Darstellung der Eigenschaften des Geräts
Dieser Laser-Auftragschweißkopf ist ein von unserem Unternehmen unabhängig entwickeltes und auf den Markt gebrachtes Kernprodukt, das für verschiedene Laser-Auftragschweißanwendungen geeignet ist. Er verfügt über vielfältige Schnittstelleneinstellungen und kann mit verschiedenen Lasern verwendet werden. Er kann einen effizienten und stabilen Langzeitbetrieb bei industriellen Laserauftragsschweißanwendungen gewährleisten.
verarbeitete Proben




Der Laserbeschichtungskopf dient in erster Linie der Transformation des Laserstrahls und der Fokussierung für das Laserstrahlbeschichten und erzeugt eine ausreichende Energiedichte, um Metallpulver zu schmelzen. Er wird je nach den verschiedenen optischen Pfaden in einen geraden und einen drehenden Typ unterteilt. Ein Schutzspiegelmodul befindet sich über dem Kollimationsmodul, um zu verhindern, dass der Stecker der optischen Faser die Kollimationslinse während des Steck- und Ziehvorgangs verunreinigt; ein Schutzspiegelmodul befindet sich unter dem Fokussiermodul, um zu verhindern, dass das Sputtern während des Beschichtungsprozesses die Fokussierlinse beeinträchtigt.
1. Laser-grade optische modulare Design, kann in geraden oder gebogenen optischen Pfaden entsprechend den Anforderungen der Anwendung montiert werden;
2. Anwendbar für bis zu 12KW Faserlaser oder Halbleiterlaser;
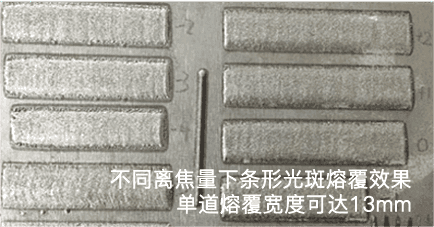
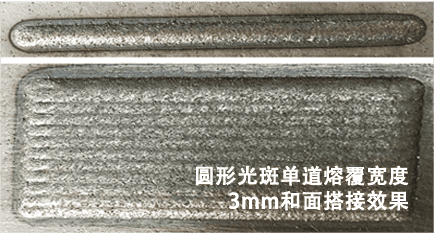
3. Je nach den Anforderungen der Verkleidung kann es mit verschiedenen optischen Linsen und Modulen ausgestattet werden, um je nach Bedarf unterschiedliche Spotgrößen auszugeben (kreisförmiger Spot mit einem Durchmesser von 0,5 mm bis 5,0 mm; die maximale Ausgabe des Streifen-Spots beträgt 24 mm x 3 mm);
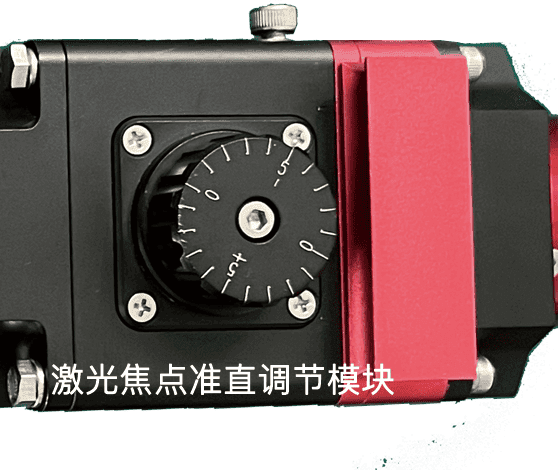
4. Die Koaxialität des Laserstrahlengangs ist präzise einstellbar;
5. Der Energiedurchlassgrad des Lasers beträgt ≥99,5%;
6. Die stoßsichere Abdichtung Design angenommen wird, und die Wasserzirkulation ist so konfiguriert, die Arbeitsumgebung Temperatur des Objektivs zu gewährleisten und Kondensation zu verhindern;
7. Das Schutzfenster verhindert, dass Staub und Rauch das Objektiv während der Beschichtung verunreinigen;
8. Das Gesamtgewicht der oberflächengehärteten Aluminiumlegierung beträgt ≤10 kg;
9. Die koaxiale visuelle Abbildungsfunktion kann für die visuelle Lehrpositionierung und die Echtzeitüberwachung des Schmelzbades konfiguriert werden.
