Technologie laserového plátování pro přesné opravy a zpevňování součástí v leteckém a energetickém průmyslu
Laserová plátovací technologie, pokročilý proces aditivní výroby a povrchového inženýrství, hraje nezastupitelnou roli při obnově a prodlužování životnosti špičkových zařízení. Zejména u leteckých motorů a energetických vrtných zařízení, kde jsou kladeny extrémně vysoké nároky na výkon, se laserové plátování stalo základní metodou “regenerace hodnoty” kritických komponent.

1. Scénáře použití: Selhání komponent v extrémních provozních podmínkách
Letecká a energetická zařízení pracují v extrémních podmínkách, včetně vysokých teplot, vysokých tlaků, vysokých rychlostí otáčení a vystavení korozivním médiím. Selhání jejich hlavních přesných součástí přímo ohrožuje bezpečnost a účinnost celého systému.
Lopatky leteckých motorů: Lopatky turbín a vedení jsou vystaveny vysokoteplotní plynové erozi, která přesahuje teplotu tání základního materiálu, a značnému odstředivému namáhání. Mezi běžné způsoby poruch patří:
Vysokoteplotní oxidace a tepelná koroze: Na náběžných hranách a špičkách dochází k rozpadu ochranných povlaků vlivem vysokých teplot, což způsobuje erozi základního materiálu a tvorbu defektů.
Poškození cizím předmětem: Částice (např. písek, prach), které se dostanou do sání vzduchu, narážejí při vysokých rychlostech na lopatky a způsobují jejich poškození.
Únavové praskání: Při střídavém namáhání vznikají v místech koncentrace napětí mikrotrhliny.
Ozubená kola a součásti převodovky: Ať už se jedná o převodovky leteckých motorů nebo větrné turbíny a vrtná zařízení v energetice, poruchy převodů jsou obvykle způsobeny:
Únava kontaktů: Důlková únava: Důlková únava a odlupování povrchu zubů při cyklickém kontaktním namáhání.
Abrazivní opotřebení: V podmínkách nedostatečného mazání nebo znečištění dochází k opotřebení povrchu zubů ozubených kol tvrdými částicemi.
Přilnavost: Vysoké zatížení vede k vysokým místním teplotám, které narušují olejový film a způsobují přilnavost a trhání kovu.
2. Řešení: Přesný laserový proces opravy opláštění
Oprava laserového pláště není jen o “doplnění materiálu”, ale o komplexním procesu obnovy, který zahrnuje vědu o materiálech, termodynamiku a přesnou kontrolu.
Základní technologický proces:
Digitální vyhodnocování poškození a 3D modelování:
Vysoce přesné 3D digitální skenování poškozených součástí se provádí pomocí souřadnicových měřicích strojů (CMM) nebo skenerů s modrým světlem. Geometrie poškozeného místa je zachycena a porovnána s původním modelem CAD, aby bylo možné přesně vypočítat objem a tvar materiálu, který je třeba obložit.
Návrh a výběr systému materiálů:
Tento krok je pro úspěch opravy rozhodující. Opravný materiál musí mít dobrou metalurgickou kompatibilitu se základním materiálem a zároveň musí splňovat nebo překračovat požadované vlastnosti, jako je pevnost při vysokých teplotách, odolnost proti opotřebení a odolnost proti korozi.
Letecké nože: Obvykle se používají práškové vysokoteplotní slitiny na bázi niklu nebo kobaltu (např. Inconel 718, Hastelloy X). Pro hroty lopatek se volí specializované vysokoteplotní slitiny odolné proti opotřebení.
Ozubená kola: Jsou běžné kobaltové slitiny řady Stellite nebo slitiny na bázi niklu, které jsou známé svou vynikající tvrdostí při vysokých teplotách a odolností proti opotřebení. Ozubená kola na bázi železa se opravují pomocí vysoce výkonných slitin na bázi železa nebo kovokeramických kompozitů.
