Представление характеристик оборудования
Эта головка для лазерной наплавки является основным продуктом, независимо разработанным и запущенным нашей компанией, который подходит для различных применений лазерной наплавки. Она имеет разнообразные настройки интерфейса и может использоваться с различными лазерами. Она может обеспечить эффективную и стабильную долгосрочную работу в промышленных приложениях лазерной наплавки.
обработанные образцы




Головка для лазерной наплавки в основном обеспечивает преобразование лазерного пути и фокусировку для лазерной наплавки, генерируя достаточную плотность энергии для расплавления металлического порошка. Она делится на прямой тип и поворотный тип в соответствии с различными оптическими путями. Защитный зеркальный модуль установлен над коллимационным модулем для защиты разъема оптического волокна от загрязнения коллимационной линзы в процессе подключения и отключения; защитный зеркальный модуль установлен под фокусирующим модулем для защиты напыления в процессе наплавки от воздействия на фокусирующую линзу.
1. Оптическая модульная конструкция лазерного класса, может быть собрана в прямые или изогнутые оптические пути в соответствии с требованиями приложения;
2. Применимо к до 12KW волоконный лазер или полупроводниковый лазер;
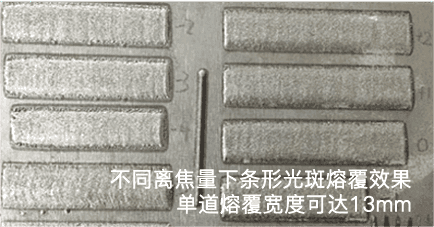
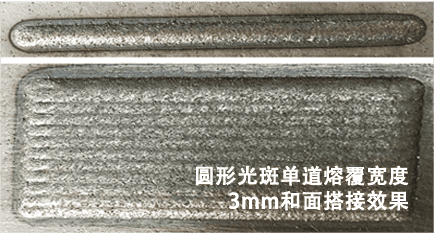
3. В соответствии с требованиями к облицовке, он может быть оснащен различными оптическими линзами и модулями для вывода пятен различных размеров (круглое пятно диаметром 0,5-5,0 мм; максимальный выход полосового пятна составляет 24 мм × 3 мм);
4. Коаксиальность оптического пути лазера точно регулируется;
5. Пропускание энергии лазера составляет ≥99,5%;
6. Принята ударопрочная конструкция уплотнения, а циркуляция воды настроена для обеспечения температуры рабочей среды объектива и предотвращения образования конденсата;