| Modell | LAMLH-S | LAMLH-SV | LAMLH-T | LAMLH-TV |
| Erscheinungsbild |  | |  | |
| Struktur des optischen Pfades | Gerade | Gerade | Gebogen | Gebogen |
| Strahlenteiler-Modul | Nein | Ja | Nein | Ja |
| Wellenlängenbereich | 900~1100nm | 900~1100nm | 900~1100nm | 900~1100nm |
| Maximale Leistung | 8000W | 8000W | 8000W | 8000W |
| Übertragungsrate der Laserenergie | ≥99.5%@1060~1080nm | ≥99.5%@1060~1080nm | ≥99.5%@1060~1080nm | ≥99.5%@1060~1080nm |
| Faserschnittstelle | QBH, LLK-B/D | QBH, LLK-B/D | QBH, LLK-B/D | QBH, LLK-B/D |
| Optische Koaxialanpassung | Feineinstellung in X-Y-Richtung | Feineinstellung in X-Y-Richtung | Feineinstellung in X-Y-Richtung | Feineinstellung in X-Y-Richtung |
| Kollimationsabstand | 100mm, 150mm, 200mm | 100mm, 150mm, 200mm | 100mm, 150mm, 200mm | 100mm, 150mm, 200mm |
| Brennweite | 200mm, 250mm, 300mm | 200mm, 250mm, 300mm | 200mm, 250mm, 300mm | 200mm, 250mm, 300mm |
| Kreisförmiger Spot Ausgabegröße | 0,5~5,0mm | 0,5~5,0mm | 0,5~5,0mm | 0,5~5,0mm |
| Fokus-Modus | Handbuch | Handbuch | Handbuch | Handbuch |
| Fokusbereich | ±5mm | ±5mm | ±5mm | ±5mm |
| Modul Bildgebung | Nein | Ja | Nein | Ja |
| Gerätegröße (Referenz) | Nein | CCD, CMOS Industriekamera | Nein | CCD, CMOS Industriekamera |
| Modul zur Formung von Streifenflecken | Optional | Optional | Optional | Optional |
| Typische Abscheidungseffizienz | ≥10mm³/s | ≥10mm³/s | ≥10mm³/s | ≥10mm³/s |
| Streifenspot Größe | 8×2mm, 10×2mm, 12×2mm, 15×2,5mm, 16×3mm | 8×2mm, 10×2mm, 12×2mm, 15×2,5mm, 16×3mm | 8×2mm, 10×2mm, 12×2mm, 15×2,5mm, 16×3mm | 8×2mm, 10×2mm, 12×2mm, 15×2,5mm, 16×3mm |