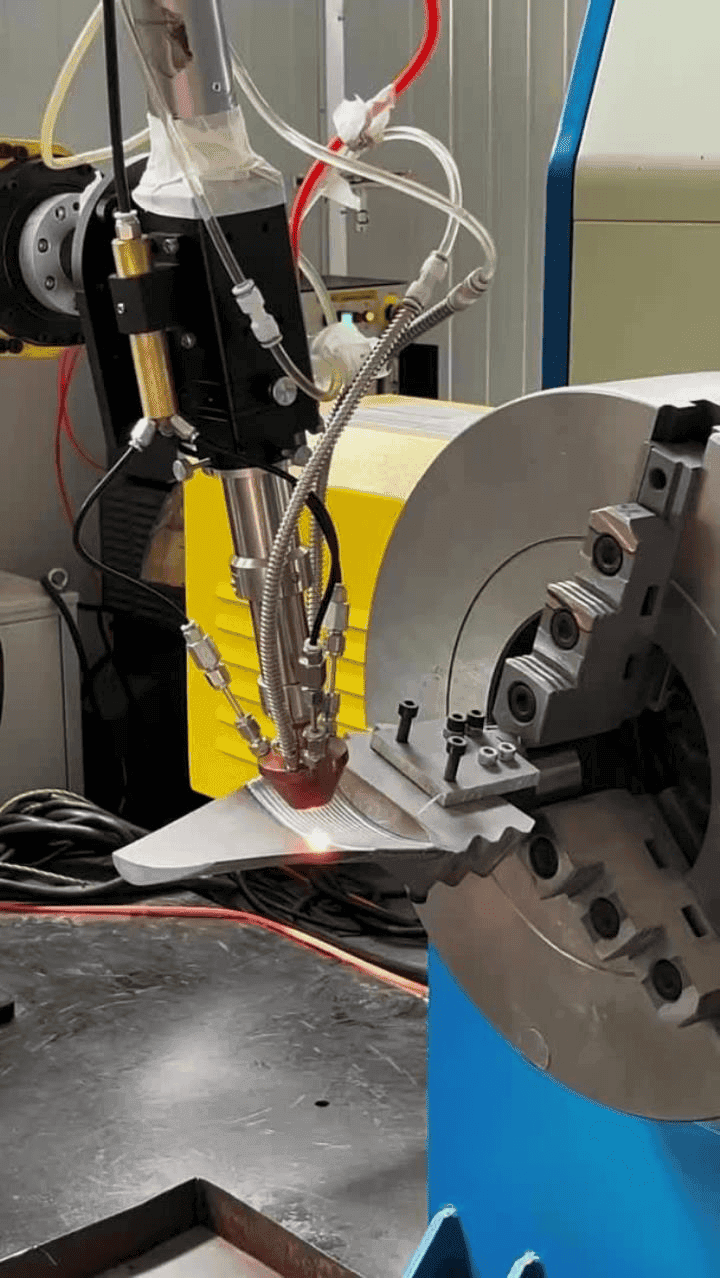
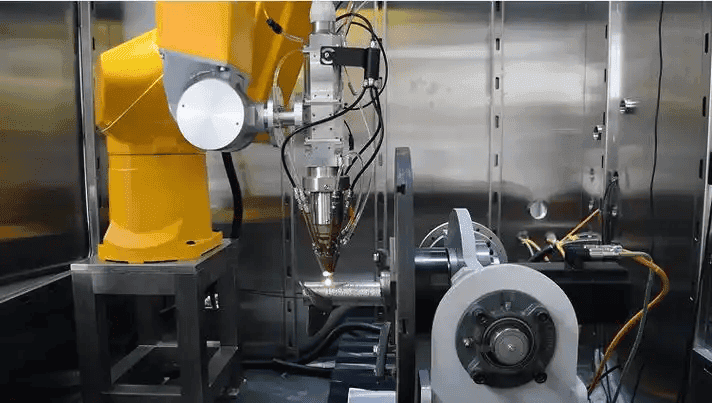
Přesné řízení procesu opláštění:
Výběr laseru: Obvykle se používají polovodičové lasery nebo vláknové lasery s vysokou kvalitou paprsku o výkonu od 1 kW do 6 kW.
Dodávka prášku: Koaxiální dodávka prášku zajišťuje, že proud prášku je obklopen laserovým paprskem, což umožňuje plátování v libovolném směru. To je užitečné zejména pro složité povrchy, jako jsou špičky lopatek a profily ozubených kol.
Monitorování procesů: Tepelné zobrazovací a vizuální monitorovací systémy jsou integrovány pro sledování teploty a tvaru taveniny v reálném čase. Uzavřené řídicí systémy dynamicky upravují výkon laseru a rychlost skenování, aby byla zajištěna stabilita a bezchybnost plášťových vrstev (např. zamezení vzniku pórů nebo trhlin).
Následné zpracování a přesné obrábění:
Po plátování se součásti podrobí žíhání na uvolnění napětí, aby se odstranilo zbytkové napětí. Poté se provede pětiosé CNC obrábění nebo přesné broušení, aby se dosáhlo konečných rozměrů a požadované povrchové úpravy, čímž se zajistí dodržení aerodynamických vlastností (u lopatek) nebo přesnost ozubení (u ozubených kol).
Účinky a výhody oprav:
Metalurgické lepení: Vrstva s plátováním vytváří se základním materiálem hustou metalurgickou vazbu, která zajišťuje vysokou pevnost spoje a zabraňuje odlupování.
Nízká míra ředění: Laserová energie je vysoce koncentrovaná a tepelně ovlivněná zóna je minimální (obvykle <0,5 mm), což zajišťuje, že výkon základního materiálu zůstane z velké části zachován a zároveň se zachová čistota a výkon plátované vrstvy.
