Objaśnienie napawania laserowego: Od podstawowych zasad do rzeczywistej praktyki przemysłowej
Dowiedz się, w jaki sposób napawanie laserowe poprawia odporność na zużycie, korozję, ciepło i utlenianie, umożliwiając jednocześnie naprawę in-situ. Niniejszy przewodnik obejmuje zasady procesu, kluczowe parametry (moc, posuw, prędkość skanowania, step-over, gaz osłonowy), diagnostykę wad oraz inteligentne rozwiązania sterujące Greenstone-Tech.
1) Przegląd technologii i podstawowa wartość
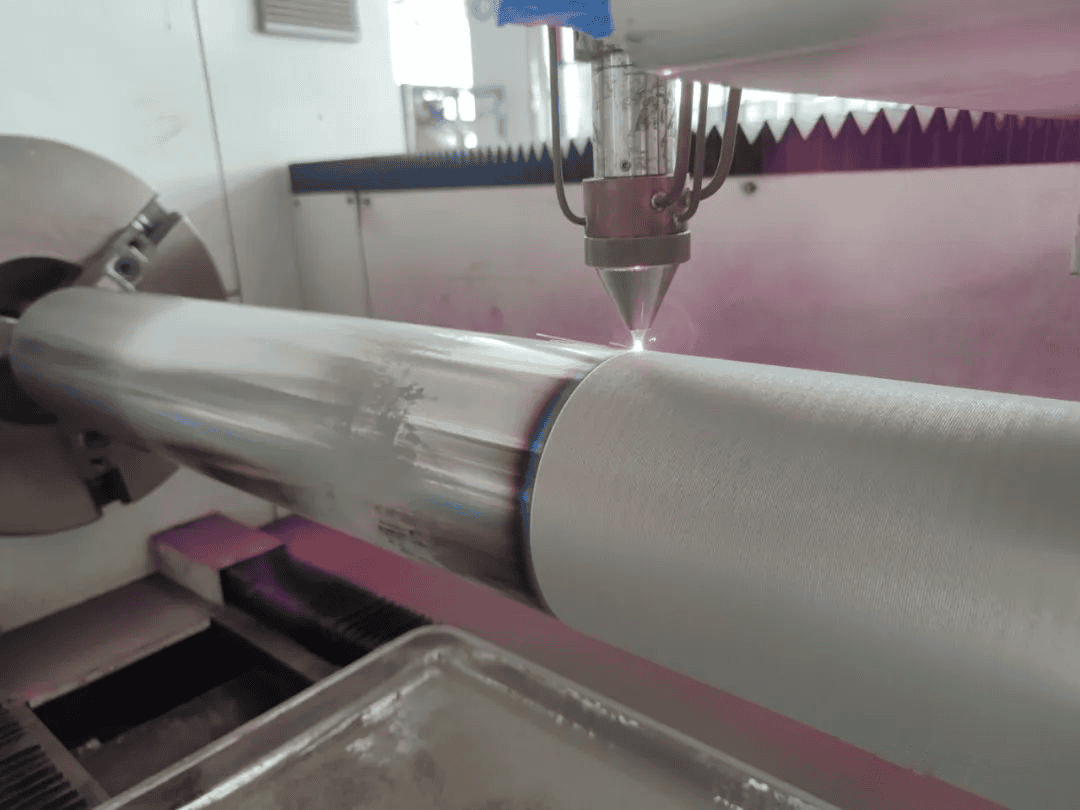
Nakładanie laserowe to zaawansowany proces inżynierii powierzchni. Wysokoenergetyczny laser skanuje wstępnie zdefiniowaną ścieżkę narzędzia, topi cienką warstwę podłoża i wtryskiwanego materiału, tworząc przejściową pulę stopu, a następnie szybko zestala się w gęstą warstwę, metalurgicznie wiązane powłoka z niskie rozcieńczenie. Wyniki:
- Naprawa na miejscu części mechanicznych (wały, gniazda, formy, koła zębate, łopatki).
- Ulepszenia wydajności: wyższy zużycie, korozja, ciepło, I utlenianie odporność w porównaniu z metalem nieszlachetnym.
