Technologie de rechargement laser : à la pointe de la révolution verte dans la réparation des pièces de navires
Dans les environnements difficiles des fleuves et des océans, les composants des navires et des bateaux sont constamment soumis à la corrosion, à l'usure et à des charges cycliques. Les technologies de réparation traditionnelles, en raison de leurs limites, ne parviennent souvent pas à répondre à la demande croissante de haute fiabilité, de longue durée de vie et d'entretien à faible coût des équipements modernes de transport maritime et de défense. Dans ce contexte, rechargement laser en tant que méthode d'ingénierie avancée de “refabrication”, apparaît comme une solution révolutionnaire pour relever les défis de la réparation navale.
1. Goulets d'étranglement et limites des technologies de réparation traditionnelles
Pour comprendre la valeur du revêtement au laser, il est essentiel de reconnaître d'abord les lacunes des méthodes de réparation traditionnelles :
- galvanoplastie: La couche de réparation est extrêmement fine (généralement quelques micromètres seulement) et a une faible capacité de charge. Plus important encore, la solution de déchets produite lors de la galvanoplastie, qui contient des métaux lourds, entraîne des coûts d'élimination élevés et pose des problèmes environnementaux importants, ce qui la rend obsolète dans de nombreuses régions.
- Projection thermique: La liaison entre le revêtement et le substrat est principalement mécanique, ce qui se traduit par une faible force d'adhérence. Dans des conditions de vitesse, de charge élevée ou d'impact, le revêtement peut facilement se décoller, ce qui compromet la fiabilité.
- Revêtement par arc transféré par plasma: Bien que la force de collage soit élevée, l'apport excessif de chaleur entraîne une large zone affectée par la chaleur et une déformation importante. De nombreux composants de précision ou à parois minces sont mis au rebut en raison de déviations dimensionnelles après réparation, ce qui entraîne une augmentation des coûts de réparation au lieu d'une diminution.
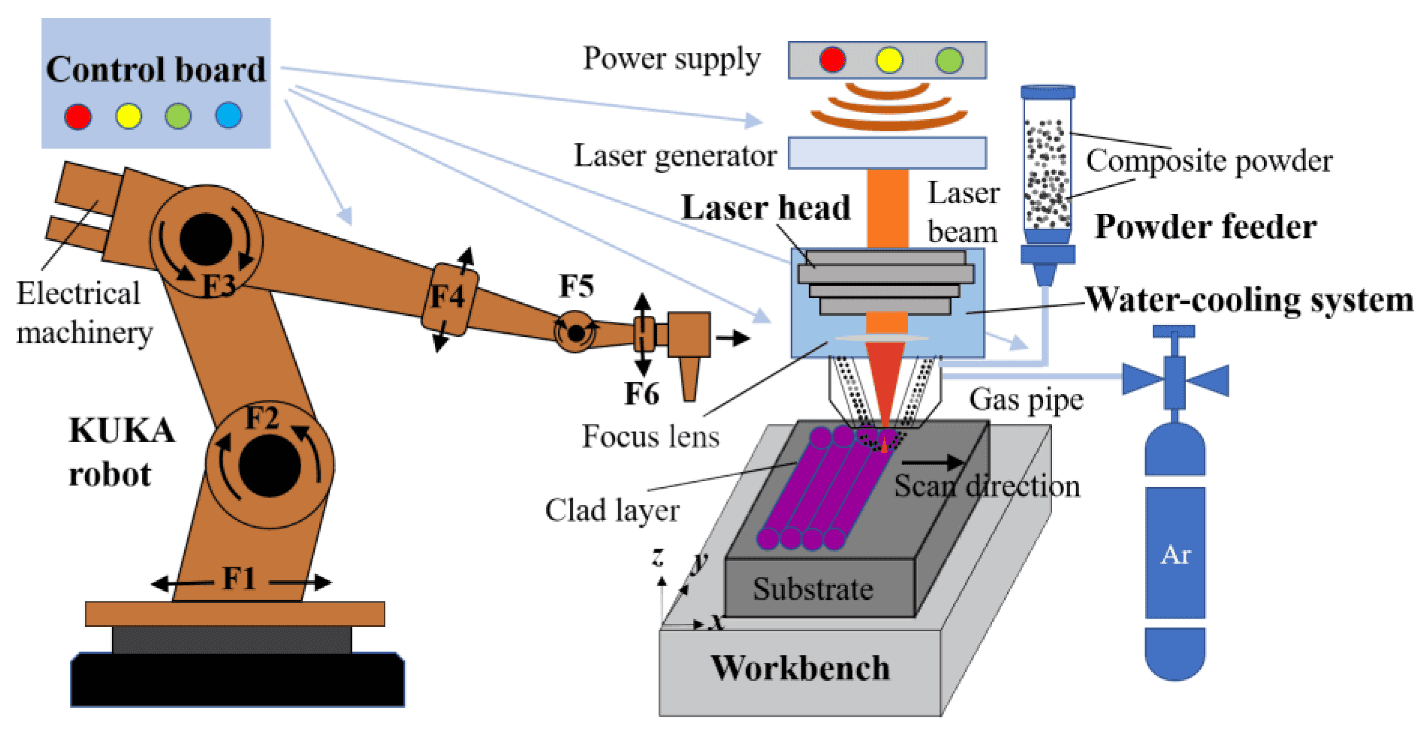
2. Technologie de revêtement par laser : Principes et principaux avantages
