Laserstrahl-Auftragschweißtechnologie für die Reparatur und Verstärkung von Präzisionsbauteilen in der Luft- und Raumfahrt und im Energiesektor
Das Laserstrahl-Auftragschweißen, ein fortschrittliches Verfahren der additiven Fertigung und Oberflächentechnik, spielt eine unersetzliche Rolle bei der Wiederaufbereitung und Verlängerung der Lebensdauer von High-End-Geräten. Insbesondere bei Triebwerken für die Luft- und Raumfahrt und bei Energiebohrgeräten, wo die Leistungsanforderungen extrem hoch sind, hat sich das Laserstrahl-Auftragschweißen zu einer zentralen Methode für die “Werterneuerung” kritischer Komponenten entwickelt.

1. Anwendungsszenarien: Bauteilausfälle unter extremen Betriebsbedingungen
Luft- und Raumfahrt- sowie Energieanlagen arbeiten unter extremen Bedingungen, wie hohen Temperaturen, hohem Druck, hohen Drehzahlen und korrosiven Medien. Der Ausfall ihrer wichtigsten Präzisionskomponenten gefährdet unmittelbar die Sicherheit und Effizienz des gesamten Systems.
Triebwerksschaufeln für die Luft- und Raumfahrt: Turbinen- und Leitschaufeln sind einer Gaserosion bei hohen Temperaturen ausgesetzt, die den Schmelzpunkt des Grundmaterials übersteigt, sowie einer erheblichen Zentrifugalbelastung. Häufige Ausfallarten sind:
Hochtemperaturoxidation und thermische Korrosion: An den Vorderkanten und Spitzen werden die Schutzschichten durch hohe Temperaturen zerstört, was zur Erosion des Grundmaterials und zur Bildung von Defekten führt.
Beschädigung durch Fremdkörper: Partikel (z. B. Sand, Staub), die in den Lufteinlass gelangen, prallen bei hohen Geschwindigkeiten auf die Schaufeln und verursachen Lochfraß oder Schäden an der Spitze.
Ermüdungsrisse: Bei Wechselbeanspruchung entstehen Mikrorisse an Spannungskonzentrationspunkten.
Zahnräder und Getriebekomponenten: Ob in Getrieben von Flugzeugtriebwerken oder in Windturbinen und Bohrausrüstungen im Energiesektor - der Ausfall von Getrieben ist in der Regel auf folgende Ursachen zurückzuführen:
Kontaktermüdung: Lochfraß und Abplatzungen an Zahnoberflächen unter zyklischen Kontaktbelastungen.
Abrasive Abnutzung: Zahnradoberflächen werden durch harte Partikel unter Bedingungen mit schlechter Schmierung oder Verunreinigungen abgenutzt.
Adhäsion: Hohe Lasten führen zu hohen lokalen Temperaturen, die den Ölfilm aufbrechen und Metallanhaftungen und Risse verursachen.
2. Die Lösung: Präzisions-Laserplattierungs-Reparaturverfahren
Bei der Reparatur des Laserauftragschweißens geht es nicht nur um das “Auffüllen von Material”, sondern um einen umfassenden Aufarbeitungsprozess, der Materialwissenschaft, Thermodynamik und Präzisionskontrolle umfasst.
Kerntechnologie Prozess:
Digitale Schadensbewertung und 3D-Modellierung:
Hochpräzise digitale 3D-Scans von beschädigten Bauteilen werden mit Koordinatenmessmaschinen (CMM) oder Blaulicht-Scannern durchgeführt. Die Geometrie des beschädigten Bereichs wird erfasst und mit dem ursprünglichen CAD-Modell verglichen, um das Materialvolumen und die Form, die verkleidet werden müssen, genau zu berechnen.
Entwurf und Auswahl von Materialsystemen:
Dieser Schritt ist entscheidend für den Erfolg der Reparatur. Das Reparaturmaterial muss eine gute metallurgische Kompatibilität mit dem Grundwerkstoff aufweisen und gleichzeitig die geforderten Eigenschaften wie Hochtemperaturfestigkeit, Verschleißfestigkeit und Korrosionsbeständigkeit erfüllen oder übertreffen.
