Darstellung der Eigenschaften des Geräts
Das Gerät verwendet einen Hochleistungs-Ultrakurzpulslaser als Bearbeitungslichtquelle und ist mit einem Scanmodul ausgestattet. Es wird hauptsächlich für die ultrafeine Kaltbearbeitung von gekrümmten und komplexen Oberflächenteilen verwendet. Mit dem Gerät können verschiedene Mikrostrukturen auf der Oberfläche von verschiedenen Hochtemperaturlegierungen, Metallen, Nichtmetallen und insbesondere Verbundwerkstoffen bearbeitet werden, z. B. Durchgangslöcher, Sacklöcher, speziell geformte Löcher, Mikrokavitäten, Hohlräume, speziell geformte Nuten usw. Die Anlage eignet sich besonders für die hochwertige und effiziente Herstellung von Luftfilm- und Düsenlöchern.
verarbeitete Proben


- Es kann die räumliche Winkelmikrostrukturbearbeitung von komplexen gekrümmten Oberflächen realisieren;
- Es hat die Funktion, die Endpunktposition und -abweichung zu überwachen und zu erkennen;
- Es verfügt über die Funktion der Online-Bilderkennung des Verarbeitungsstatus und der automatischen Beurteilung des Perforationsstatus auf der Grundlage eines Deep-Learning-Algorithmus, der Schäden an der Wand wirksam verhindert;
- Es hat die Funktion der lokalen optischen Pfad Reinigung Verpackung, und die Ausrüstung kann in der allgemeinen Fabrikumgebung angewendet werden;
- Es hat die Funktion der adaptiven Positionierung von Merkmalspunkten, die die Positionierungsprobleme lösen kann, die durch die Teileherstellung und die Einspannabweichung verursacht werden;
- Es ist mit einer automatischen Tür und einem hochpräzisen pneumatischen Spannfutter ausgestattet, das mit dem Roboterarm zusammenarbeiten kann, um eine automatische Be- und Entladefunktion zu realisieren. (Optionale Funktion)
| Parameter | Wert |
| Verfahrweg der Maschine (X/Y/Z-Achse) (mm) | 800/500/500 |
| B-Achse (Schwenkachse des Verbundkopfes) (Drehbereich) (°) | ±110/n×360 |
| Positioniergenauigkeit (X/Y/Z-Achse) (mm) | 0.010/0.010/0.010 |
| (A/C-Achse) (Positioniergenauigkeit) (″) | 30/30 |
| Wiederholgenauigkeit der Positionierung (X/Y/Z-Achse) (mm) | 0.005/0.005/0.005 |
| (A/C-Achse) (Wiederholgenauigkeit der Positionierung) (″) | 20/20 |
| Mittlere Laserleistung (w) | ≥20 |
| Laser-Pulsbreite | fs Ebene |
| Durchmesser des Arbeitstisches (mm) | Φ190 |
| Maximale Belastung des Arbeitstisches (kg) | 10 |
| Gewicht der Maschine (kg) | 7500 |
| Ausstattung Abmessungen (mm) (B×T×H) | 2300×3750×2600 |
Übersicht über die Lösungen für die Bearbeitung von Mikrolöchern: Mikrobohrungsbearbeitungsgeräte bieten hauptsächlich Präzisionslaserlösungen für verschiedene Präzisionsteile mit komplexer Oberfläche für die Luft- und Raumfahrt. Das Unternehmen kann kundenspezifische/standardisierte Laserbearbeitungsgeräte sowie F&E- und Bearbeitungsdienstleistungen entsprechend den Kundenanforderungen anbieten.
| Ergebnisse Bilder | Beschreibung |
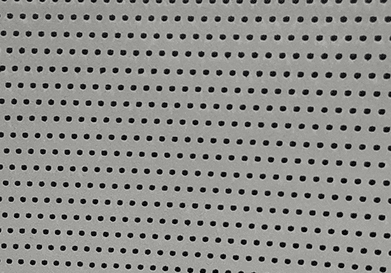
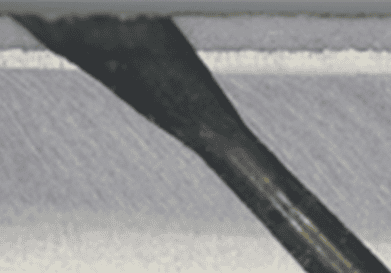
 | Beschichtete Gasturbinenschaufeln Einsatzbohrung Die maximale Bearbeitungsgröße mit zwei Lichtquellen beträgt φ450×400mm, mit einer Bearbeitungsgenauigkeit von ±0,05mm und einem maximalen Tiefen-Durchmesser-Verhältnis von 20:1. |
 | Turbinenschaufeleinsatz-Lochausschnitt Die maximale Bearbeitungsgröße mit zwei Lichtquellen beträgt φ450×400mm, mit einer Bearbeitungsgenauigkeit von ±0,05mm und einem maximalen Tiefen-Durchmesser-Verhältnis von 20:1. |
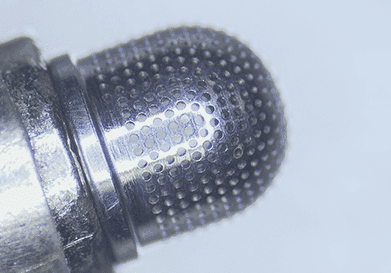
 | Turbinenschaufeleinsatz-Lochausschnitt Die maximale Bearbeitungsgröße für Doppelarbeitsplätze beträgt φ200×260mm, mit einer Lochdurchmessergenauigkeit von ≤±0,03mm, einem maximalen Tiefe-Durchmesser-Verhältnis von 15:1 und einer Oberflächenrauheit von ≤Ra3,2. |
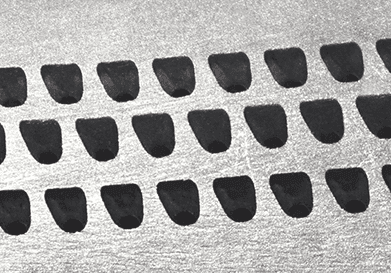 | Turbinenschaufel Einsatzbohrung Die maximale Bearbeitungsgröße beträgt φ200×220mm, mit einer Bearbeitungsgenauigkeit von ≤±0,03mm, einem maximalen Tiefen-Durchmesser-Verhältnis von 15:1 und einer Oberflächenrauheit von ≤Ra3,2. |
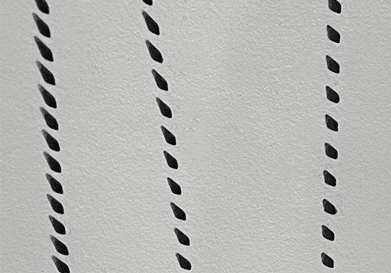
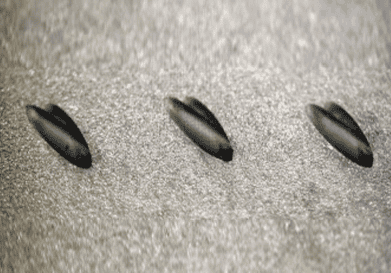 | Turbinenschaufel Schwalbenschwanzschlitz Die maximale Bearbeitungsgröße beträgt φ200×220mm, mit einer Bearbeitungsgenauigkeit von ≤±0,03mm, einem maximalen Tiefen-Durchmesser-Verhältnis von 15:1 und einer Oberflächenrauheit von ≤Ra3,2. |

Ähnliche Produkte
Beherrschung von Kerntechnologien in der additiven Fertigung und Oberflächenbehandlung von Hochleistungsmetallen









