{kind=link}
{kind=link}
{kind=link}
بیاموزید چگونه پوششدهی لیزری مقاومت در برابر سایش، خوردگی، حرارت و اکسیداسیون را بهبود میبخشد و در عین حال امکان تعمیر در محل را فراهم میکند. این راهنما اصول فرآیند، پارامترهای کلیدی (توان، تغذیه، سرعت اسکن، گامبرداری، گاز محافظ)، تشخیص عیوب و راهحلهای کنترل هوشمند گریناستون-تک را پوشش میدهد.
۱) مروری بر فناوری و ارزش اصلی
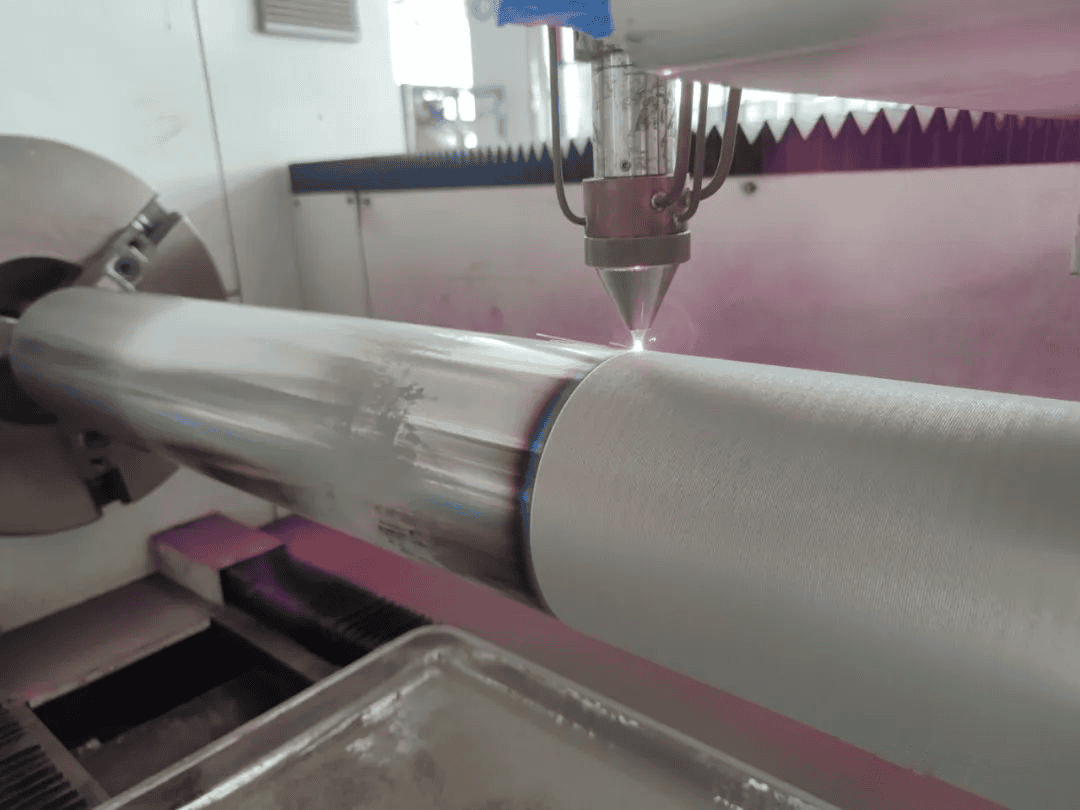
پوششدهی لیزری یک فرآیند پیشرفته مهندسی سطح است. یک لیزر پرانرژی یک مسیر ابزار از پیش تعریفشده را اسکن میکند، لایه نازکی از زیرلایه و ماده تزریقی را ذوب کرده تا یک حوضچه مذاب گذرا تشکیل دهد، سپس به سرعت به یک ساختار متراکم، جامد میشود., متالورژیکاً متصل پوشاندن با رقیقشدگی کم. نتایج:
- تعمیرات درجا از قطعات مکانیکی (شفتها، نشیمنگاهها، قالبها، چرخدندهها، تیغهها).
- ارتقاءهای عملکرد: بالاتر پوشیدن, خوردگی, گرما, ، و اکسیداسیون مقاومت در برابر فلز پایه.
- تولید هوشمند و سبز: حداقل ضایعات، چرخههای حرارتی کوتاه، اتوماسیون آسان و کنترل حلقه بسته.
