Prezentacja charakterystyki sprzętu
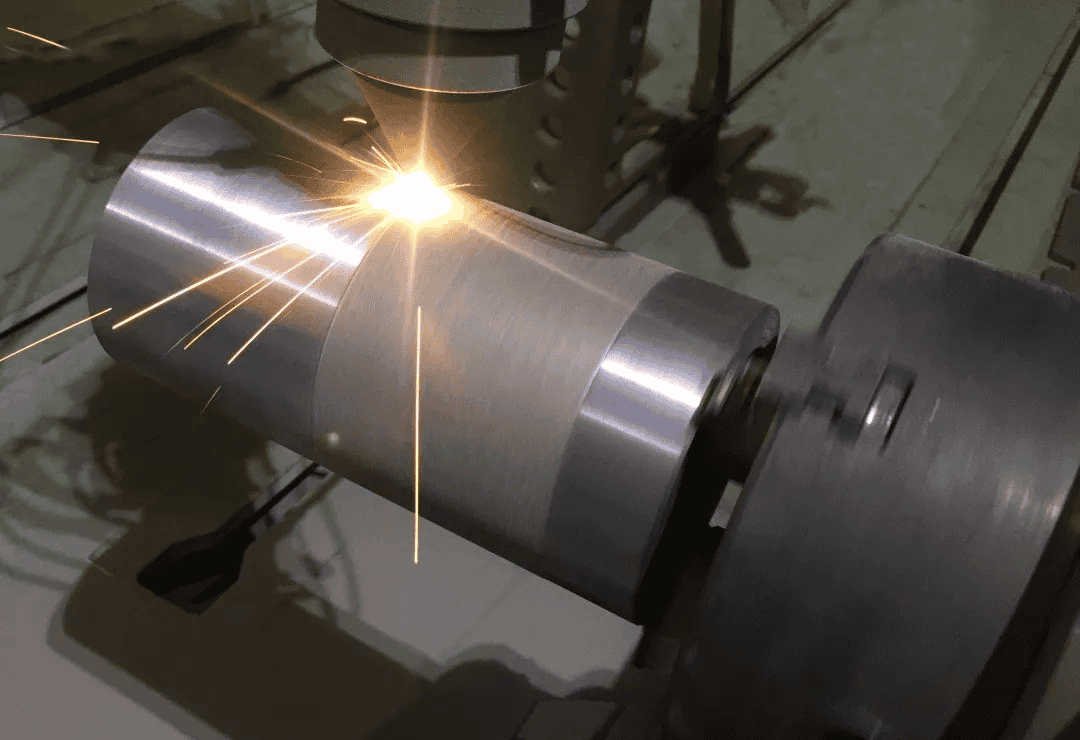
Technologia napawania laserowego wykorzystuje drut metalowy jako materiał okładzinowy i jest stosowany przede wszystkim w produkcji ochronne powłoki powierzchniowe, laserowa regeneracja uszkodzonych lub zużytych komponentów, i okładziny smukłe wały, konstrukcje cienkościenne i inne części wrażliwe na odkształcenia.
Ta głowica okładzinowa jest kompatybilna z szerokim zakresem Materiały i specyfikacje do drutu zimnego i gorącego, zapewniając doskonałą adaptowalność do różnorodnych zastosowań przemysłowych obejmujących odporność na zużycie, przywracanie wymiarów i precyzyjne ulepszanie powierzchni.