Revêtement laser est une technologie avancée de modification de la surface. Le processus consiste à acheminer avec précision un mélange spécifique de poudres d'alliage vers la zone à réparer de la pièce à l'aide d'un système d'alimentation en poudre. Un faisceau laser à haute densité énergétique est utilisé pour faire fondre la poudre et une fine couche de la surface du matériau de base. Après un refroidissement et une solidification rapides, une couche de revêtement fonctionnelle liée métallurgiquement est formée.
Par rapport aux méthodes traditionnelles mentionnées ci-dessus, les avantages du revêtement par laser sont systémiques :
- Excellente performance de collage: La couche de revêtement est liée métallurgiquement au substrat, avec une force de liaison atteignant plus de 90% de la résistance du matériau de base, ce qui élimine fondamentalement le risque de délamination du revêtement.
- Apport de chaleur et déformation minimaux: L'énergie laser est fortement concentrée avec un temps d'action court (chauffage et refroidissement rapides), ce qui entraîne une influence thermique minimale sur la pièce à usiner. Cela permet de contrôler la déformation de pièces de précision telles que les arbres et les palonniers à un niveau extrêmement bas (même à l'échelle du micromètre), évitant ainsi la nécessité d'un traitement secondaire ou d'une correction.
- Composition de revêtement contrôlable et excellente performance: En raison du faible taux de dilution (généralement inférieur à 5%), la composition de la couche de revêtement est principalement déterminée par la poudre utilisée, ce qui permet de conserver au maximum les performances de conception. Cela signifie que :
- Restauration dimensionnelle: “Réparation homogène” avec des matériaux similaires au matériau de base.
- Amélioration des performances: Utilisation de poudres d'alliages avancés (tels que les matériaux composites à base de nickel, de cobalt ou de métal-céramique) pour modifier la surface et rendre les composants réparés plus performants que les pièces neuves.
- Flexibilité dans le traitement et le gradient fonctionnel: Grâce à la programmation, la trajectoire du laser et le taux d'alimentation en poudre peuvent être facilement contrôlés afin de réparer avec précision des surfaces complexes (telles que des hélices ou des boîtiers de pompe). En outre, en modifiant la formulation de la poudre, il est possible de préparer des revêtements avec des compositions et des propriétés différentes, ce qui permet d'atténuer efficacement les contraintes internes causées par les différences de propriétés physiques entre le substrat et le revêtement.