- Ekologiczna, inteligentna produkcja: Minimalna ilość odpadów, krótkie cykle grzewcze, łatwa automatyzacja i sterowanie w obiegu zamkniętym.
Ponieważ producenci dążą do zrównoważonego rozwoju i cyfryzacji, okładziny laserowe stanowią podstawę regeneracja I dodatek do metalu strategie. Greenstone-Tech napędza adopcję dzięki ciągłym pracom badawczo-rozwojowym i sprawdzonym rozwiązaniom.
2) Precyzyjna kontrola parametrów procesu
Moc lasera (energia wejściowa)
Moc ustawia rozmiar puli stopionego materiału i szybkość osadzania.
- Zbyt niska: niedotopienie proszku → wżery po wykończeniu, słabe wiązanie, niska twardość.
- Zbyt wysoka: nadtopienia/podcięcia, linie ciepła lub “zmarszczki”, dryft geometrii.
- Najlepsza praktyka: dopasowanie mocy do stopu, rozmiaru kulki i ścieżki. Inteligentna kontrola zasilania Greenstone-Tech utrzymuje stabilność wewnątrz ±1%, poprawiając powtarzalność.

Prędkość podawania proszku (materiał wejściowy)
Musi łączyć się z dostępną energią lasera.
- Zbyt wysoka: deficyt energii → niepełna fuzja, wżery, słabe wiązanie metalurgiczne, potencjalna spallacja.
- Zoptymalizowany: wyższa wydajność osadzania i gęsta powłoka. Podajniki Greenstone-Tech osiągnąć do Wykorzystanie proszku 95% ze stabilnym przepływem masy.
Prędkość skanowania/przesuwania (prędkość liniowa)
Kontroluje grubość warstwy, rozcieńczenie i wiązanie.
- Szybciej: cieńsze ścieżki, ale ryzyko niewystarczającego stopienia podłoża i słabszego wiązania.
- Nieco wolniej: wyższa twardość, lepsze wykorzystanie - ale uważaj na gromadzenie się ciepła. Równowaga ze strategią wylęgu i temperaturą międzyściegową.
Step-Over / Rozstaw włazów
Określa wykończenie powierzchni i rozcieńczenie.
- Mniejszy skok (większe nakładanie się): gładsza powierzchnia, mniej dolin, zazwyczaj niższe Ra.
- Większe przejście: widoczne zgrzewy/ślady; może powodować miejscowe rozcieńczenie. Wybór w zależności od funkcji (powierzchnia uszczelnienia vs. obróbka zgrubna).
Przepływ gazu ekranującego/nośnika
Podwójna rola: transport proszku + ochrona przed utlenianiem.
- Argon generalnie zapewnia lepszą ochronę niż azot dla wielu stopów.
- Zbyt duży przepływ: zakłócenia pióropusza, rozpryski; za mało: utlenianie, porowatość.
- Kontrola gazu Greenstone-Tech umożliwia precyzyjne dostrojenie przepływu w celu uzyskania stabilnych smug i czystej metalurgii.
3) Rozwiązywanie problemów: Przyczyny źródłowe i działania naprawcze
A) Delaminacja powłoki (odpryskiwanie)
Przyczyny źródłowe: niewystarczające topienie podłoża (niska moc/wysoka prędkość), nadmierny posuw, zanieczyszczona powierzchnia (olej, poszycie, rdza).
Poprawka: zwiększyć moc lub zmniejszyć prędkość, aby utworzyć solidną pulę stopu; zoptymalizować podawanie; oczyścić mechanicznie/chemicznie do gołego metalu.
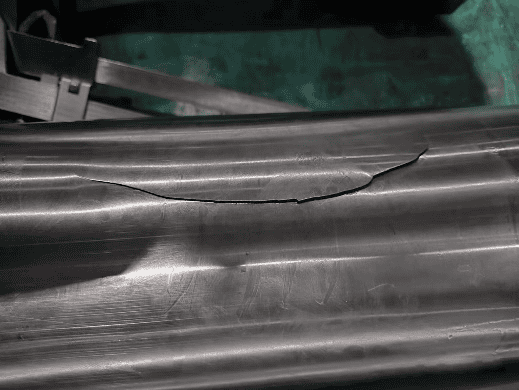
B) Pęknięcia
Przyczyny źródłowe: bardzo twarde podłoża (hartowane, nawęglane/azotowane), zmęczone warstwy, zbyt twardy stop okładziny, stopy na bazie niklu podatne na pękanie na gorąco, wielowarstwowe konstrukcje z wysokim naprężeniem szczątkowym.
