การชุบแข็งด้วยเลเซอร์/การชุบแข็งด้วยเลเซอร์
มุ่งมั่นที่จะให้บริการลูกค้าด้วยโซลูชั่นทางวิศวกรรมผิวระบบเพื่อตอบสนองความต้องการที่สูงขึ้นของลูกค้าในด้านเทคโนโลยีการผลิตขั้นสูง
ภาพรวมบริการ
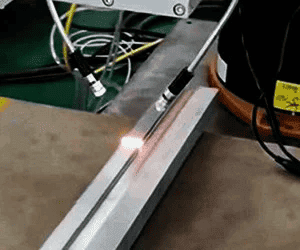
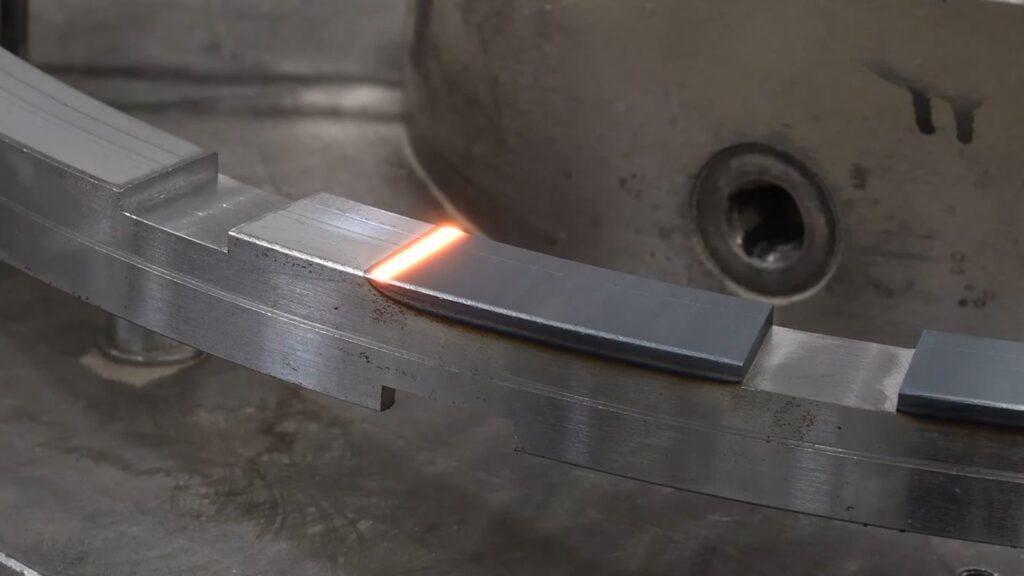
กระบวนการชุบแข็งด้วยเลเซอร์เป็นเทคโนโลยีการชุบแข็งที่ใช้เลเซอร์ในการให้ความร้อนกับพื้นผิวของวัสดุให้สูงกว่าจุดเปลี่ยนเฟสของออสเทนิต เมื่อวัสดุเย็นลง ออสเทนิตจะเปลี่ยนเป็นมาร์เทนไซต์ ทำให้พื้นผิวของวัสดุแข็งขึ้น การชุบแข็งด้วยเลเซอร์มีความหนาแน่นของพลังงานสูงและความเร็วในการทำความเย็นที่รวดเร็ว และไม่จำเป็นต้องใช้สื่อทำความเย็น เช่น น้ำหรือน้ำมันเมื่อเปรียบเทียบกับกระบวนการชุบแข็งด้วยเหนี่ยวนำ, การชุบแข็งด้วยเปลวไฟ, และการชุบแข็งด้วยการอบคาร์บูไรซิ่ง, การชุบแข็งด้วยเลเซอร์มีชั้นแข็งที่สม่ำเสมอ, ความแข็งที่สูงกว่า (โดยทั่วไปสูงกว่าการชุบแข็งด้วยเหนี่ยวนำ 1-3 HRC), การเปลี่ยนรูปของชิ้นงานน้อย, การควบคุมความลึกของชั้นความร้อนและเส้นทางการให้ความร้อนได้ง่าย, และการทำงานอัตโนมัติได้ง่ายไม่จำเป็นต้องออกแบบขดลวดเหนี่ยวนำให้สอดคล้องกับขนาดชิ้นงานที่แตกต่างกัน เช่น การชุบแข็งด้วยเหนี่ยวนำ และการประมวลผลชิ้นงานขนาดใหญ่ก็ไม่จำเป็นต้องถูกจำกัดด้วยขนาดของเตาในระหว่างการอบชุบด้วยความร้อนทางเคมี เช่น การอบคาร์บูไรซิ่งและการชุบแข็ง.
