat edin. Ambarlama stratejisi ve ara geçiş sıcaklığı ile dengeleyin.
Step-Over / Kapak Aralığı
Yüzey kalitesini ve seyreltmeyi belirler.
- Daha küçük adım aşımı (daha yüksek örtüşme): daha pürüzsüz yüzey, daha az vadi, tipik olarak daha düşük Ra.
- Daha büyük adım: görünür kaynak boncukları/iz izleri; yerel seyreltmeyi artırabilir. İşleve göre seçin (sızdırmazlık yüzeyi vs. kaba işleme).
Ekranlama/Taşıyıcı Gaz Akışı
Çift rol: toz taşıma + oksidasyondan koruma.
- Argon genellikle birçok alaşım için nitrojenden daha iyi koruma sağlar.
- Çok fazla akış var: duman bozukluğu, sıçrama; Çok az: oksidasyon, gözeneklilik.
- Greenstone-Tech gaz kontrolü istikrarlı dumanlar ve temiz metalürji için hassas akış ayarı sağlar.
3) Sorun Giderme: Kök Nedenler ve Düzeltici Eylemler
A) Kaplama Delaminasyonu (spallasyon)
Kök nedenler: yetersiz alt tabaka eritme (düşük güç/yüksek hız), aşırı besleme, kirlenmiş yüzey (yağ, kaplama, pas).
Düzelt: Sağlam bir eriyik havuzu oluşturmak için gücü artırın veya hızı azaltın; beslemeyi optimize edin; mekanik/kimyasal olarak çıplak metale kadar temizleyin.
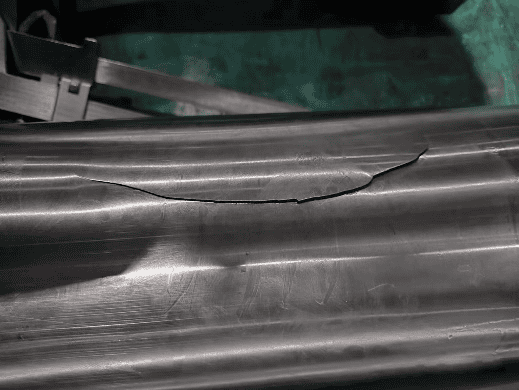
B) Çatlaklar
Kök nedenler: çok sert yüzeyler (su verilmiş, karbürlenmiş/nitrürlenmiş), yorulmuş katmanlar, aşırı sert kaplama alaşımı, sıcak çatlamaya eğilimli Ni bazlı alaşımlar, yüksek artık gerilimli çok katmanlı yapılar.
Düzelt: ön ısıtma/kontrollü ara geçiş sıcaklığı; daha sert alaşım seçme veya kimyayı değiştirme; ısı girdisini ve boncuk stratejisini ayarlama; gerektiğinde gerilim azaltma/temperleme.

C) Gözeneklilik
Kök nedenler: alt tabaka pası/yağı, toz safsızlıkları veya nem, dengesiz toz akışı, aşırı besleme, düşük güç, uygun olmayan hız.
Düzelt: Titiz temizlik; tozu fırınlama/kurutma; besleyiciyi stabilize etme; gücü/beslemeyi/hızı yeniden dengeleme; korumayı optimize etme.
D) Kötü Yüzey (gevşek toz, donuk yüzey)
Kök nedenler: aşırı besleme, düşük güç, çok hızlı, nozül mesafesi yanlış, küçük nokta, kirli optikler.
Düzelt: beslemeyi kırpın, gücü artırın veya traversi yavaşlatın, uzaklığı düzeltin (tipik olarak 3-8 mm), optikleri temizleyin/inceleyin, biraz daha büyük spot düşünün.
E) Toz Tıkanması
Kök nedenler: Temizlenmemiş yapışkan birikimi, zayıf akışkanlık, nem/kirlenme, düzensiz çoklu port dağılımı.
Düzelt: rutin nozul temizliği; küresel, akış dereceli toz kullanımı; kurutucu ve ön fırınlama ile depolama; dengeli dallar için ayırıcıyı kalibre etme.
F) Anormal Sesler / Agresif Sıçramalar
Kök nedenler: nemli/kirlenmiş toz, kirli alt tabaka, aşırı güç yoğunluğu (metal kaynaması).
Düzelt: tozu yeniden kalifiye edin, parçayı yeniden temizleyin, yoğunluğu biraz azaltın ve spotu artırın, gaz akışını iyileştirin.
G) Aşırı Kıvılcım ve Sıçrama
Kök nedenler: hız çok yüksek, güç/besleme uyumsuzluğu, ekranlama akışı çok yüksek.
Düzelt: hızı düşürün, güç↔beslemeyi yeniden eşleştirin, gazı laminer rejime ayarlayın.