7. Конструкция защитного окна предотвращает попадание пыли и дыма на линзу во время облицовки;
8. Общий вес алюминиевого сплава с поверхностной закалкой составляет ≤10 кг;
9. Функция коаксиальной визуальной визуализации может быть настроена для визуального обучения позиционированию и мониторинга расплавленного бассейна в режиме реального времени.
| Модель | LAMLH-S | LAMLH-SV | LAMLH-T | LAMLH-TV |
| Внешний вид |  | |  | |
| Структура оптического пути | Прямой | Прямой | Согнутый | Согнутый |
| Модуль сплиттера луча | Нет | Да | Нет | Да |
| Диапазон длин волн | 900~1100nm | 900~1100nm | 900~1100nm | 900~1100nm |
| Максимальная мощность | 8000W | 8000W | 8000W | 8000W |
| Скорость передачи лазерной энергии | ≥99.5%@1060~1080nm | ≥99.5%@1060~1080nm | ≥99.5%@1060~1080nm | ≥99.5%@1060~1080nm |
| Оптоволоконный интерфейс | QBH, LLK-B/D | QBH, LLK-B/D | QBH, LLK-B/D | QBH, LLK-B/D |
| Оптическая коаксиальная регулировка | Точная регулировка в направлении X-Y | Точная регулировка в направлении X-Y | Точная регулировка в направлении X-Y | Точная регулировка в направлении X-Y |
| Коллимационное расстояние | 100 мм, 150 мм, 200 мм | 100 мм, 150 мм, 200 мм | 100 мм, 150 мм, 200 мм | 100 мм, 150 мм, 200 мм |
| Фокусное расстояние | 200 мм, 250 мм, 300 мм | 200 мм, 250 мм, 300 мм | 200 мм, 250 мм, 300 мм | 200 мм, 250 мм, 300 мм |
| Размер выходного отверстия круглого пятна | 0.5~5.0mm | 0.5~5.0mm | 0.5~5.0mm | 0.5~5.0mm |
| Режим фокусировки | Руководство | Руководство | Руководство | Руководство |
| Диапазон фокусировки | ±5 мм | ±5 мм | ±5 мм | ±5 мм |
| Модуль визуализации | Нет | Да | Нет | Да |
| Размер устройства (справочно) | Нет | CCD, CMOS промышленная камера | Нет | CCD, CMOS промышленная камера |
| Модуль формирования пятен в полоску | Дополнительно | Дополнительно | Дополнительно | Дополнительно |