ดังนั้น ในหลายสาขาอุตสาหกรรม กระบวนการชุบแข็งด้วยเลเซอร์กำลังค่อยๆ เข้ามาแทนที่กระบวนการแบบดั้งเดิม เช่น การชุบแข็งด้วยเหนี่ยวนำและการอบชุบด้วยความร้อนทางเคมี สิ่งที่สำคัญเป็นพิเศษคือ การเปลี่ยนรูปของชิ้นงานก่อนและหลังการชุบแข็งด้วยเลเซอร์แทบจะไม่มีเลย ซึ่งเหมาะอย่างยิ่งสำหรับการบำบัดพื้นผิวของชิ้นส่วนที่ต้องการความแม่นยำสูง.
ข้อได้เปรียบทางเทคนิค
ฐานข้อมูลกระบวนการเติมด้วยเลเซอร์สะสมสำหรับวัสดุโลหะผสมประสิทธิภาพสูงหลากหลายชนิด
กระบวนการที่เป็นมิตรต่อสิ่งแวดล้อม
สะอาด มีประสิทธิภาพ ปราศจากมลพิษ เป็นมิตรต่อสิ่งแวดล้อม (ไม่จำเป็นต้องใช้น้ำหรือน้ำมันในการทำให้เย็น)
อุณหภูมิการดับคงที่
ใช้การตรวจสอบด้วยอินฟราเรดเพื่อวัดอุณหภูมิการชุบแข็งของวัสดุแบบเรียลไทม์เพื่อให้แน่ใจว่าอุณหภูมิอยู่ในระดับที่เหมาะสม
ง่ายต่อการก่อให้เกิดแรงอัดคงเหลือ
สามารถปรับปรุงความแข็งของผิว, ความต้านทานการสึกหรอ และความต้านทานการกัดกร่อนของชิ้นงานได้อย่างมีนัยสำคัญ
การทำให้เย็นตัวบางส่วน
ลำแสงเลเซอร์มีมุมกระจายตัวแคบและมีความสามารถในการกำหนดทิศทางได้ดี
การเสียรูปของเชื้อราที่น้อยที่สุด
การให้ความร้อนและการทำให้เย็นอย่างรวดเร็วในบริเวณเฉพาะของผิวแม่พิมพ์
ระบบควบคุมอุณหภูมิแบบวงจรปิด
LASCON® ควบคุม ปรับปรุง และตรวจสอบกระบวนการเลเซอร์
คุณสมบัติทางเทคนิค
ระบบควบคุมอุณหภูมิแบบวงจรปิด LASCON® (ควบคุม ปรับปรุง และตรวจสอบกระบวนการเลเซอร์แบบเรียลไทม์)
ซอฟต์แวร์ควบคุมเลเซอร์ที่พัฒนาขึ้นโดย Huirui เพื่อการประมวลผลเลเซอร์ที่ควบคุมอุณหภูมิ สามารถตรวจจับอุณหภูมิการประมวลผลผ่านเทอร์โมมิเตอร์สองสี การใช้งานหลักได้แก่: การชุบแข็งด้วยเลเซอร์ การทำให้แข็งเฉพาะจุด การเชื่อมด้วยเลเซอร์ (โดยเฉพาะการเชื่อมพลาสติกด้วยเลเซอร์) และสาเหตุอื่นๆ กระบวนการที่ทำให้ชิ้นงานมีอุณหภูมิสูงขึ้น เช่น การให้ความร้อนด้วยคลื่นแม่เหล็กไฟฟ้าLASCON® ใช้ภาษาสคริปต์กระบวนการเลเซอร์ที่กระชับเพื่อควบคุม ปรับปรุง และตรวจสอบกระบวนการเลเซอร์ ทำให้ง่ายต่อการคัดแยกชิ้นส่วนที่มีข้อบกพร่องในกระบวนการผลิตที่รองรับด้วยเลเซอร์ LASCON® รองรับส่วนประกอบฮาร์ดแวร์ เช่น ตัวควบคุม LPC04 เพื่อรวมเครื่องวัดอุณหภูมิอินฟราเรดความเร็วสูง หัวประมวลผลเลเซอร์ หน่วยสอบเทียบ และอะแดปเตอร์เข้ากับเครื่องจักรและอุปกรณ์ในโรงงานได้อย่างง่ายดาย แพ็คเกจซอฟต์แวร์ทั้งหมดแบ่งออกเป็นหน่วยต่างๆ และสื่อสารผ่านโปรโตคอล TCP/IP.