- Respectueux de l'environnement et rentable: Le processus ne produit pas d'émissions nocives, ce qui en fait une méthode de fabrication écologique. En restaurant et même en améliorant les performances de pièces de rebut coûteuses, il s'aligne sur le concept de “remanufacturation”, permettant d'économiser jusqu'à 70% de coûts et plus de 60% de consommation d'énergie, ce qui offre des avantages économiques et sociaux significatifs.

3. Applications typiques du rechargement par laser dans la réparation navale
Revêtement laser offre des solutions parfaites à de nombreux problèmes de réparation dans l'industrie maritime :
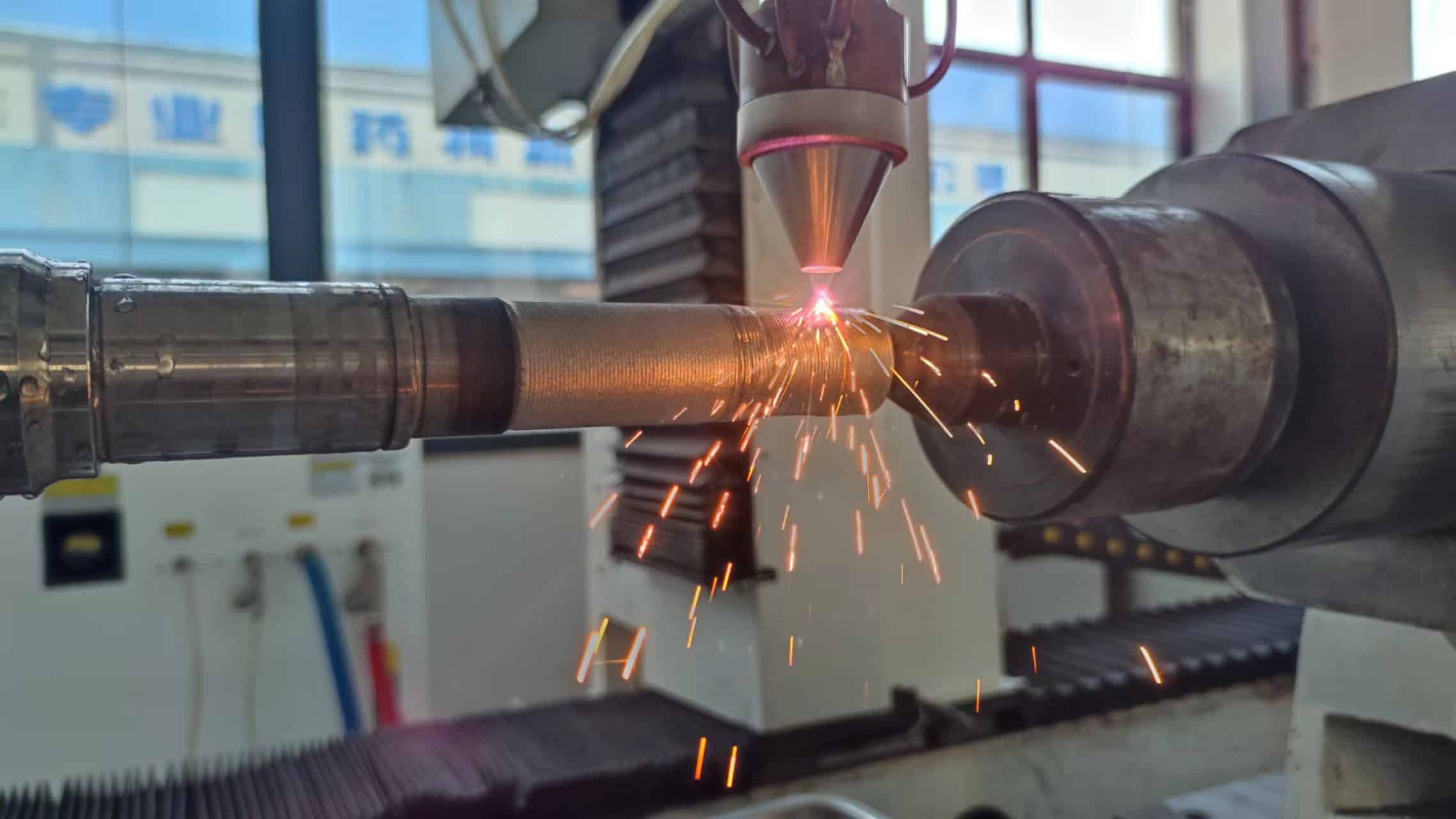
- Systèmes d'arbres de navire (par exemple, arbres d'étambot, arbres intermédiaires): Les méthodes de réparation traditionnelles impliquent des procédures de redressement compliquées et peuvent entraîner une réduction de la résistance à la fatigue. Le rechargement par laser permet une réparation proche de la forme du filet avec une déformation minimale. Après un léger meulage, le composant réparé peut être utilisé, ce qui raccourcit considérablement le temps de réparation.