| Типичная эффективность осаждения | ≥10мм³/с | ≥10мм³/с | ≥10мм³/с | ≥10мм³/с |
| Размер полосатого пятна | 8×2 мм, 10×2 мм, 12×2 мм, 15×2,5 мм, 16×3 мм | 8×2 мм, 10×2 мм, 12×2 мм, 15×2,5 мм, 16×3 мм | 8×2 мм, 10×2 мм, 12×2 мм, 15×2,5 мм, 16×3 мм | 8×2 мм, 10×2 мм, 12×2 мм, 15×2,5 мм, 16×3 мм |
| Размеры (Д×Ш×Г) | 122×102×364 мм | 200×102×364 мм | 309×102×258 мм | 309×102×258 мм |
| Масса | 4,5 кг | 5 кг | 6 кг | 6,5 кг |
Выбор деталей головки для лазерной наплавки
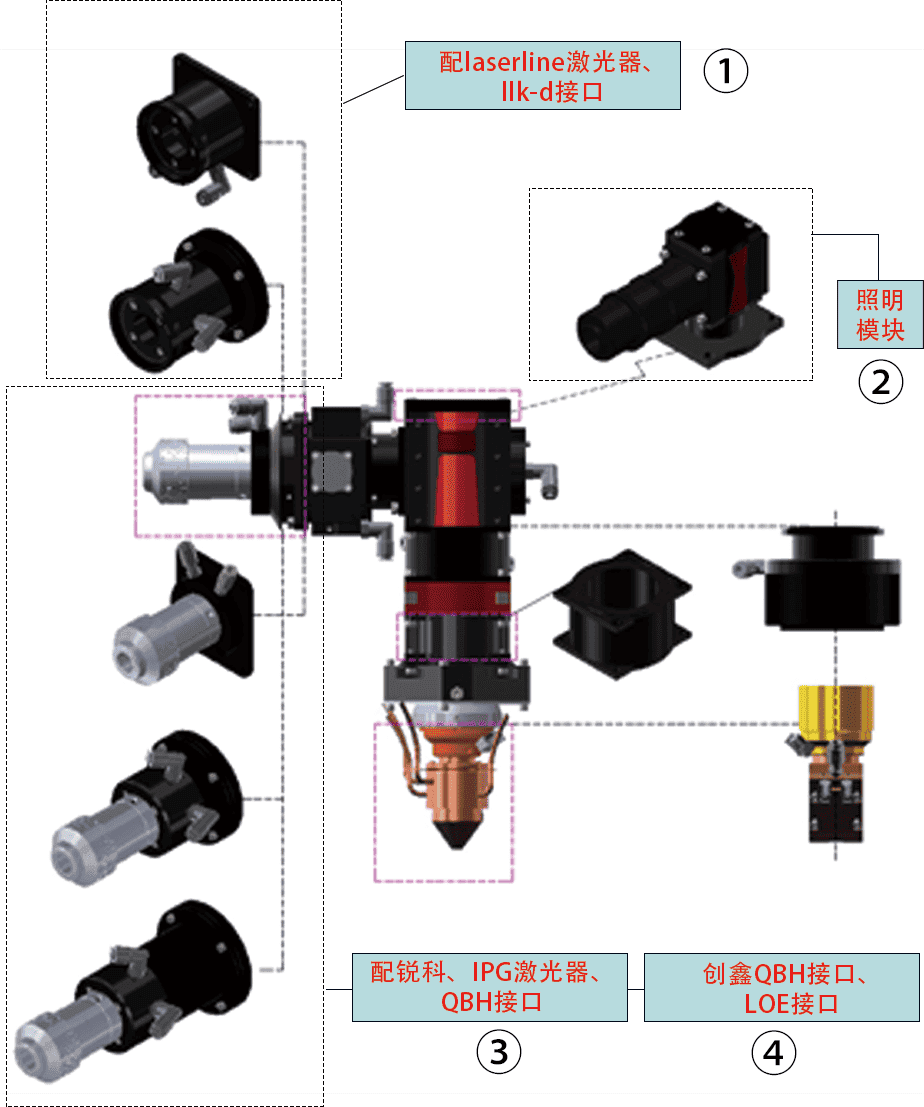
②Модуль освещения
③Оборудован интерфейсом Raycus, IPG laser-QBH
④Оборудован интерфейсом MAX laser-QBH, интерфейсом LOE
Описание дополнительного модуля
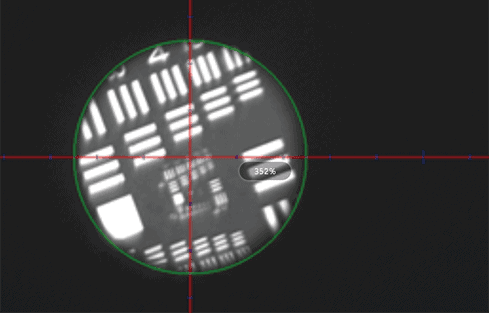
- Модуль визуализации: может осуществлять отладку и коррекцию на основе состояния плакировки поверхности подложки посредством коаксиального освещения;
- Визуализация в реальном времени и управление с обратной связью по замкнутому контуру: можно контролировать размер, форму, температуру и т.д. расплавленного бассейна, образованного лазерной наплавкой, в реальном времени, а также фиксировать и передавать соответствующие параметры в систему управления в реальном времени для корректировки в реальном времени, чтобы получить более стабильный и качественный эффект наплавки;
- Модуль формирования: может реализовать вывод больших световых пятен в форме полос, значительно повышая эффективность облицовки.
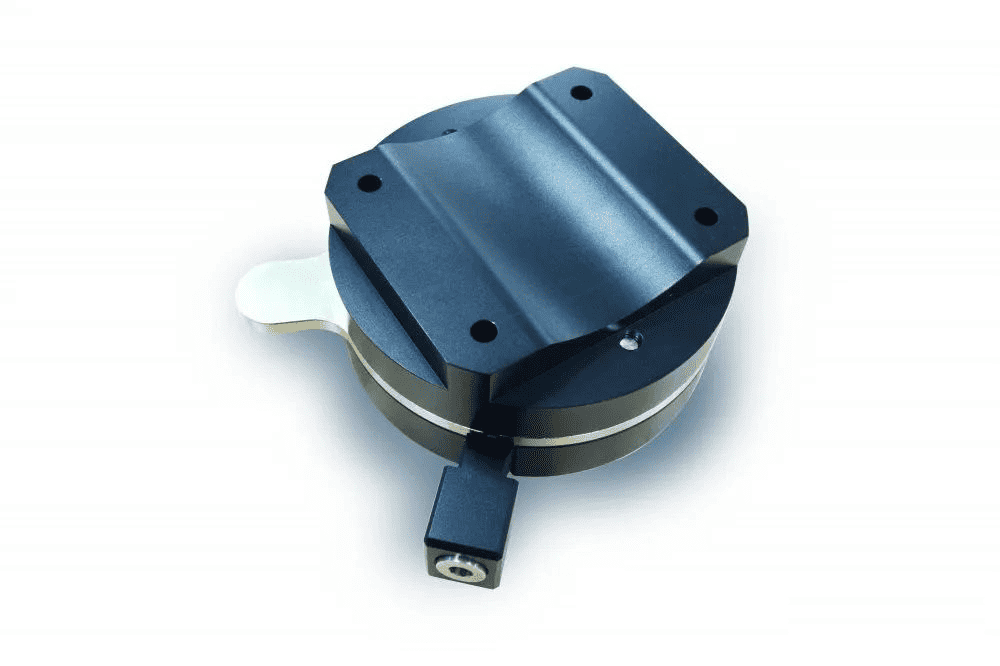
Устройство быстрой смены головки для лазерной наплавки
Разработанное нашей компанией устройство быстрой смены реализует связь между роботом и лазерной головкой, быстро переключает взаимодействие между лазерными головками различных спецификаций и роботом, может свободно переключаться в различных процессах и взаимодействует с вращающейся платформой для адаптации к требованиям процесса наплавки и сварки заготовок различных форм, материалов и размеров.
