Prezentacja charakterystyki sprzętu
Automatyczny sprzęt do napawania laserowego dla wycinarek pick cutter został opracowany niezależnie przez naszą firmę. Integruje ono moduły liniowe, dwuosiowe pozycjonery oraz urządzenia do załadunku i rozładunku. Jest przeznaczony do wielomateriałowej produkcji addytywnej elementów obrabianych i nadaje się do badań materiałowych i wzmacniania powłok powierzchniowych. Urządzenie jest przeznaczone do bezpośredniego formowania i naprawy metalu, może przetwarzać niereaktywne proszki metali i wykorzystuje technologię bezpośredniej laserowej produkcji addytywnej metalu. Dzięki wysoce zintegrowanym modułom sterowania, napędom serwomotorów i dyszom proszkowym, zapewnia bezpieczną i łatwą obsługę, precyzyjną kontrolę kształtu i szybkie formowanie. Otwarta architektura oprogramowania zapewnia systemowi sterowania wysoki stopień swobody w regulacji parametrów, które można elastycznie optymalizować w celu spełnienia rygorystycznych wymagań produkcyjnych. Ogólnie rzecz biorąc, sprzęt łączy w sobie wysoką wydajność, elastyczność i precyzję, i jest idealnym wyborem do badań materiałowych i wzmacniania powierzchni.
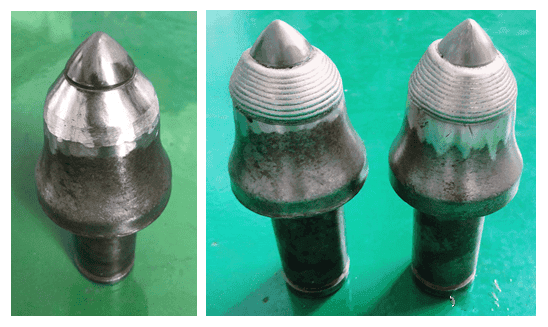
przetworzone próbki




Automatyczny sprzęt do napawania laserowego do frezów opracowany niezależnie przez naszą firmę integruje moduły liniowe, dwuosiowe pozycjonery oraz automatyczne systemy załadunku i rozładunku i jest przeznaczony do bezpośredniego formowania metalu i precyzyjnych napraw. Technologia bezpośredniej laserowej produkcji addytywnej metali jest wykorzystywana do wydajnego przetwarzania nieaktywnych proszków metali i realizacji wielomateriałowej produkcji addytywnej. Sprzęt jest skoncentrowany na wysoce zintegrowanym module sterującym, precyzyjnym serwomotorze, głowicy laserowej i urządzeniu do podawania proszku, aby zapewnić bezpieczną pracę, precyzyjny kształt i szybkie formowanie. Otwarta architektura oprogramowania zapewnia elastyczną regulację parametrów w celu spełnienia rygorystycznych wymagań produkcyjnych.
Sprzęt ten łączy w sobie znakomity wygląd przemysłowy z potężnymi funkcjami. Nie tylko uwzględnia naprawy i druk 3D, ale także ma przystępną cenę, jest pozycjonowany w średnim i niskim zakresie i jest doskonale dostosowany do masowej produkcji i potrzeb lean manufacturing. Jego główne cechy obejmują:
- Wysoka integracja i elastyczność: Laser można dowolnie konfigurować, wszystkie podstawowe komponenty są wykonane samodzielnie, system jest wysoce zintegrowany i wyposażony w różnorodne pakiety procesowe i akcesoria, aby w pełni zaspokoić ogólne potrzeby rynku.
- Serwonapęd i precyzyjny ruch: Moduł liniowy z serwonapędem charakteryzuje się wysoką dokładnością ruchu, stabilnością dynamiczną, zwartą konstrukcją i wygodną konserwacją. Konstrukcja modułu liniowego zapewnia, że pozycja osi ruchu i głowicy lasera jest stała, a obciążenie nie ulega wahaniom.
- Ochrona środowiska i czysta produkcja: Zamknięta konstrukcja z blachy i urządzenie odpylające skutecznie izolują kurz i chronią środowisko warsztatu.
- Wydajna automatyzacja: Urządzenie do automatycznego załadunku i rozładunku poprawia wydajność przetwarzania pobieranego elementu i znacznie zmniejsza pracochłonność.
- Scentralizowane sterowanie programowe: Główne komponenty, takie jak sterowanie ruchem, laser i podajnik proszku, są sterowane przez scentralizowany program, z wysoką integracją i łatwą obsługą.
- System sterowania PLC: System sterowania ruchem oparty na sterowniku PLC charakteryzuje się nie tylko stabilną wydajnością, ale także znaczną opłacalnością.
| Nazwa sprzętu | Zautomatyzowany sprzęt do napawania laserowego dla Picks |
| Moc lasera | 3 - 6 kW |
| Metoda chłodzenia | Woda - chłodzenie |
| Laser | Ciągły laser światłowodowy |
| Dokładność powtarzania podawania proszku | ≤±1% |
| Stabilna moc | <±2% (2h) |
| Skok w dwóch osiach (XZ) | 600X200mm |
| Regulacja współosiowości ścieżki optycznej | Precyzyjna regulacja w kierunkach X - Y |
| Dokładność powtarzania pozycjonowania | ±0,05 mm |
| Zakres regulacji ostrości | ±3 mm |
| Głowica laserowa | Głowica lasera w wersji prostej |
| Rozmiar plamki proszku | 1,0 - 1,5 mm |
| Podajnik proszku | Ciśnieniowy podajnik proszku z podwójnym bębnem obrotowym |
| Dysza | Chłodzona wodą wzmocniona współosiowa dysza pierścieniowa |
| Dokładność powtarzania podawania proszku | ≤±1% |
| Przepływ podawania proszku | 1 - 45 g/min |
| Wygląd | Całkowicie zamknięty przez blachę |
| Oprogramowanie konfiguracyjne | Oprogramowanie do monitorowania online |
Przypadek zastosowania
Pierwotna twardość naprawianego obszaru wiertła maszyny górniczej wynosi około HRC50. Po obróbce platerowania efekt pokazano na poniższym rysunku. Twardość warstwy okładziny osiągnęła HRC55 po testach.







Produkty powiązane
Opanowanie kluczowych technologii w zakresie wysokowydajnego wytwarzania addytywnego metali i obróbki powierzchni