การทดสอบกระบวนการ
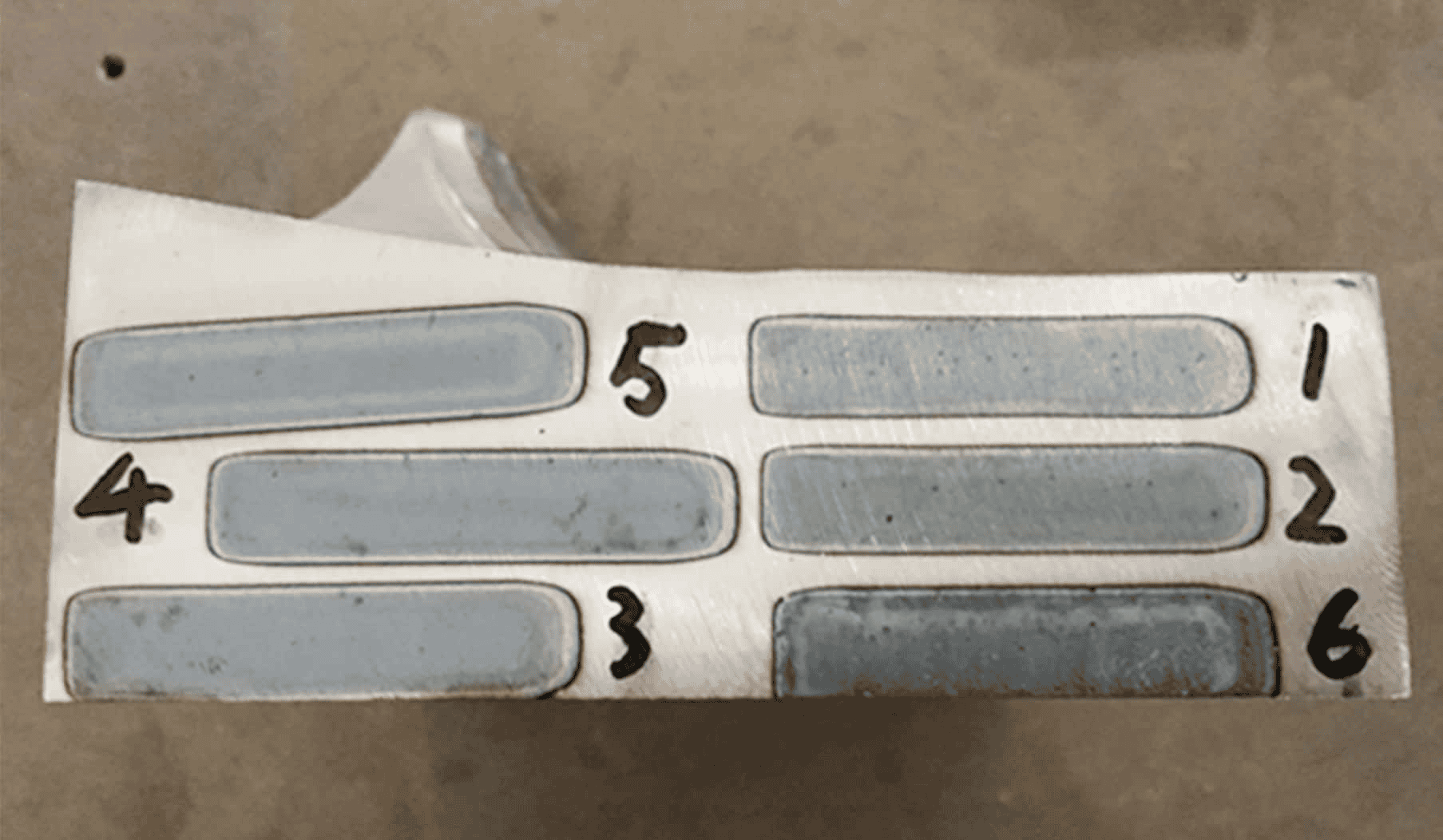
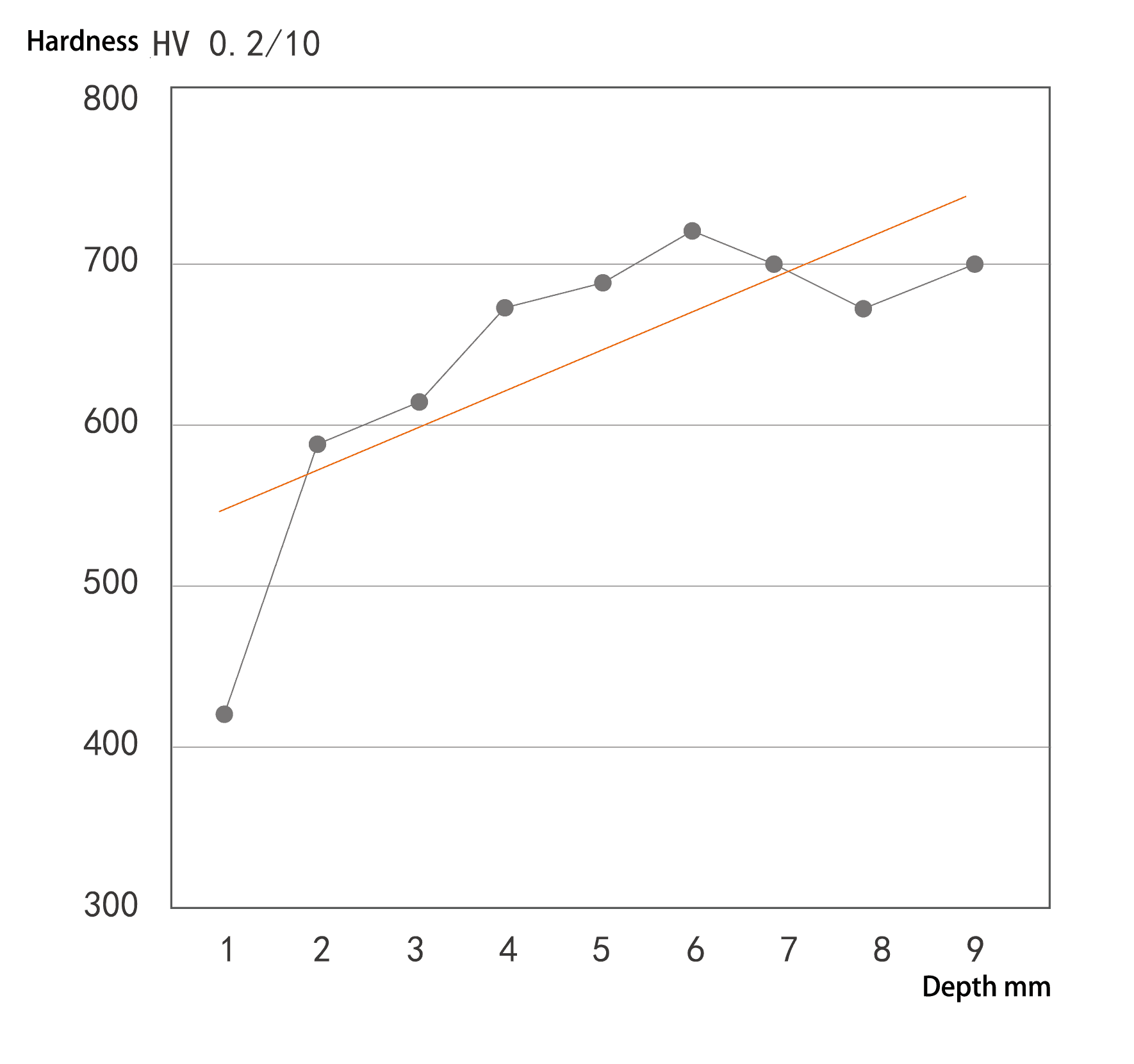
โดยการตั้งค่าอุณหภูมิการชุบแข็งที่แตกต่างกัน จะสามารถตรวจจับการเปลี่ยนแปลงของความแข็งหลังการชุบแข็งและความลึกของชั้นชุบแข็งของวัสดุได้ ในขณะเดียวกัน ซอฟต์แวร์ควบคุมอุณหภูมิจะคำนวณการเปลี่ยนแปลงและแสดงกำลังการส่งออกแสงจริงของเลเซอร์แบบเรียลไทม์. ความแข็งสูงสุดสามารถถึง HRC60.2 และค่าเฉลี่ยสามารถถึง HRC58.9. โดยการสกัดขวางหน้าตัดการดับแบบผ่านครั้งเดียวและทดสอบด้วยเครื่องวัดความแข็งแบบวิคเกอร์ส เราสามารถหาการเปลี่ยนแปลงของความแข็ง HV ตามความลึกที่เปลี่ยนแปลงได้.