4) Parametre Hızlı Referans (Başlangıç Aralıkları)
Alaşım, nozul, optik, boncuk genişliği ve ısı emiciye göre ayarlayın.
- Güç: tipik olarak 0,8-3,5 kW (fiber/diyot kaynakları); boncuk boyutu ile ölçeklendirin.
- Yem: Minimum sıçrama ile tam füzyon için ayarlayın; kesit ile doğrulayın.
- Hız: Orta düzeyde başlayın, ardından seyreltme ve bağlanma doğru olana kadar artırın.
- Çakışıyor: 30-70% kaplamaya ve işleve bağlı olarak.
- Gaz: kuru Ar (birçok çelik/Ni), Ar+He (süper alaşımlar), yüksek saflıkta Ar Ti için düşük O₂ ile.
Greenstone-Tech sistemler güç, besleme, hız, gaz ve sıcaklığı kaydederek tekrarlanabilir “dijital tarifler”.”
5) Lazer Kaplamanın Değer Kattığı Yerler
- Aşınma ve korozyon iyileştirmeleri: pompalar, valfler, şaftlar, yuvalar, hidrolik çubuklar.
- Yüksek sıcaklık/oksidasyon direnci: türbin/kazan bileşenleri, sıcak takımlar.
- Boyutsal restorasyon: kalıplar/kalıplar, dişli dişleri, yatak muyluları.
- Fonksiyonel olarak derecelendirilmiş yüzeyler: özel seyreltme ile aşınmadan korozyona dayanıklı kimyasallara geçiş.
6) Greenstone-Tech'i Diğerlerinden Ayıran Nedir?
- ±1% güç kararlılığı tutarlı eriyik havuzları için gerçek zamanlı geri bildirim ile.
- Yüksek verimli toz dağıtımı (en fazla 95% kullanımı) akış izleme ile.
- Kapalı döngü gaz ve duman kontrolü temiz, yoğun parçalar için.
- Süreç zekası: in-situ görüş/pirometri, interpass sıcaklık kontrolü, reçete yönetimi ve hızlı ölçek büyütme için analitik.
7) Yol Haritası: Akıllı ve Sürdürülebilir Lazer Kaplama
- Yapay zeka optimizasyonu: makine öğrenimi parametre danışmanları, erime havuzu görüşü ve termal verilere dayalı uyarlanabilir kontrol.
- Dijital ikizler: Denemeleri en aza indirmek ve bozulma/seyreltmeyi tahmin etmek için sanal süreç planlaması.
- Daha yeşil operasyonlar: daha yüksek kullanım, cm² başına daha düşük enerji, geri dönüştürülebilir medya ve çevre dostu alaşım sistemleri.
- Yeni pazarlar: havacılık, enerji, e-mobilite, medikal ve standartlaştırılmış yeniden üretim iş akışlarında daha derin penetrasyon.
SSS (Alıcı ve Mühendis Dostu)
S1: Lazer kaplamanın termal spreyden farkı nedir?
A: Lazer kaplama bir metalurji̇k bağ ile düşük seyreltme ve düşük HAZ; termal sprey öncelikle mekanik bağdır ve daha gözenekli olabilir.
S2: Ne kadar sertlik ve kalınlık bekleyebilirim?
A: Genellikle tek geçişler 0,3-1,5 mm; Çok katmanlı yapılarda birkaç milimetre. Sertlik alaşıma bağlıdır (örneğin, Ni/WC sistemleri > 1000 HV mümkündür).
S3: Ön ısıtma/son ısıtmaya ihtiyacım var mı?
A: Yüksek karbonlu/sert alt tabakalar veya çok katmanlı yapılar için, ön ısıtma ve stres giderme Çatlama ve artık gerilimi azaltır. Alaşıma özel.
S4: Bir süreci nasıl nitelendirebilirim?
A: Üzerinde bir DoE çalıştırın güç-hız-besleme-örtüşme, kontrol et Kesitler (seyrelme, gözeneklilik, çatlaklar), sertlik haritası, aşınma/korozyon testleri, ve bir dondurulmuş tari̇f.
Sonuç olarak: Sıkı kontrol ile güç, besleme, hız, kapak ve ekranlama, lazer kaplama, dayanıklı, metalürjik olarak bağlanmış yüzeyler ve güvenilir yerinde onarımlar sağlar. Greenstone-Tech reçeteleri tekrarlanabilir üretime dönüştürmek için sağlam donanımı akıllı kontrol ile eşleştirerek sürdürülebilir, yüksek performanslı üretimi hızlandırır.
Graham Luo
Dr. Graham Luo – Kıdemli Mühendis, Titanyum MIM Uzmanı Dr. Graham Luo, özellikle titanyum alaşımlarına odaklanan, Metal Enjeksiyon Kalıplama (MIM) alanında tanınmış bir otoritedir. Şu anda bir Demir Dışı Metaller Araştırma Enstitüsü'nde Kıdemli Mühendis olarak görev yapan Luo, Helmholtz Alman Araştırma Merkezleri Birliği'nden doktora derecesine sahiptir ve doktora sonrası araştırmacı olarak görev yapmış olup, bu da ona üst düzey Avrupa araştırma kurumlarından derin bir teorik temel ve deneyim kazandırmıştır. Araştırmaları, titanyum hammadde reolojisi, düşük karbon/oksijen içeriğine sahip katalitik/termal bağlayıcı giderme süreçleri ve benzeri kritik alanlara odaklanarak MIM teknolojisinin özüne inmektedir…

{kind=link}
{kind=link}
{kind=link}