با تلاش تولیدکنندگان برای دستیابی به پایداری و دیجیتالیسازی، پوششدهی لیزری زیربنای آن را تشکیل میدهد. تولید مجدد و فلز افزودنی راهبردها. گریناستون-تک با پژوهش و توسعه مستمر و راهکارهای آزمودهشده در میدان، به پذیرش آن کمک میکند.
۲) کنترل دقیق پارامترهای فرآیند
توان لیزر (ورودی انرژی)
توان اندازه حوضچه ذوب و نرخ رسوب را تعیین میکند.
- خیلی پایین: ذوبشدن جزئی پودر → فرورفتگی پس از پرداخت، پیوند ضعیف، سختی کم.
- بیش از حد: ذوب اضافی/بریدگیهای زیرین، خطوط حرارتی یا “چینوچروک”، انحراف هندسی.
- بهترین روش: قدرت را با آلیاژ، اندازهٔ دانه و مسیر مطابقت دهید. کنترل هوشمند توان گریناستون-تک پایداری را در درون حفظ میکند ±۱۱ تیپی۳تی, بهبود تکرارپذیری.

نرخ تغذیه پودر (ورودی مواد)
باید با انرژی لیزر موجود جفت شود.
- بیش از حد: کسر انرژی → همجوشی ناقص، فرورفتگی، پیوند متالورژیکی ضعیف، پوسته شدن بالقوه.
- بهینهسازیشده: کارایی رسوبدهی بالاتر و پوشش متراکم. فیدرهای گریناستون-تک تا رسیدن به استفاده از پودر 95% با جریان جرمی ثابت.
سرعت اسکن/عبور (سرعت خط)
کنترل میکند ضخامت لایه، رقیقسازی و چسبندگی.
- سریعتر: ردهای نازکتر، اما با خطر ذوب ناکافی زیرلایه و پیوند ضعیفتر.
- کمی کندتر: سختی بالاتر، بهرهوری بهتر—اما مراقب افزایش حرارت باشید. تعادل را با استراتژی هچ و دمای بینعملیات حفظ کنید.
فاصلهٔ گامزنی / فاصلهٔ دریچهای
تعیین سطح پایان و رقیقسازی.
- گام کوچکتر (پوشش بالاتر): سطح صافتر، درههای کمتر، معمولاً Ra پایینتر.
- گام بزرگتر: نوارهای جوش قابل رؤیت/ردهای مسیر؛ ممکن است موجب کاهش موضعی شود. بر اساس عملکرد انتخاب کنید (آببندی سطح در مقابل زبرسازی).
جریان گاز محافظ/حامل
نقشهای دوگانه: انتقال پودر + محافظت در برابر اکسیداسیون.
- آرگون به طور کلی برای بسیاری از آلیاژها، محافظت بهتری نسبت به نیتروژن ارائه میدهد.
- جریان بیش از حد: آشفتگی پره، پاشش؛; خیلی کم: اکسیداسیون، تخلخل.
- کنترل گاز گریناستون-تک امکان تنظیم دقیق جریان را برای ایجاد پلوتهای پایدار و متالورژی پاک فراهم میکند.
۳) عیبیابی: علل ریشهای و اقدامات اصلاحی
الف) لایهزدایی پوشش (سپالاسیون)
علل ریشهای: ذوب ناکافی زیرلایه (توان پایین/سرعت بالا)، تغذیه بیش از حد، سطح آلوده (روغن، آبکاری، زنگزدگی).
اصلاح: توان را افزایش دهید یا سرعت را کاهش دهید تا حوضچه مذاب پایداری ایجاد شود؛ خوراک را بهینه کنید؛ به صورت مکانیکی/شیمیایی تا رسیدن به فلز خالص تمیز کنید.
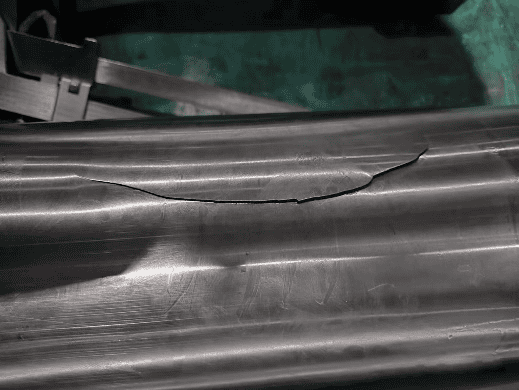
B) ترکها
علل ریشهای: سوبستراهای بسیار سخت (سختشده، کاربورازیزهشده/نیتریدشده)، لایههای خستهشده، آلیاژ روکشکاری بیش از حد سخت، آلیاژهای نیکلپایه مستعد ترکخوردگی حرارتی، ساختهای چندلایه با تنش باقیمانده بالا.