przetworzone próbki

Wysokie wykorzystanie materiału
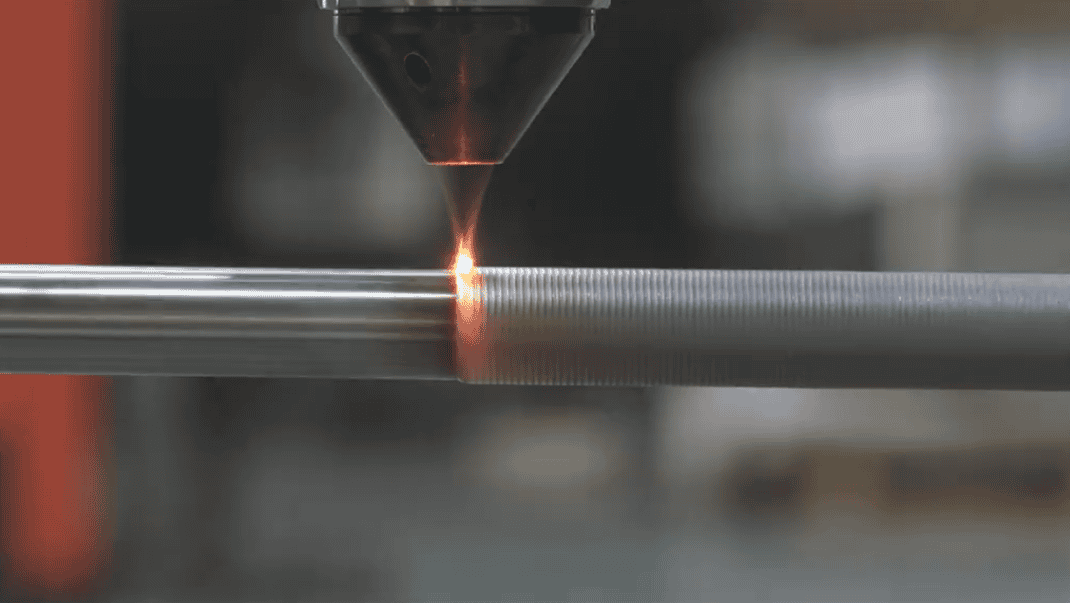
Proces drutowy charakteryzuje się doskonałym wykorzystaniem materiału, minimalnym dopływem ciepła i niskim odkształceniem termicznym. Wytwarza gładkie i jednolite warstwy okładzin o wyrafinowanej mikrostrukturze, wysokiej sile wiązania, niskim współczynniku rozcieńczenia i zredukowanym poziomie defektów.
Wysoka szybkość osadzania
Dzięki zoptymalizowanemu systemowi podawania gorącego drutu, głowica napawająca osiąga znacznie wyższe szybkości osadzania - do 2,5× szybciej-Poprawa produktywności w produkcji wielkopowierzchniowej i wielkoseryjnej.
Zoptymalizowana struktura chłodzenia wodą
Wysoce wydajna konstrukcja chłodzenia wodnego zapewnia stabilne zarządzanie temperaturą i obsługuje 24-godzinne ciągłe i niezawodne działanie, nawet przy długotrwałych obciążeniach przemysłowych.
Regulacja w czterech wymiarach
Zaawansowany wieloosiowy mechanizm podawania drutu umożliwia precyzyjne Czterowymiarowa regulacja położenia, zapewniając precyzyjne podawanie drutu do jeziorka spawalniczego, co poprawia stabilność procesu i jakość napawania.
Wydłużona żywotność
Zintegrowane współosiowe moduły gazu ekranującego zwiększają ochronę przed stopieniem i zmniejszają utlenianie, a doskonała konstrukcja termiczna wydłuża żywotność krytycznych elementów optycznych i soczewek ochronnych.
Bogata funkcjonalność
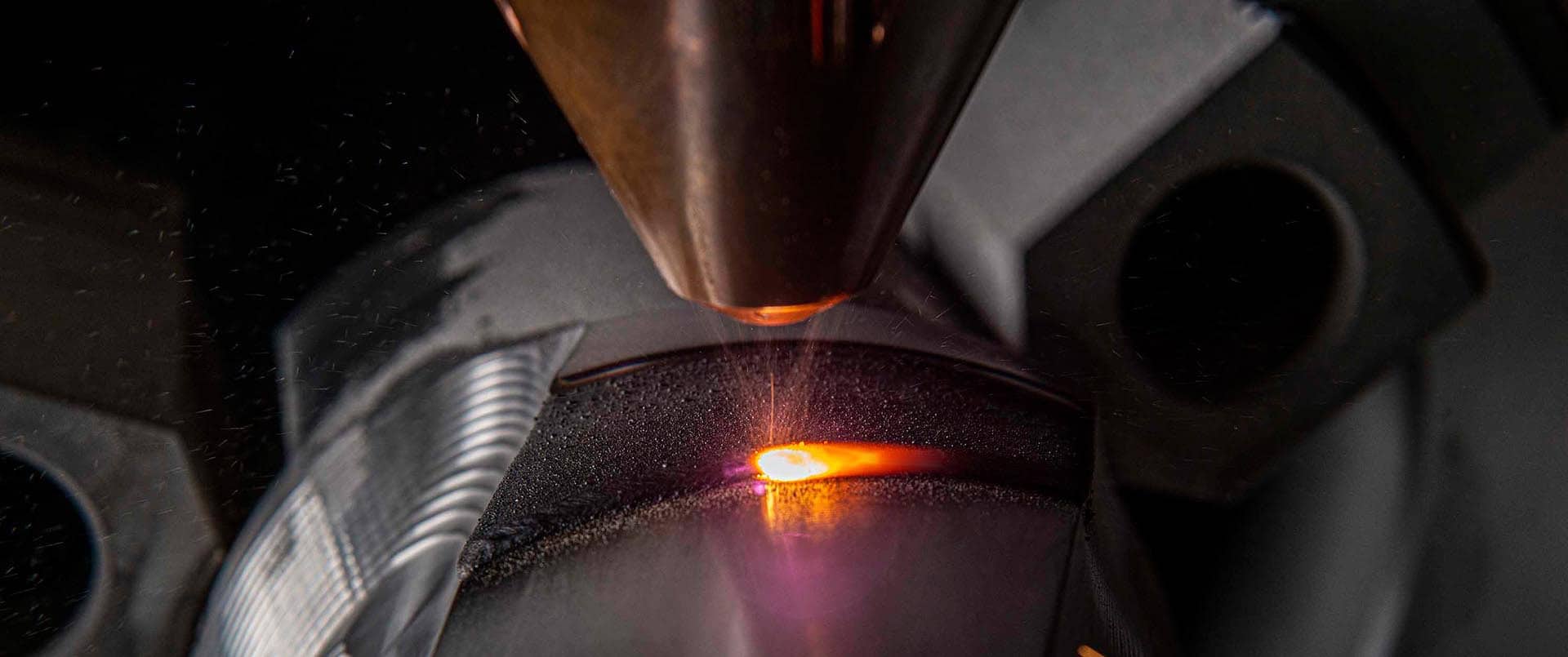
Głowica okładzinowa obsługuje szeroki zakres funkcji i może być szybko dostosowana do przełączania między napawanie drutem metalowym, napawanie proszkowe i inne tryby przetwarzania hybrydowego, zapewniając wysoką elastyczność w różnorodnych zastosowaniach przemysłowych.