- Composants en fonte et en acier inoxydable: La réparation de ces matériaux pose le problème des fissures dans la couche de revêtement. En contrôlant précisément les paramètres du laser (tels que la puissance, la vitesse de balayage et la température de préchauffage) et en sélectionnant les bonnes poudres, rechargement laser peut supprimer efficacement la ségrégation du carbone et la formation de phases fragiles, ce qui permet d'obtenir des réparations de haute qualité, sans fissures.
- Composants hydrauliques critiques (par exemple, pistons, chemises de cylindres): Une couche de matériau composite en carbure de tungstène à base de cobalt, de haute dureté et résistant à la corrosion, peut être appliquée sur leur surface, ce qui multiplie la résistance à l'usure.
- Composants complexes (par exemple, hélices, pales de gouvernail): À l'aide de robots ou de machines à cinq axes, des réparations locales précises peuvent être effectuées sur les zones de cavitation et de corrosion des pales, afin de restaurer leur forme hydrodynamique.
4. Conclusion et perspectives d'avenir
La technologie de revêtement par laser est plus qu'une simple méthode de réparation, c'est une technologie de pointe. remanufacturation qui donne une “seconde vie” aux composants. Avec ses avantages uniques de liaison métallurgique, de faible dilution, de faible apport de chaleur et de grande flexibilité, elle a réussi à surmonter les défauts inhérents aux processus de réparation traditionnels.
À mesure que le coût des lasers diminue, les bases de données des processus s'améliorent et le contrôle intelligent se généralise, rechargement laser trouvera des applications encore plus larges dans la construction et la réparation navales. Elle permet non seulement aux armateurs et aux forces armées d'économiser des coûts substantiels en matière d'achat de pièces détachées et de mise au rebut, mais aussi d'améliorer la fiabilité et la durée de vie des équipements, apportant ainsi un soutien solide à la sécurité de la navigation et aux capacités de défense nationale. L'avenir de la promotion et de l'application de la technologie du rechargement par laser est immensément prometteur.
Graham Luo
Graham Luo - Ingénieur principal, spécialiste du moulage par injection de titane Graham Luo est une autorité reconnue dans le domaine du moulage par injection de métal (MIM), avec une spécialisation dans les alliages de titane. Actuellement ingénieur principal dans un institut de recherche sur les métaux non ferreux, il est titulaire d'un doctorat de l'Association Helmholtz des centres de recherche allemands et a été chercheur postdoctoral, ce qui lui a permis d'acquérir une base théorique approfondie et une expérience des institutions de recherche européennes de premier plan. Ses recherches portent sur le cœur de la technologie MIM et se concentrent sur des domaines critiques tels que la rhéologie des matières premières de titane, les processus de déliantage catalytique/thermique à faible teneur en carbone/oxygène et la...

{kind=link}
{kind=link}
{kind=link}