GSTMDrill80 Echipament de procesare a microgăurilor cu laser (echipament de găurire cu puls laser)
Prezentarea caracteristicilor echipamentului
Echipamentul utilizează un laser cu puls ultrascurt de mare putere ca sursă de lumină de procesare și este echipat cu un modul de scanare. Acesta este utilizat în principal pentru prelucrarea la rece ultra fină a pieselor cu suprafețe curbe și complexe. Acesta poate realiza diverse prelucrări ale microstructurii pe suprafața diverselor aliaje de temperatură ridicată, metale, nemetale și, în special, materiale compozite, cum ar fi găuri trecătoare, găuri oarbe, găuri de formă specială, microcavități, cavități, caneluri de formă specială etc. Echipamentul este deosebit de potrivit pentru realizarea de găuri de înaltă calitate și eficiente pentru găuri pentru pelicule de aer și găuri pentru duze.
probe prelucrate


- Se poate realiza prelucrarea microstructurii unghiului spațial al suprafețelor curbe complexe;
- Acesta are funcția de monitorizare și detectare a poziției și abaterii punctului final;
- Acesta are funcția de a implementa detectarea online a imaginii stării de procesare și judecarea automată a stării de perforare pe baza algoritmului de învățare profundă, care previne în mod eficient deteriorarea peretelui;
- Acesta are funcția de ambalare a purificării căii optice locale, iar echipamentul poate fi aplicat în mediul general al fabricii;
- Acesta are funcția de poziționare adaptivă a punctelor caracteristice, care poate rezolva problemele de poziționare cauzate de fabricarea pieselor și de abaterea de prindere;
- Acesta este echipat cu ușă automată și mandrină pneumatică de înaltă precizie, care poate coopera cu brațul robot pentru a realiza funcția de încărcare și descărcare automată. (Funcție opțională)
| Parametru | Valoare |
| Cursa mașinii (axa X/Y/Z) (mm) | 800/500/500 |
| Axa B (Axa de balansare a capului compozit) (Interval de rotație) (°) | ±110/n×360 |
| Precizia poziționării (axa X/Y/Z) (mm) | 0.010/0.010/0.010 |
| (Axa A/C) (Precizia poziționării) (″) | 30/30 |
| Precizia poziționării repetate (axa X/Y/Z) (mm) | 0.005/0.005/0.005 |
| (Axa A/C) (Acuratețea poziționării repetate) (″) | 20/20 |
| Putere medie laser (w) | ≥20 |
| Lățimea pulsului laser | Nivelul fs |
| Diametrul mesei de lucru (mm) | Φ190 |
| Sarcina maximă a mesei de lucru (kg) | 10 |
| Greutatea mașinii (kg) | 7500 |
| Dimensiuni echipament (mm) (L×P×A) | 2300×3750×2600 |
Prezentare generală a soluției de prelucrare a microgăurilor: Echipamentul de procesare a microgăurilor oferă în principal soluții de procesare cu laser a microgăurilor de precizie pentru diverse piese de precizie aerospațiale cu suprafețe complexe. Poate furniza echipamente de prelucrare laser personalizate/standardizate, precum și servicii de cercetare și dezvoltare și de prelucrare în funcție de nevoile clienților.
| Imagini cu rezultate | descriere |
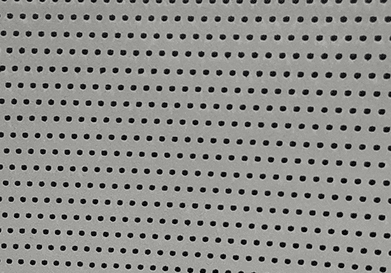
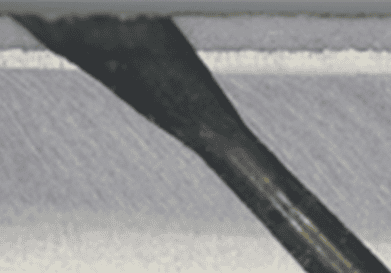
 | Orificiu de inserție a lamei turbinei cu gaz cu strat de acoperire Dimensiunea maximă de procesare cu surse duble de lumină este φ450×400mm, cu o precizie de procesare de ±0,05mm și un raport maxim adâncime/diametru de 20:1. |
 | Secțiunea găurii de inserție a paletei turbinei Dimensiunea maximă de procesare cu surse duble de lumină este φ450×400mm, cu o precizie de procesare de ±0,05mm și un raport maxim adâncime/diametru de 20:1. |
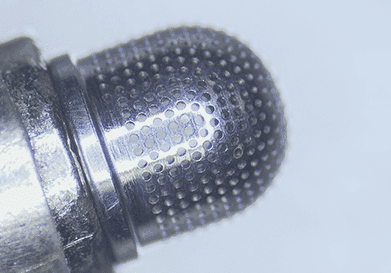
 | Secțiunea găurii de inserție a paletei turbinei Dimensiunea maximă de prelucrare pentru stațiile de lucru duble este φ200×260 mm, cu o precizie a diametrului găurii de ≤±0,03 mm, un raport maxim adâncime/diametru de 15:1 și o rugozitate a suprafeței de ≤Ra3.2. |
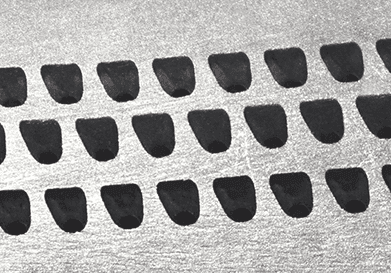 | Orificiu de introducere a paletei turbinei Dimensiunea maximă de prelucrare este de φ200×220 mm, cu o precizie de prelucrare de ≤±0,03 mm, un raport maxim adâncime/diametru de 15:1 și o rugozitate a suprafeței de ≤Ra3,2. |
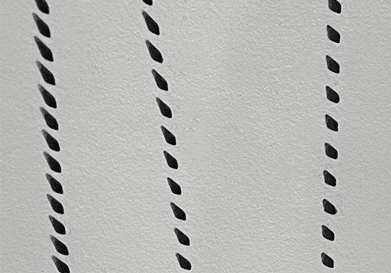
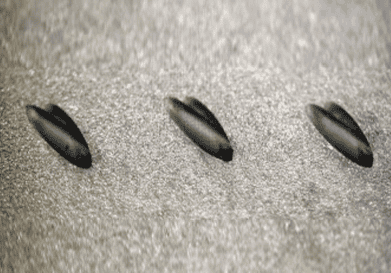 | Fantă cu coadă de porumb pentru paleta turbinei Dimensiunea maximă de prelucrare este de φ200×220 mm, cu o precizie de prelucrare de ≤±0,03 mm, un raport maxim adâncime/diametru de 15:1 și o rugozitate a suprafeței de ≤Ra3,2. |

Produse conexe
Stăpânirea tehnologiilor de bază în fabricarea aditivă a metalelor de înaltă performanță și tratarea suprafețelor