Klingen für die Luft- und Raumfahrt: Üblicherweise werden Hochtemperaturlegierungspulver auf Nickel- oder Kobaltbasis (z. B. Inconel 718, Hastelloy X) verwendet. Für die Klingenspitzen werden spezielle verschleißfeste Hochtemperatur-Legierungen gewählt.
Zahnradzähne: Üblich sind Stellite-Legierungen auf Kobaltbasis oder Nickelbasislegierungen, die für ihre hervorragende Hochtemperatur-Rotgusshärte und Verschleißfestigkeit bekannt sind. Zahnräder auf Eisenbasis werden mit Hochleistungslegierungen auf Eisenbasis oder Metall-Keramik-Verbundwerkstoffen repariert.
Prozesskontrolle beim Präzisionsplattieren:
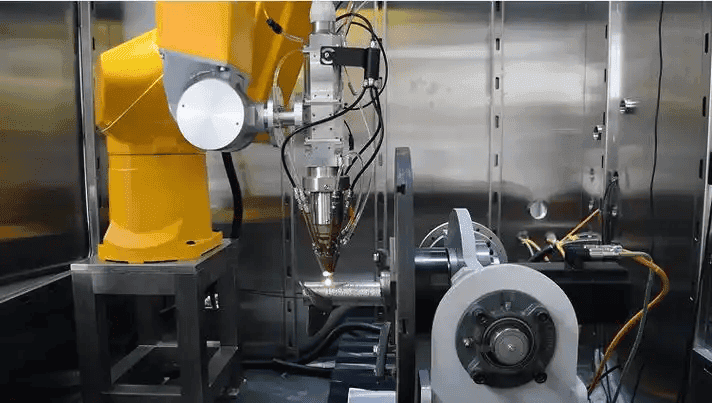
Auswahl des Lasers: In der Regel werden Halbleiterlaser oder Faserlaser mit hoher Strahlqualität und einer Leistung von 1 kW bis 6 kW verwendet.
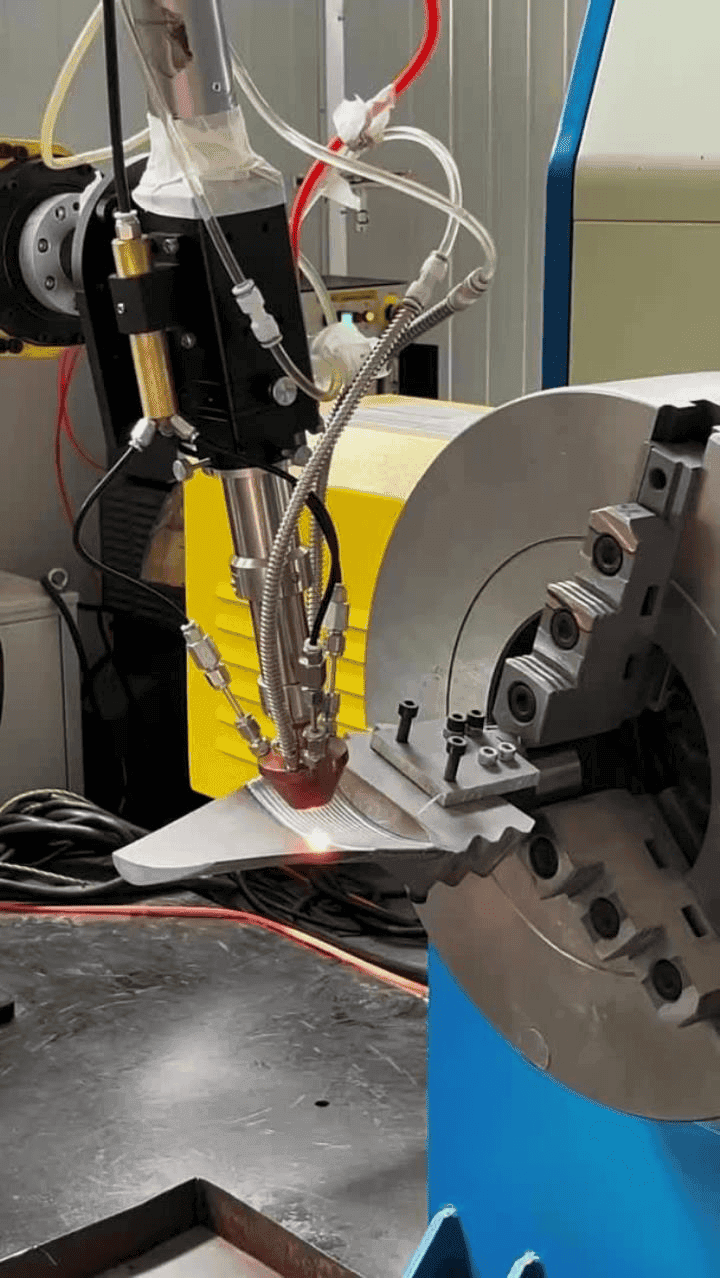
Pulverzufuhr: Die koaxiale Pulverzufuhr sorgt dafür, dass der Pulverstrahl vom Laserstrahl umgeben ist, so dass das Beschichten in jeder Richtung möglich ist. Dies ist besonders nützlich für komplexe Oberflächen wie Schaufelspitzen und Zahnradprofile.