Typowe zastosowania
Naprawa wałów i czopów
Renowacja form i odbudowa krawędzi
Napawanie laserowe i powłoka odporna na zużycie
Dodatkowa produkcja strukturalna
Odnawianie komponentów hydraulicznych i urządzeń energetycznych
Precyzyjna naprawa części lotniczych i samochodowych
| Przedmiot | Specyfikacja |
|---|---|
| Interfejs lasera | QBH, QD, LLK-D, LOE itp. |
| Struktura ścieżki optycznej | Odblaskowa ścieżka optyczna |
| Grupa soczewek ochronnych | 3 warstwy |
| Metoda chłodzenia | Chłodzenie wodą |
| Moc znamionowa | ≤12,000 W |
| Odległość | 150 mm |
| Odległość kolimacji | 300 mm |
| Optyka ogniskująca | Prostokątny punkt: 3 × 3 mm, 4 × 4 mm Okrągły punkt: 2-5 mm (regulowany) |
| Stosowana długość fali | 900-1080 nm |
| Wydajność transmisji laserowej | ≥99.25% |
| Czujnik temperatury | Monitorowanie temperatury soczewki ochronnej |
| Struktura podawania drutu | Podawanie drutu w czterech osiach |
| Grubość warstwy okładziny | 0,1-3,0 mm |
| Prędkość podawania drutu | 0-100 mm/s (zimny drut) 0-200 mm/s (gorący drut) |
| Kompatybilne materiały przewodów | Stale nierdzewne, stale konstrukcyjne, stopy na bazie niklu, stopy na bazie kobaltu, stopy miedzi itp. |
| Odpowiednia średnica przewodu | Ø0,8 mm - Ø1,6 mm |
| Współczynnik wykorzystania materiałów | 100% |
| Waga | 7,5 kg |
| Funkcje opcjonalne | Monitorowanie CCD, dalmierz laserowy |
Produkty powiązane
Opanowanie kluczowych technologii w zakresie wysokowydajnego wytwarzania addytywnego metali i obróbki powierzchni