Zpřesnění mikrostruktury: Díky rychlému tavení a ochlazování laserového plátování se plátovaná vrstva vyznačuje jemnými dendritickými nebo rovnoramennými krystaly, což výrazně zlepšuje tvrdost, houževnatost a odolnost materiálu proti únavě.
3. Typické případy
Letectví a kosmonautika: Přední světové společnosti zabývající se údržbou leteckých motorů, jako jsou MTU a Lufthansa Technik, široce používají laserové plátování pro opravy vysokotlakých lopatek turbín. Například lopatka s monokrystalickou strukturou, která v důsledku opotřebení ztratila 0,8 mm, byla opravena pomocí laserového plátování specifickou vysokoteplotní slitinou na bázi niklu, čímž se obnovily její rozměry a následným tepelným zpracováním se obnovila její monokrystalická struktura, takže byla opět provozuschopná. Tato oprava zachránila drahou součást v hodnotě stovek tisíc dolarů, přičemž náklady na opravu činily pouze 30%-50% nového dílu.
Odvětví energetiky: Při těžbě ropy jsou opotřebované závity na spojích vrtných trubek běžným problémem. Použitím laserového plátování silnou slitinou na bázi kobaltu odolnou proti opotřebení se životnost povrchu závitového těsnění prodlouží 2-3krát ve srovnání s novými nauhličenými vrstvami. Podobně u zubů velkých planetových převodovek ve větrných turbínách se po laserovém plátování výrazně zvyšuje jejich odolnost proti opotřebení, čímž se účinně snižuje poruchovost hlavního převodového systému a minimalizují ekonomické ztráty způsobené odstávkami.

4. Budoucí trendy
Technologie laserového plátování se vyvíjí směrem k inteligentnější, efektivnější a makro-mikro integraci:
Inteligentní a digitální integrace: Kombinace umělé inteligence a technologie digitálního dvojčete vytvoří plně automatizovaný systém s uzavřenou smyčkou pro “skenování-modelování-plánování cesty-obložení-kontrolu”. AI bude optimalizovat parametry procesu v reálném čase na základě historických dat, předvídat a předcházet vadám.
Vysoce přesné a mikroobklady: Použití kvalitnějších paprskových laserů (ultrafialové/zelené lasery) v kombinaci s přesnými systémy podávání prášku umožní mikrooblékání s velikostí prvků pod 100 mikronů, což je ideální pro opravy přesných forem, mikrostruktury v optických komunikačních zařízeních a repasování chladicích otvorů v aerodynamických krytech leteckých motorů.
Velkorozměrové komponenty a hybridní výroba: S rozvojem výkonných (kilowattových) laserů a robotických technologií se aplikace laserového plátování rozšíří nejen na opravy, ale i na “vysoce výkonnou výrobu” velkých součástí. Například v letectví a kosmonautice jej lze využít k přímé výrobě nebo opravě velkých nosníků křídel z titanových slitin a forem pro potah letadel, čímž se dosáhne “téměř čistého tvarování”, které sníží náklady na materiál a zpracování.
Vývoj nových materiálů a funkčně tříděných materiálů: Pro specifické provozní podmínky se vyvíjejí práškové slitiny, amorfní slitiny, slitiny s vysokou entropií a kompozity s kovovou matricí. Úpravy složení prášku v reálném čase umožní vyrábět funkčně odstupňované materiály (FGM) na jednom dílu s různými výkonnostními charakteristikami v různých oblastech (např. odolnost proti opotřebení na jednom konci, odolnost proti korozi na jiném).
Spolupráce s 3D tiskem: Laserové plátování jako zástupce 3D tisku s usměrněným nanášením energie (DED) bude stále více spolupracovat s technologií práškové fúze (SLM) a bude hrát dvojí roli v “makrokonstrukci” a “mikroopravě”, aby poskytlo řešení pro výrobu a údržbu složitých komponentů po celou dobu jejich životnosti v odvětvích, jako je letectví a jaderná energetika.
Lydia Liu
Dr. Lydia Liu – Vedoucí výzkumná pracovnice, expertka na trh a integraci řešení Dr. Lydia Liu je unikátní hybridní profesionálka, která dokonale spojuje špičkové technické znalosti v oblasti aditivní výroby s bystrou vizí pro integraci trhu a zdrojů. Jako doktorandka a vedoucí výzkumná pracovnice v oblasti aditivní výroby disponuje hlubokými technickými znalostmi a zároveň působí jako klíčový most propojující špičkové technologie s potřebami trhu. Její jedinečná hodnota spočívá v její schopnosti hluboce porozumět nejsložitějším technickým výzvám, kterým klienti čelí, a na základě komplexního přehledu globálního ekosystému aditivní výroby přesně integrovat nejlepší technické zdroje a řešení…

{kind=link}
{kind=link}
{kind=link}