Prozessüberwachung: Wärmebild- und visuelle Überwachungssysteme sind integriert, um die Temperatur und Form des Schmelzbads in Echtzeit zu verfolgen. Kontrollsysteme mit geschlossenem Regelkreis passen die Laserleistung und die Scangeschwindigkeit dynamisch an, um stabile und fehlerfreie Plattierungsschichten zu gewährleisten (z. B. Vermeidung von Porosität oder Rissen).
Nachbearbeitung und Präzisionsbearbeitung:
Nach dem Plattieren werden die Bauteile einem Spannungsarmglühen unterzogen, um Eigenspannungen zu beseitigen. Anschließend erfolgt eine fünfachsige CNC-Bearbeitung oder ein Präzisionsschleifen, um die endgültigen Abmessungen und die erforderliche Oberflächengüte zu erreichen und sicherzustellen, dass die aerodynamischen Eigenschaften (bei Schaufeln) oder die Präzision des Zahneingriffs (bei Zahnrädern) erfüllt werden.
Reparatureffekte und Vorteile:
Metallurgische Bindung: Die plattierte Schicht bildet eine dichte metallurgische Verbindung mit dem Grundmaterial, die eine hohe Haftfestigkeit gewährleistet und eine Delamination verhindert.
Niedrige Verdünnungsrate: Die Laserenergie ist stark fokussiert und die wärmebeeinflusste Zone ist minimal (typischerweise <0,5 mm). Dadurch wird sichergestellt, dass die Leistung des Grundmaterials weitgehend erhalten bleibt, während die Reinheit und Leistung der beschichteten Schicht erhalten bleibt.
Verfeinerung des Mikrogefüges: Aufgrund des schnellen Schmelzens und Abkühlens beim Laserstrahl-Auftragschweißen weist die plattierte Schicht feine dendritische oder gleichachsige Kristalle auf, die die Materialhärte, Zähigkeit und Ermüdungsbeständigkeit erheblich verbessern.
3. Typische Fälle
Luft- und Raumfahrt: Weltweit führende Unternehmen der Triebwerksinstandhaltung in der Luft- und Raumfahrt, wie MTU und Lufthansa Technik, haben das Laserstrahl-Auftragschweißen für die Reparatur von Hochdruck-Turbinenschaufelspitzen weitgehend übernommen. So wurde beispielsweise eine einkristalline Schaufel, die aufgrund von Verschleiß 0,8 mm verloren hatte, durch Laserstrahl-Auftragschweißen mit einer speziellen Hochtemperaturlegierung auf Nickelbasis repariert, wobei die Abmessungen wiederhergestellt wurden. Durch diese Reparatur wurde ein teures Bauteil im Wert von Hunderttausenden von Dollar gerettet, wobei die Reparaturkosten nur 30%-50% eines neuen Teils betrugen.
Energiesektor: Bei Ölbohrungen sind verschlissene Gewinde an Bohrgestängeverbindungen ein häufiges Problem. Durch Laserauftragsschweißen mit einer dicken verschleißfesten Legierung auf Kobaltbasis wird die Lebensdauer der Gewindedichtfläche im Vergleich zu neuen aufgekohlten Schichten um das 2-3fache verlängert. In ähnlicher Weise wird die Verschleißfestigkeit von großen Planetengetrieben in Windkraftanlagen durch Laserstrahl-Auftragschweißen erheblich verbessert, wodurch die Ausfallrate des Hauptgetriebesystems effektiv verringert und wirtschaftliche Verluste durch Ausfallzeiten minimiert werden.