Переключение инструментальной головки требует ручного управления со стороны оператора. Для этого необходимо выполнить следующие действия:
1) Убедитесь, что все источники энергии оборудования надежно отключены;
2) Очистите головку инструмента от пыли, сварочного шлака, порошка и т.д., вытащите оптическое волокно и наденьте защитную заглушку;
3) Отрежьте трубу подачи порошка, защитного газа и другие трубопроводы между устройством подачи порошка и наплавочной головкой;
4) Ослабьте быстросменный разъем и снимите высокоскоростную наплавочную головку;
5) Установите на место широкополосную облицовочную головку и зафиксируйте быстросменный разъем;
6) Соедините оптическое волокно и трубу подачи порошкового газа с охлаждающей водой и т.д.;
7) Включите оборудование и приготовьтесь к работе.
Преимущества продукта
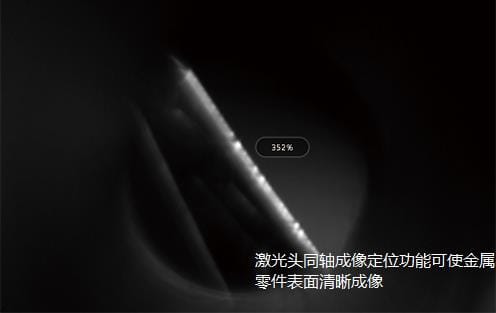
- Четкое коаксиальное визуальное изображение облегчает точное позиционирование и обучение лазера и деталей;
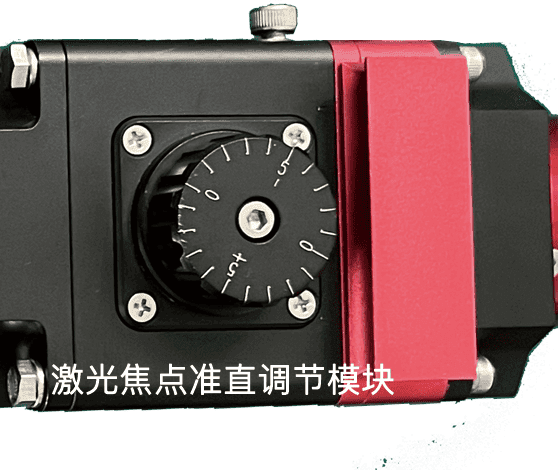
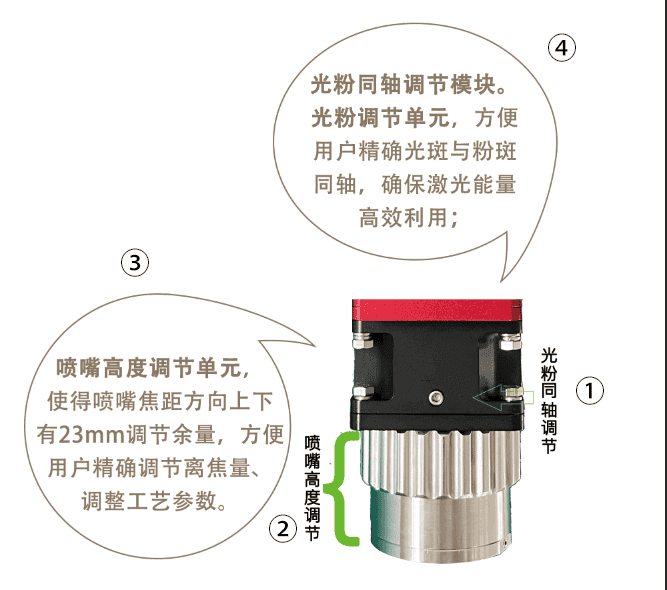
- Положение фокуса лазерного пятна можно регулировать вверх и вниз вдоль направления фокусного расстояния в диапазоне 10 мм, что удобно для пользователей, чтобы точно настроить величину расфокусировки и ширину наплавки;
- Модуль коаксиальной регулировки светового порошка: Блок регулировки светового порошка облегчает пользователям точную соосность светового пятна и пятна порошка для обеспечения эффективного использования лазерной энергии; блок регулировки высоты сопла позволяет регулировать 23 мм вверх и вниз в направлении фокусного расстояния сопла, что удобно для пользователей для точной регулировки величины расфокусировки и настройки параметров процесса;
- Он может быть оснащен модулем гомогенизирующей линзы для придания круглому пятну прямоугольной формы, чтобы плотность энергии была равномерной, и используется для высокоэффективной наплавки или лазерного закаливания с линейным соплом для подачи порошка на большую площадь.


Сопутствующие товары
Освоение основных технологий в высокопроизводительном аддитивном производстве металлов и обработке поверхностей