วัสดุทดลอง
เหล็กแม่พิมพ์พลาสติกชุบแข็งล่วงหน้า 2738, ความแข็งหลังการชุบแข็งล่วงหน้า 29-33HRC.
พารามิเตอร์กระบวนการทดสอบ
ช่วงอุณหภูมิการดับ (℃) | 1000-1500 |
ช่วงกำลังของเลเซอร์ (%) | 46-70 |
ช่วงความหนาแน่นกำลัง (วัตต์ต่อตารางเซนติเมตร) | 1380-2100 |
ช่วงความหนาแน่นพลังงานในพื้นที่ (จูลต่อตารางเซนติเมตร) | 690-1050 |
หมายเหตุ: กำลังเต็มของเลเซอร์คือ 3000 วัตต์
ความลึกของชั้นที่แข็งตัว
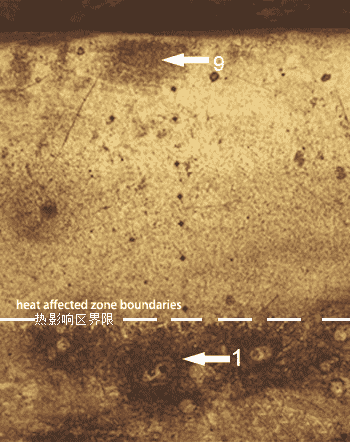
ตัวอย่างการทดสอบความแข็งแบบวิคเกอร์ส 4# 50X
ค่าความแข็งของวิคเกอร์ของตัวอย่าง #4
การทดสอบความแข็งของผิว
หมายเลขประจำเครื่อง | 1 | 2 | 3 | 4 | 5 | 6 |
ช่วงความแข็ง (HRC) | 30.3-45.0 | 51.7-54.7 | 55.4-57.9 | 58.1-60.1 | 58.2-59.3 | 57.0-60.2 |
ค่าความแข็งเฉลี่ย (HRC) | 36.9 | 52.9 | 57 | 58.6 | 58.9 | 58.6 |
กรณีศึกษาการประยุกต์ใช้
ให้บริการโซลูชันครบวงจรแบบครบวงจรสำหรับการชุบแข็งและการเสริมความแข็งแรงของชิ้นงาน

การเสริมความแข็งแรงของชิ้นส่วนรถขุด
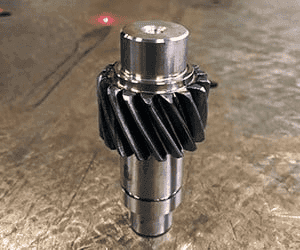
เหล็กเสริมเกียร์เกลียว 42Cr
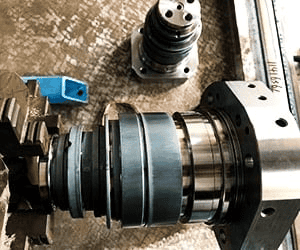
การเสริมความแข็งแรงของกระบอกสูบ
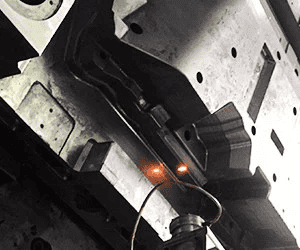
การเสริมความแข็งแรงของแม่พิมพ์หลากหลายรูปแบบ
การชุบแข็งแม่พิมพ์ H13

การชุบแข็งชิ้นส่วนลูกสูบรถยนต์

การชุบแข็งก้านส่งกำลังของรถจักรยานยนต์