Inner-Bore Laser Cladding System – Precision Workpiece Inner Surface Repair Equipment
Presentation of the equipment's characteristics
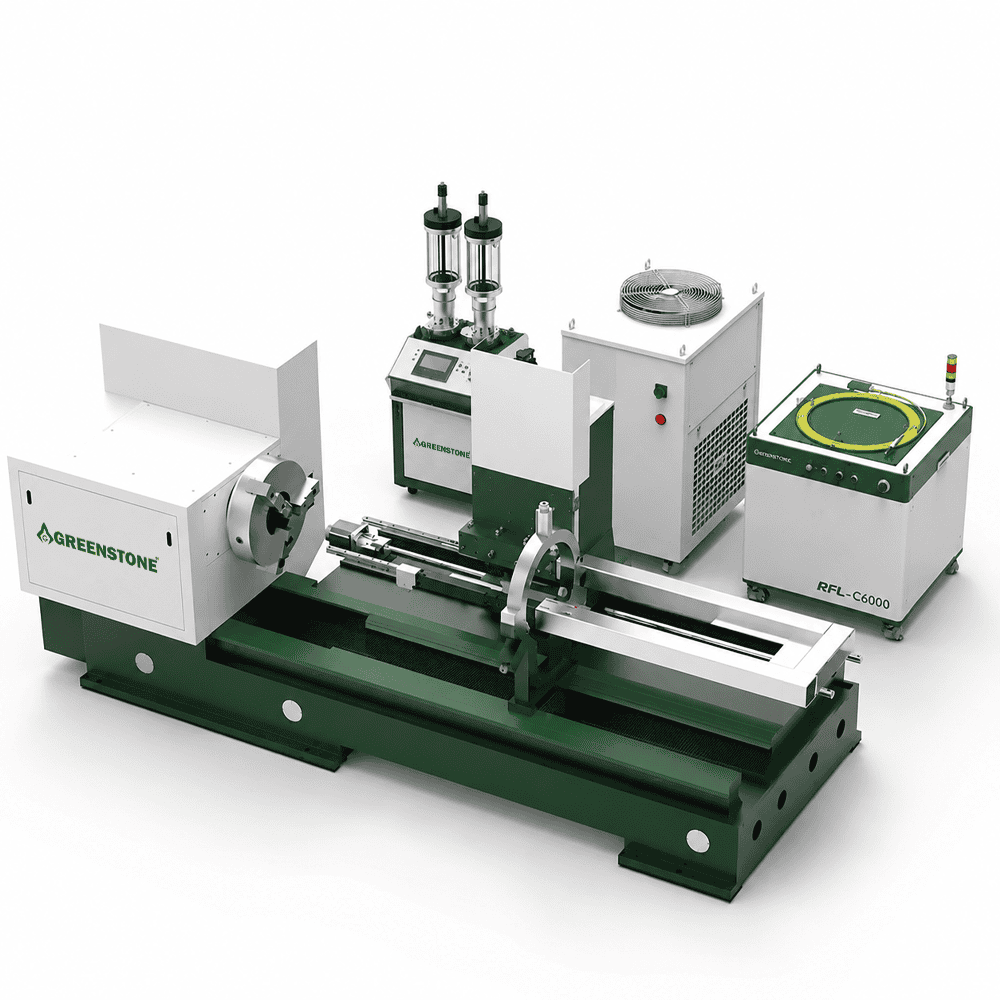
The inner hole laser cladding equipment (workpiece inner surface repair system) has the advantages of high integration, high precision and high adaptability. It can easily realize efficient and high-quality laser processing of the inner surfaces of different types of parts. It has accessibility that is difficult to obtain with traditional optical heads. Combined with our company’s existing ultra-high-speed laser cladding technology, it can complete high-speed cladding processing of products such as cylinders and columns.
- Concentrated heat, small heat input, small heat-affected zone, no effect on organizational changes;
- Smooth cladding surface, less machining;
- Shallow fusion depth, low cladding layer dilution, good anti-corrosion effect;
- Suitable for cladding of various materials, low cladding cost;
- The equipment has the advantages of high integration, high precision and high adaptability;
| Equipment Name | Inner Hole Laser Cladding Equipment |
| Power | 500-4000W |
| Rotation Speed | 0-150RPM |
| Powder Particle Size | 25-150μm |
| Cladding Thickness | 0.30-0.65mm |
| Powder Feeding Rate | 0.1-200g/min |
| Efficiency | 0.5m²/h |
Inner hole cladding test
1.The inner wall of the cylinder liner is laser clad, the thickness of the cladding layer is 0.3-0.6mm on one side, the surface of the cladding layer is continuous and uniform, and no pore defects are found.
 |  |  |
| Cylinder liner processing diagram | Penetrant testing of the inner hole cladding layer showed no crack defects | Penetration test diagram |
- Cut the cladding layer along the vertical cladding scanning direction to prepare the metallographic sample. Use the 100x lens of the metallographic microscope to observe the bonding between the cladding layer and the substrate and the internal quality of the cladding layer. The cladding layer and the substrate are metallurgically bonded, the melting depth is shallow, and there is no unfused and pore defects inside the cladding layer. The thickness of the cladding layer is about 0.3mm.
- Grind the cladding parts, and keep the thickness of the cladding layer at about 0.15mm, with a surface roughness of Ra0.8. According to the GB/T10125-1997 standard, the neutral salt spray corrosion test is carried out. After 100h of continuous spraying, the surface rust of the cladding layer is observed, and no rust spots are found on the surface of the cladding layer.
- Use a portable hardness tester to test the hardness of the cladding layer after grinding. Take 6 points evenly along the circumference of the experimental tube. The hardness range of the cladding layer is about 50-53HRC.
 |  |
| Metallographic diagram | Salt spray test chart |






Recommended Advanced Manufacturing Solutions
Explore Greenstone’s related portfolio of high-performance industrial equipment, engineered to complement your manufacturing objectives across laser cladding, DED additive manufacturing, laser cleaning, surface engineering, precision automation, and advanced material processing. Each solution is strategically designed to expand production capabilities, enhance process efficiency, and support scalable industrial innovation.
From modular laser systems to fully integrated intelligent manufacturing platforms, Greenstone provides customers with interconnected technologies that deliver greater flexibility, precision, and operational excellence for modern global manufacturing environments.