Poprawka: podgrzewanie wstępne / kontrolowana temperatura międzyściegowa; wybór twardszego stopu lub modyfikacja składu chemicznego; dostosowanie dopływu ciepła i strategii koralików; odprężanie / odpuszczanie w razie potrzeby.

C) Porowatość
Przyczyny źródłowe: rdza/olej podłoża, zanieczyszczenia lub wilgoć proszku, niestabilny strumień proszku, nadmierny posuw, niska moc, niewłaściwa prędkość.
Poprawka: Dokładne czyszczenie; wypalanie/suszenie proszku; stabilizacja podajnika; zrównoważenie mocy/podawania/prędkości; optymalizacja ekranowania.
D) Słaba powierzchnia (sypki proszek, matowe wykończenie)
Przyczyny źródłowe: nadmierne podawanie, niska moc, zbyt duża prędkość, nieprawidłowy odstęp dyszy, mała plamka, brudna optyka.
Poprawka: przyciąć posuw, zwiększyć moc lub spowolnić przesuw, skorygować odstęp (zwykle 3-8 mm), wyczyścić/sprawdzić optykę, rozważyć nieco większą plamkę.
E) Zatykanie się proszku
Przyczyny źródłowe: Nieoczyszczony osad, słaba płynność, wilgoć/zanieczyszczenie, nierównomierna dystrybucja wieloportowa.
Poprawka: rutynowe czyszczenie dysz; stosowanie sferycznego proszku o odpowiednim przepływie; przechowywanie ze środkiem osuszającym i wstępne wypalanie; kalibracja rozdzielacza w celu uzyskania zrównoważonych gałęzi.
F) Nietypowe dźwięki / agresywne rozpryski
Przyczyny źródłowe: wilgotny/zanieczyszczony proszek, brudne podłoże, nadmierna gęstość mocy (wrzenie metalu).
Poprawka: ponowna kwalifikacja proszku, ponowne czyszczenie części, nieznaczne zmniejszenie intensywności i zwiększenie plamki, udoskonalenie przepływu gazu.
G) Nadmierne iskry i rozpryski
Przyczyny źródłowe: zbyt wysoka prędkość, niedopasowanie zasilania, zbyt wysoki przepływ ekranowania.
Poprawka: zmniejszyć prędkość, ponownie dopasować moc↔ zasilanie, dostroić gaz do reżimu laminarnego.


4) Skrócona referencja parametrów (zakresy początkowe)
Dostosuj do stopu, dyszy, optyki, szerokości kulek i radiatora.
- Moc: zazwyczaj 0,8-3,5 kW (źródła światłowodowe/diodowe); skala z rozmiarem kulki.
- Pasza: dostroić do pełnego stopienia z minimalnym rozpryskiem; zweryfikować przez przekrój.
- Prędkość: Zacznij umiarkowanie, a następnie zwiększaj, aż rozcieńczenie i wiązanie będą odpowiednie.
- Nakładanie się: 30-70% w zależności od wykończenia i funkcji.
- Gaz: suchy Ar (wiele stali/Ni), Ar+He (nadstopy), wysokiej czystości Ar z niskim O₂ dla Ti.
Greenstone-Tech Systemy rejestrują moc, posuw, prędkość, gaz i temperaturę w celu stworzenia powtarzalne “cyfrowe przepisy”.”
5) Gdzie napawanie laserowe przynosi korzyści
- Modernizacja pod kątem zużycia i korozji: pompy, zawory, wały, gniazda, pręty hydrauliczne.
- Odporność na wysoką temperaturę/utlenianie: elementy turbiny/kotła, gorące narzędzia.
- Przywracanie wymiarów: formy / matryce, zęby kół zębatych, czopy łożysk.