4. Zukünftige Trends
Die Technologie des Laserstrahl-Auftragschweißens entwickelt sich in Richtung intelligenter, effizienter und Makro-Mikro-Integration:
Intelligente und digitale Integration: Durch die Kombination von KI und digitaler Zwillingstechnologie wird ein vollautomatisches Kreislaufsystem für “Scannen - Modellieren - Planen - Verkleiden - Prüfen” geschaffen. KI wird die Prozessparameter in Echtzeit auf der Grundlage historischer Daten optimieren und Fehler vorhersagen und vermeiden.
Hochpräzisions- und Mikroauftragsschweißen: Der Einsatz hochwertigerer Laserstrahlen (Ultraviolett-/Grünlaser) in Verbindung mit präzisen Pulverzuführungssystemen wird Mikrobeschichtungen mit einer Strukturgröße von unter 100 Mikrometern ermöglichen, die sich ideal für die Reparatur von Präzisionsformen, Mikrostrukturen in optischen Kommunikationsgeräten und die Wiederherstellung von Kühlungslöchern in Triebwerksschaufeln in der Luftfahrt eignen.
Großbauteile und hybride Fertigung: In dem Maße, wie Hochleistungslaser (im Kilowattbereich) und Robotertechnologien ausgereift sind, werden sich die Anwendungen des Laserstrahl-Auftragschweißens über die Reparatur hinaus auf die “Hochleistungsfertigung” großer Bauteile ausweiten. In der Luft- und Raumfahrt kann das Laserstrahl-Auftragschweißen beispielsweise für die direkte Herstellung oder Reparatur großer Flügelholme aus Titanlegierungen und Formen für die Außenhaut von Flugzeugen eingesetzt werden, wobei eine “endkonturnahe Formgebung” zur Senkung der Material- und Verarbeitungskosten erreicht wird.
Entwicklung neuer Werkstoffe und funktional abgestufter Materialien: Kundenspezifische Legierungspulver, amorphe Legierungen, hochentrope Legierungen und Metallmatrix-Verbundwerkstoffe werden für spezifische Betriebsbedingungen entwickelt. Durch Echtzeitanpassungen der Pulverzusammensetzung können funktional abgestufte Werkstoffe (FGM) für ein einziges Teil hergestellt werden, die in verschiedenen Bereichen unterschiedliche Leistungsmerkmale aufweisen (z. B. Verschleißfestigkeit an einem Ende, Korrosionsbeständigkeit an einem anderen).
Zusammenarbeit mit dem 3D-Druck: Als Vertreter des 3D-Drucks mit gerichteter Energieabscheidung (DED) wird das Laserstrahl-Auftragschweißen zunehmend mit der Technologie des Pulverbettschmelzens (SLM) zusammenarbeiten und eine Doppelrolle bei der “Makrokonstruktion” und “Mikroreparatur” spielen, um Lösungen für die lebenslange Herstellung und Wartung komplexer Komponenten in Branchen wie der Luft- und Raumfahrt und der Kernkraft zu bieten.
Lydia Liu
Dr. Lydia Liu – Senior Researcher, Expertin für Markt- und Lösungsintegration. Dr. Lydia Liu ist eine einzigartige Expertin, die erstklassiges technisches Know-how im Bereich der additiven Fertigung mit einem ausgeprägten Gespür für Markt- und Ressourcenintegration verbindet. Als promovierte Wissenschaftlerin und Senior Researcher im Bereich AM verfügt sie über fundiertes technisches Wissen und fungiert gleichzeitig als wichtige Brücke zwischen Spitzentechnologie und Marktbedürfnissen. Ihr besonderer Wert liegt in ihrer Fähigkeit, die komplexesten technischen Herausforderungen ihrer Kunden zu verstehen und, basierend auf einem umfassenden Überblick über das globale AM-Ökosystem, die besten technischen Ressourcen und Lösungen präzise zu integrieren.

{kind=link}
{kind=link}
{kind=link}