اصلاح: پیشگرم/کنترل دمای بینعملیات؛ انتخاب آلیاژ مقاومتر یا اصلاح ترکیب شیمیایی؛ تنظیم ورودی حرارت و استراتژی جوشکاری؛ کاهش تنش/تمپرینگ در صورت نیاز.

ج) تخلخل
علل ریشهای: زنگ/روغن زیرلایه، ناخالصیهای پودری یا رطوبت، جریان پودری ناپایدار، خوراک بیش از حد، توان پایین، سرعت نامناسب.
اصلاح: پاکسازی دقیق؛ پخت/خشککردن پودر؛ تثبیت خوراکدهنده؛ متعادلسازی مجدد توان/خوراک/سرعت؛ بهینهسازی شیلدینگ.
D) سطح نامناسب (پودر آزاد، جلوه مات)
علل ریشهای: غذای بیش از حد، توان پایین، خیلی سریع، فاصله نازل نادرست، نقطه خیلی کوچک، اپتیکهای کثیف.
اصلاح: تنظیم خوراک، افزایش توان یا کاهش سرعت حرکت، تنظیم فاصلهٔ هوایی (معمولاً ۳–۸ میلیمتر)، تمیز کردن/بازرسی اپتیکها، در نظر گرفتن نقطهٔ هدف کمی بزرگتر.
E) گرفتگی پودر
علل ریشهای: تجمع چسبناک پاکنشده، روانی ضعیف، رطوبت/آلودگی، توزیع ناهمگون چندپورته.
اصلاح: تمیزکاری معمولی نازل؛ استفاده از پودر کروی با درجه جریان؛ نگهداری با سیلیکاژل و پیشپخت؛ کالیبره کردن اسپلیتر برای شاخههای متعادل.
F) صداهای غیرعادی / پاشش تهاجمی
علل ریشهای: پودر مرطوب/آلوده، بستر کثیف، چگالی توان بیش از حد (جوشیدن فلز).
اصلاح: پودر را دوباره واجد شرایط کنید، قطعه را دوباره تمیز کنید، شدت را اندکی کاهش دهید و اندازه نقطه را افزایش دهید، جریان گاز را بهینه کنید.
G) جرقهها و پاشش بیش از حد
علل ریشهای: سرعت بیش از حد، عدم تطابق توان/تغذیه، جریان شیلدینگ بیش از حد.
اصلاح: سرعت را کاهش دهید، توان و خوراک را مجدداً هماهنگ کنید، سوخت را برای جریان آرام تنظیم کنید.


۴) مرجع سریع پارامترها (محدودههای شروع)
براساس آلیاژ، نازل، اپتیک، عرض خمیر و هیت سینک تنظیم کنید.
- توان: معمولاً ۰.۸–۳.۵ کیلووات (منابع فیبر/دیود)؛ مقیاس با اندازهٔ دانه.
- خوراک: تنظیم برای جوشکاری کامل با حداقل پاشش؛ صحت آن را با برش عرضی بررسی کنید.
- سرعت: با غلظت متوسط شروع کنید، سپس آن را افزایش دهید تا رقیقسازی و پیوند کاملاً مناسب شوند.
- همپوشانی: 30–70% بسته به پرداخت و عملکرد.
- گاز: خشک آر (فولادهای متعدد/نیکل), آرگون + هلیوم (فوقآلیاژها)، با خلوص بالا آر با اکسیژن کم برای تیتانیوم.
گریناستون-تک سیستمها قدرت، خوراک، سرعت، گاز و دما را برای ایجاد ثبت میکنند “دستورالعملهای دیجیتال” قابل تکرار”
۵) جایی که پوششدهی لیزری ارزشآفرین است
- ارتقاهای فرسایش و خوردگی: پمپها، شیرها، شفتها، نشیمنگاهها، میلههای هیدرولیک.
- مقاومت در برابر دمای بالا/اکسیداسیون: قطعات توربین/بویلر، ابزار داغ.
- بازیابی ابعادی: قالبها/دیهها، دندانههای چرخدنده، یاتاقانها.
- سطوح با درجهبندی عملکردی: انتقال از فرمولاسیونهای مقاوم در برابر سایش به فرمولاسیونهای مقاوم در برابر خوردگی با رقیقسازی اختصاصی.
