Giới thiệu các đặc tính của thiết bị
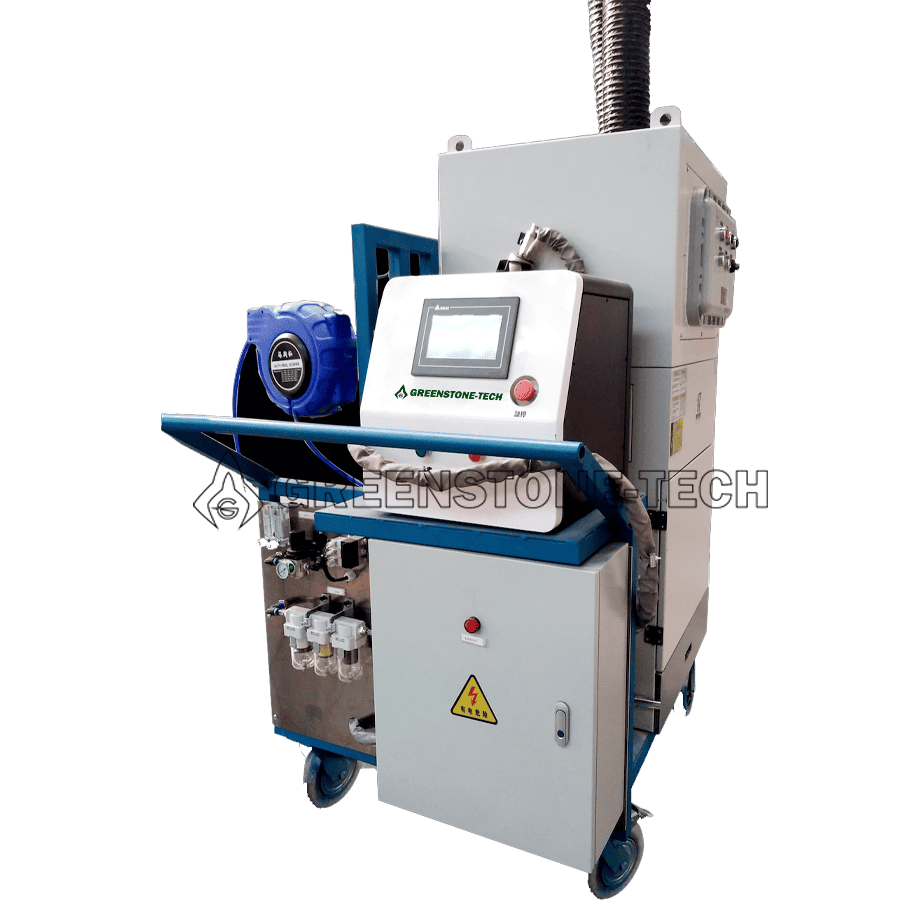
Thiết bị phun lạnh hợp kim nhôm chủ yếu bao gồm bốn bộ phận: hệ thống máy phun lạnh chính, hệ thống cấp bột, hệ thống thu gom bụi công nghiệp và hệ thống tăng áp. Thiết bị này có thể đáp ứng các nhu cầu ứng dụng trong sửa chữa phun lạnh tại hiện trường công nghiệp, cải tạo bề mặt, v.v. đối với vật liệu nhôm và hợp kim nhôm, giúp tiết kiệm chi phí khi áp dụng công nghệ phun lạnh trong công nghiệp.
mẫu đã qua xử lý



Ưu điểm của thiết bị
1. Hoạt động di động: dễ dàng di chuyển và vận hành;
2. Chất lượng lớp phủ cao: độ bám dính của lớp phủ >35 MPa, độ xốp <21%, có thể sửa chữa tại chỗ
Ưu điểm kỹ thuật
1. Nhiệt độ phun thấp, ít ảnh hưởng đến cấu trúc vật liệu, ít tác động nhiệt,
2. Hiệu suất phun cao, tỷ lệ sử dụng vật liệu phun cao, không xảy ra quá trình oxy hóa trong quá trình pha chế lớp phủ hữu cơ, lớp phủ dày đặc, độ xốp thấp.
3. Dịch vụ sửa chữa trực tuyến di động, tích hợp chức năng khử bụi chống cháy nổ, an toàn và đáng tin cậy, nhanh chóng và dễ di chuyển, hoạt động ở nhiệt độ thấp;
Phạm vi ứng dụng
Chủ yếu được sử dụng để tái chế và gia cố bề mặt các chi tiết như hợp kim nhôm, hợp kim đồng và thép không gỉ, cũng như để chế tạo vật liệu composite gốm và hợp kim nhôm.
| Thông số kỹ thuật thiết bị | Giá trị |
| Áp suất phun | 0,5–1,2 MPa |
| Nhiệt độ sưởi ấm bằng gas | 300–600°C |
| Tốc độ cấp bột | 3–15 kg/giờ |
| Khoảng cách phun | 5–15 mm |