- Funkcjonalnie stopniowane powierzchnie: przejście z chemii odpornej na zużycie do chemii odpornej na korozję z dostosowanym rozcieńczeniem.
6) Co wyróżnia Greenstone-Tech?
- ±1% stabilność zasilania z informacją zwrotną w czasie rzeczywistym dla spójnych basenów topnienia.
- Wysokowydajne dostarczanie proszku (do Wykorzystanie 95%) z monitorowaniem przepływu.
- Kontrola gazów i smug w pętli zamkniętej dla czystych, gęstych ścieżek.
- Inteligencja procesowa: wizja/pirometria in-situ, kontrola temperatury między cyklami, zarządzanie recepturami i analiza w celu szybkiego skalowania.
7) Mapa drogowa: Inteligentne i zrównoważone napawanie laserowe
- Optymalizacja AI: uczenie maszynowe doradców parametrów, sterowanie adaptacyjne oparte na wizji basenu roztopowego i danych termicznych.
- Cyfrowe bliźniaki: wirtualne planowanie procesu w celu zminimalizowania prób i przewidywania zniekształceń/rozcieńczeń.
- Bardziej ekologiczne operacje: wyższe wykorzystanie, niższe zużycie energii na cm², nośniki nadające się do recyklingu i przyjazne dla środowiska systemy stopów.
- Nowe rynki: głębsza penetracja w przemyśle lotniczym, energetycznym, e-mobilności, medycynie i standardowych procesach regeneracji.
Najczęściej zadawane pytania (dla kupujących i inżynierów)
P1: Czym różni się napawanie laserowe od natryskiwania termicznego?
A: Nakładanie laserowe tworzy wiązanie metalurgiczne z niskie rozcieńczenie i niski HAZ; natryskiwanie cieplne to przede wszystkim wiązanie mechaniczne i może być bardziej porowate.
P2: Jakiej twardości i grubości mogę się spodziewać?
A: Pojedyncze przejścia zazwyczaj 0,3-1,5 mm; Wielowarstwowe konstrukcje o grubości kilku milimetrów. Twardość zależy od stopu (np. możliwe systemy Ni/WC > 1000 HV).
P3: Czy potrzebuję wstępnego/końcowego podgrzewania?
A: Do podłoży o wysokiej zawartości węgla/twardych lub wielowarstwowych, podgrzewanie wstępne i odprężanie zmniejszają pękanie i naprężenia szczątkowe. Specyficzne dla stopu.
P4: Jak zakwalifikować proces?
A: Uruchom DoE nad power-speed-feed-overlap, sprawdzić przekroje (rozcieńczenie, porowatość, pęknięcia), mapę twardości, testy zużycia/korozji i napisać mrożony przepis.
Podsumowanie: Dzięki ścisłej kontroli moc, posuw, prędkość, właz i osłony, Napawanie laserowe zapewnia trwałe, metalurgicznie związane powierzchnie i niezawodne naprawy in-situ. Greenstone-Tech łączy solidny sprzęt z inteligentnym sterowaniem, aby przekształcić receptury w powtarzalną produkcję - przyspieszając zrównoważoną, wysokowydajną produkcję.
Graham Luo
Dr Graham Luo – Starszy Inżynier, Specjalista ds. Formowania Wtryskowego Tytanu (MIM). Dr Graham Luo jest uznanym autorytetem w dziedzinie formowania wtryskowego metali (MIM), ze szczególnym uwzględnieniem stopów tytanu. Obecnie, będąc Starszym Inżynierem w Instytucie Badawczym Metali Nieżelaznych, posiada tytuł doktora Niemieckiego Stowarzyszenia Ośrodków Badawczych Helmholtza i odbywał staż podoktorski, co zapewniło mu dogłębną wiedzę teoretyczną i doświadczenie zdobyte w czołowych europejskich instytucjach badawczych. Jego badania zgłębiają sedno technologii formowania wtryskowego (MIM), koncentrując się na kluczowych obszarach, takich jak reologia wsadu tytanowego, procesy katalitycznego/termicznego usuwania lepiszcza z niską zawartością węgla/tlenu oraz…

{kind=link}
{kind=link}
{kind=link}