| Abmessungen (L×B×H) | 122×102×364mm | 200×102×364mm | 309×102×258mm | 309×102×258mm |
| Gewicht | 4,5 kg | 5kg | 6kg | 6,5 kg |
Auswahl der Teile für den Laserstrahl-Auftragschweißkopf
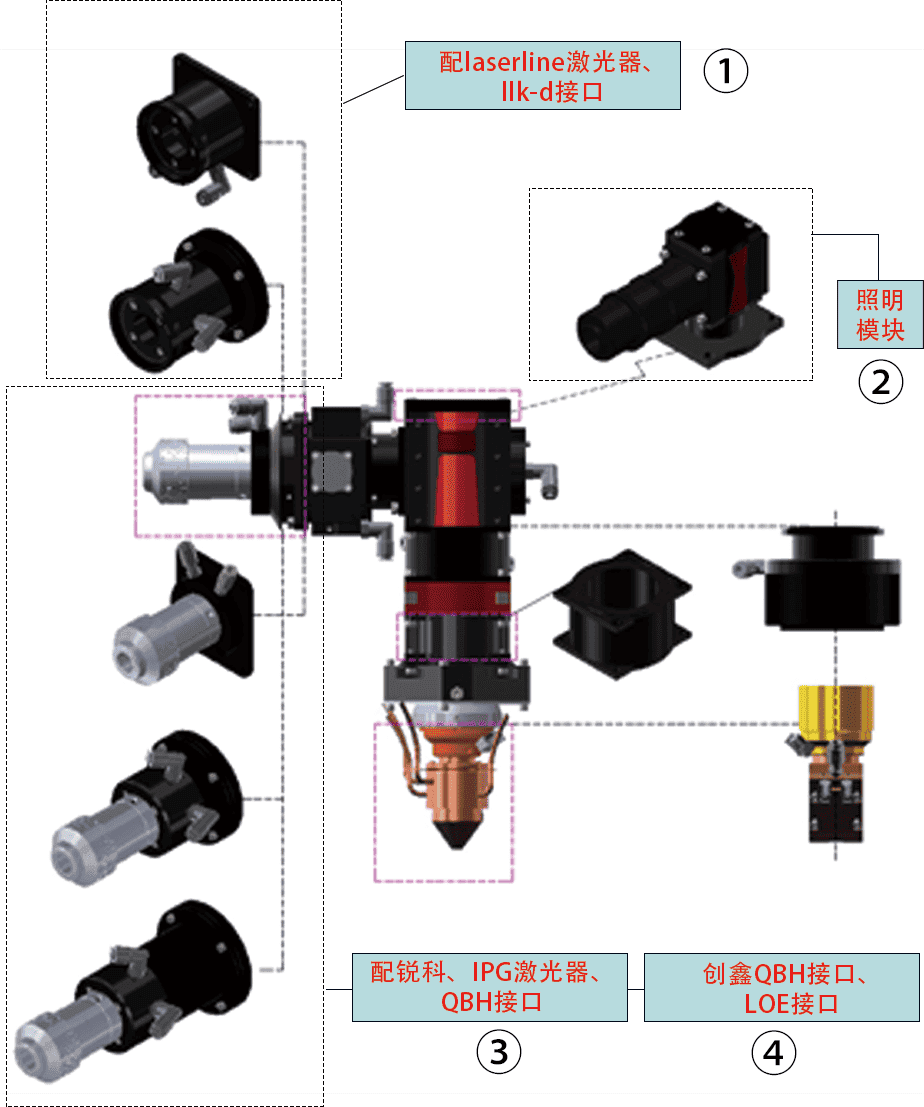
②Beleuchtungsmodul
③Ausgestattet mit Raycus, IPG Laser-QBH Schnittstelle
④Ausgestattet mit MAX-Laser-QBH-Schnittstelle, LOE-Schnittstelle
Beschreibung des optionalen Moduls
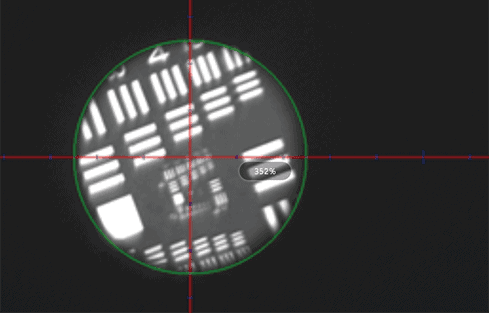
- Bildgebendes Modul: kann die Fehlersuche und -korrektur auf der Grundlage des Beschichtungszustands der Substratoberfläche durch koaxiale Beleuchtung realisieren;
- Echtzeit-Bildgebung und Closed-Loop-Feedback-Kontrolle: kann die Größe, Form, Temperatur, etc. des geschmolzenen Pools durch Laser-Cladding in Echtzeit zu überwachen, und erfassen und zurück zu den relevanten Parametern an das Steuersystem in Echtzeit für die Echtzeit-Anpassung, so dass eine stabilere und qualitativ hochwertige Cladding-Effekt zu erhalten;
- Formgebungsmodul: kann die Ausgabe von großen streifenförmigen Lichtpunkten realisieren, was die Effizienz der Verkleidung erheblich verbessert.
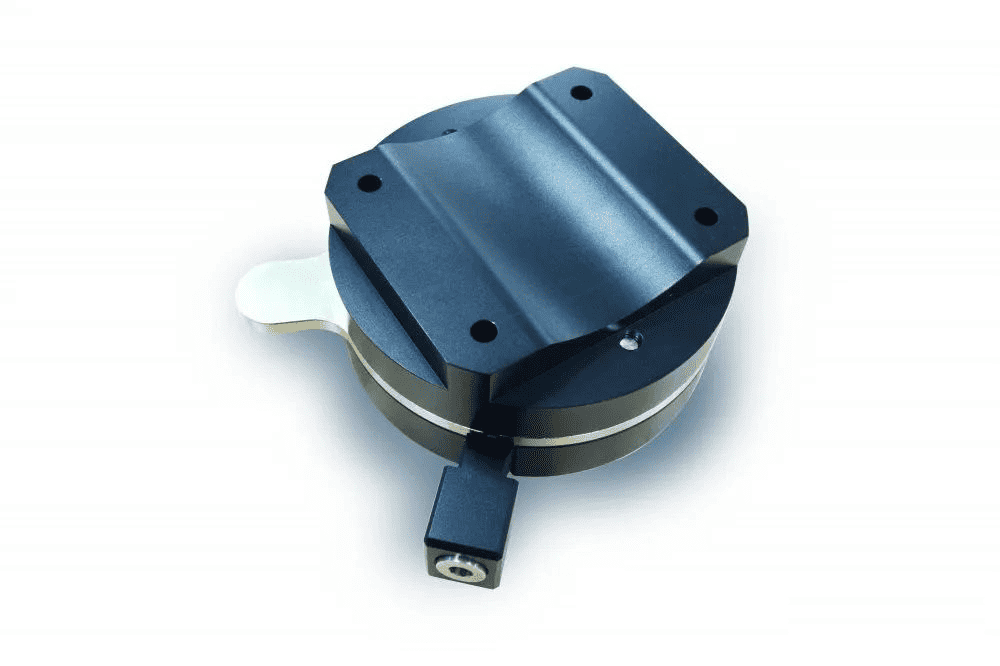
Schnellwechselvorrichtung für den Laser-Beschichtungskopf
Die von unserem Unternehmen entwickelte Schnellwechseleinrichtung stellt die Verbindung zwischen dem Roboter und dem Laserkopf her, schaltet schnell die Zusammenarbeit zwischen Laserköpfen verschiedener Spezifikationen und dem Roboter um, kann bei einer Vielzahl von Prozessen frei wechseln und passt sich in Zusammenarbeit mit der Drehplattform an die Anforderungen des Beschichtungs- und Schweißprozesses von Werkstücken verschiedener Formen, Materialien und Größen an.