| In 3D kim loại bằng phương pháp phun lạnh Phun lạnh là một phương pháp lắng đọng bột tận dụng khả năng tự kết dính của các hạt bột rắn để tạo ra sự liên kết giữa các hạt. Quá trình tự kết dính này chỉ có thể diễn ra trong điều kiện va chạm ở tốc độ cao. Nhờ các nghiên cứu về thiết bị và quy trình phun lạnh, một số hạn chế của phương pháp này đã dần được khắc phục, và phạm vi ứng dụng của nó cũng ngày càng được mở rộng. Công nghệ phun lạnh là một phương pháp chế tạo lớp phủ do Papyrin và các cộng sự tại Viện Cơ học Lý thuyết và Ứng dụng thuộc Viện Hàn lâm Khoa học Liên Xô cũ phát minh vào giữa đến cuối thập niên 1980. Các nghiên cứu đã chỉ ra rằng khi tốc độ phun bột vượt quá một giá trị giới hạn nhất định, bột sẽ bám dính lên bề mặt sau khi va chạm với vật liệu nền, từ đó hình thành lớp phủ. Do đó, họ đã đề xuất khái niệm phun lạnh vào năm 1990 và công bố bài báo đầu tiên về công nghệ này. Kể từ đó, công nghệ phun lạnh đã dần thu hút sự chú ý của giới chuyên môn nhờ những ưu điểm trong quá trình chế tạo, và phát triển nhanh chóng trong lĩnh vực công nghệ chế tạo lớp phủ bề mặt vật liệu. Đồng thời, các nhà nghiên cứu cũng đã tiến hành phát triển thiết bị phun lạnh, nghiên cứu về nguyên lý lắng đọng lớp phủ cũng như cấu trúc và tính chất của lớp phủ, điều này đã đóng vai trò tích cực trong việc thúc đẩy sự phát triển và ứng dụng của công nghệ phun lạnh. Công nghệ phun lạnh là một loại công nghệ phun mới dựa trên nguyên lý khí động học. Công nghệ này sử dụng khí nén để đẩy các hạt bột qua vòi phun hội tụ Laval nhằm tăng tốc chúng, từ đó các hạt bột siêu âm va chạm với bề mặt vật liệu nền, trải qua quá trình biến dạng dẻo và bám dính lên bề mặt vật liệu nền để tạo thành lớp phủ. Dựa trên áp suất khí phun và phương pháp cấp bột, thiết bị phun lạnh chủ yếu được chia thành hai loại: phun lạnh áp suất cao (1,5~4,0 MPa) và phun lạnh áp suất thấp (0,6~1,5 MPa). Hệ thống thiết bị phun lạnh áp suất cao chủ yếu sử dụng N₂ (nitơ), He (heli) hoặc hỗn hợp của hai khí này làm nguồn khí. Mạch khí áp suất cao và đường ống dẫn bột của hệ thống này hoạt động độc lập với nhau. Bột phun đi vào từ đầu trước của vòi phun hội tụ, trộn lẫn với dòng khí nóng bên trong vòi phun, sau đó được gia tốc và phun ra qua vòi phun hội tụ. Hệ thống thiết bị này tương đối lớn và chủ yếu là cố định. Ngoài ra, nhiệt độ phun của thiết bị tương đối cao (200~800℃), và tốc độ bột phun có thể đạt 300~1200m/s; tốc độ lắng đọng lớp phủ cao, cấu trúc đồng đều và dày đặc, và có thể nhanh chóng tạo ra các lớp phủ diện tích lớn; nhưng đồng thời, cũng có những nhược điểm như tiêu thụ khí và bột lớn, chi phí kinh tế phun cao, và khó vận chuyển thiết bị. Về mặt lý thuyết, công nghệ phun lạnh có thể tạo ra hầu hết các lớp phủ kim loại và composite kim loại/gốm có độ dày trên 50 µm; lớp phủ được tạo ra bằng phương pháp phun lạnh có khả năng chống chịu nhiệt độ cao, ăn mòn, xói mòn, oxy hóa và ăn mòn hóa học một cách hiệu quả. Hiện nay, công nghệ này được ứng dụng rộng rãi trong các lĩnh vực hàng không vũ trụ, ô tô, năng lượng, y tế, hàng hải và nhiều lĩnh vực khác, đồng thời thể hiện những ưu điểm độc đáo trong lĩnh vực công nghệ sản xuất gia tăng. |



Sản phẩm liên quan
Nắm vững các công nghệ cốt lõi trong sản xuất gia công kim loại hiệu suất cao và xử lý bề mặt