۶) چه چیزی گریناستون-تک را متمایز میکند
- پایداری توان ±1% با بازخورد لحظهای برای حوضچههای ذوب یکنواخت.
- تأمین پودر با بازدهی بالا (تا استفاده از 95%) با پایش جریان.
- کنترل گاز و آلایندهها در حلقه بسته برای ترکهای تمیز و متراکم.
- هوش فرآیند: دید درجا/پیرومتری، کنترل دمای بینفرآیند، مدیریت دستورالعمل، و تحلیل برای مقیاسدهی سریع.
۷) نقشه راه: پوششدهی لیزری هوشمند و پایدار
- بهینهسازی هوش مصنوعی: مشاوران پارامتر یادگیری ماشین، کنترل تطبیقی مبتنی بر بینایی حوضچه مذاب و دادههای حرارتی.
- دوقلوی دیجیتال: برنامهریزی فرآیند مجازی برای بهینهسازی آزمایشها و پیشبینی اعوجاج/رقیقسازی.
- عملیات سبزتر: استفادهٔ بالاتر، انرژی کمتر در هر سانتیمتر مربع، رسانههای قابل بازیافت و سیستمهای آلیاژی سازگار با محیط زیست.
- بازارهای جدید: نفوذ عمیقتر در جریانهای کاری هوافضا، انرژی، حملونقل الکتریکی، پزشکی و بازسازی استاندارد.
پرسشهای متداول (مناسب خریدار و مهندس)
سوال ۱: پوششدهی لیزری چه تفاوتی با پاشش حرارتی دارد؟
الف: پوششدهی لیزری یک را تشکیل میدهد پیوند متالورژیکی با رقیقشدگی کم و HAZ کم؛ پاشش حرارتی عمدتاً پیوند مکانیکی است و میتواند متخلخلتر باشد.
سؤال ۲: چه سختی و ضخامتی را میتوانم انتظار داشته باشم؟
الف: عبورهای تکی معمولاً ۰.۳–۱.۵ میلیمتر; ساخت چندلایه با ضخامت چند میلیمتر. سختی بستگی به آلیاژ دارد (مثلاً در سیستمهای Ni/WC میتوان بیش از 1000 HV داشت).
سوال ۳: آیا به پیشگرم/پسگرم نیاز دارم؟
الف: برای زیرلایههای کربنی بالا/سخت یا ساختهای چندلایه،, پیشگرم و کاهش استرس کاهش ترکخوردگی و تنش باقیمانده. ویژه آلیاژ.
سوال ۴: چگونه یک فرآیند را واجد شرایط کنم؟
الف: یک DoE را اجرا کنید توان–سرعت–تغذیه–همپوشانی, ، بررسی کنید مقاطع عرضی (رقیقسازی، تخلخل، ترکها)، نقشه سختی، آزمونهای سایش/خوردگی و بنویسید یک دستور پخت منجمد.
خلاصه کلام: با کنترل دقیق توان، تغذیه، سرعت، دریچه و محافظت, پوششدهی لیزری سطوح بادوام با پیوند متالورژیکی و تعمیرات قابل اعتماد در محل را فراهم میکند. گریناستون-تک سختافزار قدرتمند را با کنترل هوشمند ترکیب میکند تا دستورالعملها را به تولید قابل تکرار تبدیل کرده و تولید پایدار و با کارایی بالا را تسریع بخشد.
مایکل شیا
مایکل شیا – مدیر امور بینالملل، رهبر توسعه کسبوکار جهانی و کارشناس ارشد مهندسی فنی مایکل شیا بهعنوان مدیر امور بینالملل شرکت گریناستون و یک کارشناس ارشد مهندسی فنی بسیار همهجانبه فعالیت میکند و رهبری کسبوکار جهانی را با تخصص عمیق چندرشتهای در زمینه پوششدهی لیزری، ساخت افزودنی فلز با استفاده از فرآیند DED، تمیزکاری لیزری، سختکاری لیزری، نوسازی تجهیزات صنعتی و یکپارچهسازی سیستمهای تولید پیشرفته ترکیب میکند. مایکل با تجربه گسترده در توسعه بازار بینالمللی و پیادهسازی تمامعیار فناوریهای صنعتی، نقشی حیاتی در پیشبرد گسترش جهانی گریناستون ایفا میکند و همزمان برتری فنی را در کاربردهای متنوع مشتریان تضمین مینماید. نقطه قوت حرفهای منحصربهفرد او در یکپارچهسازی بیوقفه استراتژی تجاری، تخصص مهندسی و... نهفته است.