Das Umschalten des Werkzeugkopfes erfordert eine manuelle Bedienung durch den Bediener. Die einzelnen Schritte sind wie folgt:
1) Stellen Sie sicher, dass alle Energiequellen des Geräts sicher abgeschaltet sind;
2) Reinigen Sie den Werkzeugkopf von Staub, Schweißschlacke, Pulver usw., ziehen Sie die optische Faser heraus und tragen Sie eine Schutzkappe;
3) Schneiden Sie das Pulverförderrohr, das Schutzgas und andere Rohrleitungen zwischen dem Pulverförderer und dem Beschichtungskopf ab;
4) Lösen Sie die Schnellwechselverbindung und entfernen Sie den Hochgeschwindigkeits-Umhüllungskopf;
5) Setzen Sie den Breitbandverkleidungskopf wieder auf und verriegeln Sie die Schnellwechselverbindung;
6) Verbinden Sie die optische Faser und das Kühlwasser Schutzgas Pulver Zuführungsrohr, etc;
7) Schalten Sie das Gerät ein und bereiten Sie sich auf die Arbeit vor.
Produktvorteile
- Die klare koaxiale visuelle Darstellung erleichtert die genaue Positionierung und das Teachen von Laser und Teilen;
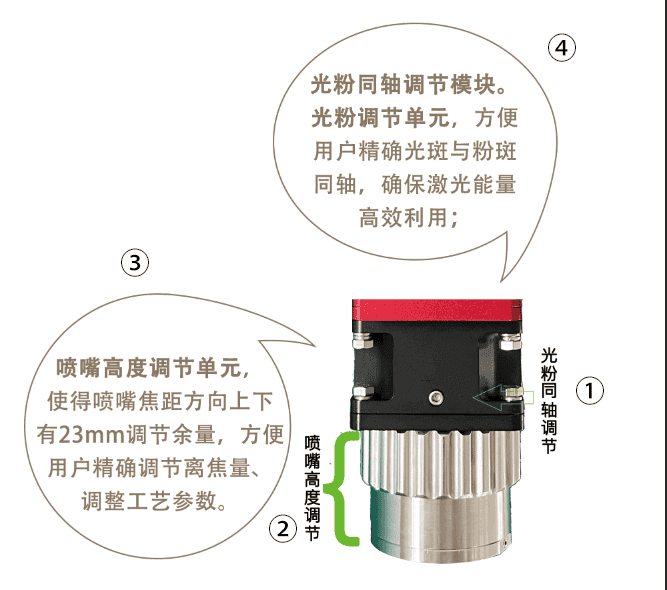
- Die Fokusposition des Laserspots kann entlang der Brennweitenrichtung in einem Bereich von 10 mm nach oben und unten verstellt werden, so dass der Benutzer die Defokussierung und die Beschichtungsbreite genau einstellen kann;
- Koaxiales Modul zur Einstellung des Lichtpulvers: Die Lichtpulver-Einstelleinheit erleichtert es dem Benutzer, den Lichtfleck und den Pulverspot genau zu koaxialisieren, um eine effiziente Nutzung der Laserenergie zu gewährleisten; die Düsenhöhen-Einstelleinheit ermöglicht eine 23 mm große Einstellspanne nach oben und unten in Richtung der Brennweite der Düse, was für den Benutzer bequem ist, um den Defokusbetrag genau einzustellen und die Prozessparameter anzupassen;
- Er kann mit einem Homogenisierungslinsenmodul ausgestattet werden, um den kreisförmigen Fleck in einen rechteckigen Fleck zu verwandeln, so dass die Energiedichte gleichmäßig abgegeben wird, und er wird für großflächiges Hochleistungs-Auftragschweißen oder Laserabschrecken mit einer linearen Pulverstromdüse verwendet.


Ähnliche Produkte
Beherrschung von Kerntechnologien in der additiven Fertigung und Oberflächenbehandlung von Hochleistungsmetallen









