GSTMDrill80 Оборудование для лазерной обработки микроотверстий (оборудование для лазерного импульсного сверления)
Представление характеристик оборудования
The equipment uses high-power ultrashort pulse laser as the processing light source and is equipped with a scanning module. It is mainly used for ultra-fine cold processing of curved and complex surface parts. It can realize various microstructure processing on the surface of various high-temperature alloys, metals, non-metals, and especially composite materials, such as through holes, blind holes, special-shaped holes, microcavities, cavities, special-shaped grooves, etc. The equipment is particularly suitable for high-quality and efficient hole making of air film holes and nozzle holes.
обработанные образцы


- It can realize the spatial angle microstructure processing of complex curved surfaces;
- It has the function of monitoring and detecting the end spot position and deviation;
- It has the function of implementing online image detection of processing status and automatic judgment of perforation status based on deep learning algorithm, which effectively prevents damage to the wall;
- It has the function of local optical path purification packaging, and the equipment can be applied to general factory environment;
- It has the function of adaptive positioning of feature points, which can solve the positioning problems caused by part manufacturing and clamping deviation;
- It is equipped with automatic door and high-precision pneumatic chuck, which can cooperate with the robot arm to realize automatic loading and unloading function. (Optional function)
| Параметр | Ценить |
| Machine Travel (X/Y/Z Axis) (mm) | 800/500/500 |
| B Axis (Composite Head Swing Axis) (Rotation Range) (°) | ±110/n×360 |
| Positioning Accuracy (X/Y/Z Axis) (mm) | 0.010/0.010/0.010 |
| (A/C Axis) (Positioning Accuracy) (″) | 30/30 |
| Repeat Positioning Accuracy (X/Y/Z Axis) (mm) | 0.005/0.005/0.005 |
| (A/C Axis) (Repeat Positioning Accuracy) (″) | 20/20 |
| Laser Average Power (w) | ≥20 |
| Laser Pulse Width | fs Level |
| Worktable Diameter (mm) | Φ190 |
| Worktable Maximum Load (kg) | 10 |
| Machine Weight (kg) | 7500 |
| Equipment Dimensions (mm) (W×D×H) | 2300×3750×2600 |
Micro-hole processing solution overview: Micro-hole processing equipment mainly provides precision micro-hole laser processing solutions for various complex-surface aerospace precision parts. It can provide customized/standardized laser processing equipment and R&D and processing services according to customer needs.
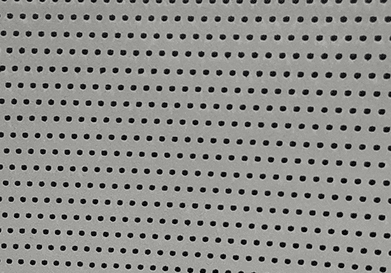
| Results pictures | описание |
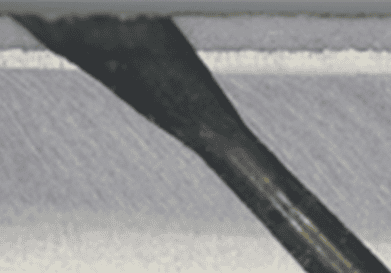
 | Coated Gas Turbine Blade Insert Hole The maximum processing size with dual light sources is φ450×400mm, with a processing accuracy of ±0.05mm and a maximum depth-to-diameter ratio of 20:1. |
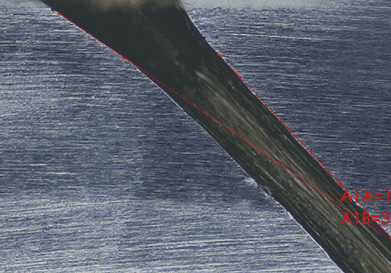 | Turbine Blade Insert Hole Section The maximum processing size with dual light sources is φ450×400mm, with a processing accuracy of ±0.05mm and a maximum depth-to-diameter ratio of 20:1. |
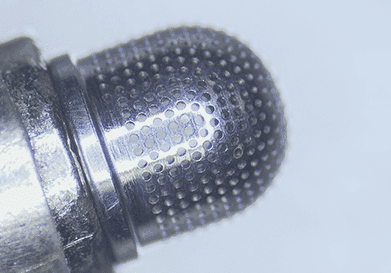
 | Turbine Blade Insert Hole Section The maximum processing size for dual workstations is φ200×260mm, with a hole diameter accuracy of ≤±0.03mm, a maximum depth-to-diameter ratio of 15:1, and a surface roughness of ≤Ra3.2. |
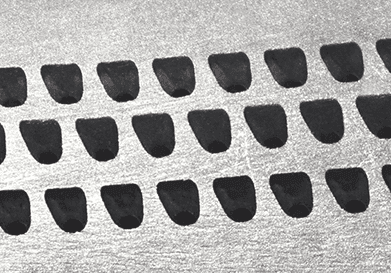 | Turbine Blade Insert Hole The maximum processing size is φ200×220mm, with a machining accuracy of ≤±0.03mm, a maximum depth-to-diameter ratio of 15:1, and a surface roughness of ≤Ra3.2. |
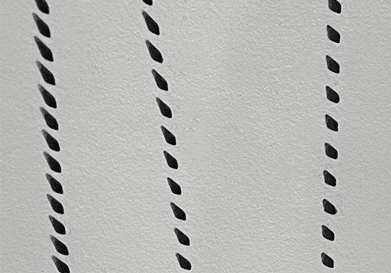
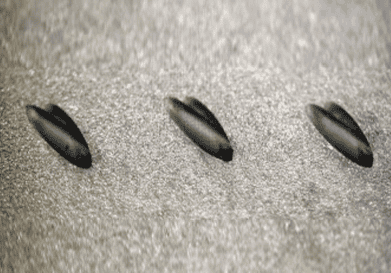 | Turbine Blade Dovetail Slot The maximum processing size is φ200×220mm, with a machining accuracy of ≤±0.03mm, a maximum depth-to-diameter ratio of 15:1, and a surface roughness of ≤Ra3.2. |

Сопутствующие товары
Освоение основных технологий в высокопроизводительном аддитивном производстве металлов и обработке поверхностей









