Laserstrahl-Auftragschweißen Erklärt: Von den Grundprinzipien zur industriellen Praxis
Erfahren Sie, wie das Laserstrahl-Auftragschweißen die Verschleiß-, Korrosions-, Hitze- und Oxidationsbeständigkeit verbessert und gleichzeitig eine In-situ-Reparatur ermöglicht. Dieser Leitfaden behandelt Prozessprinzipien, Schlüsselparameter (Leistung, Vorschub, Scangeschwindigkeit, Step-over, Schutzgas), Fehlerdiagnose und die intelligenten Steuerungslösungen von Greenstone-Tech.
1) Technologie-Übersicht & Kernwert
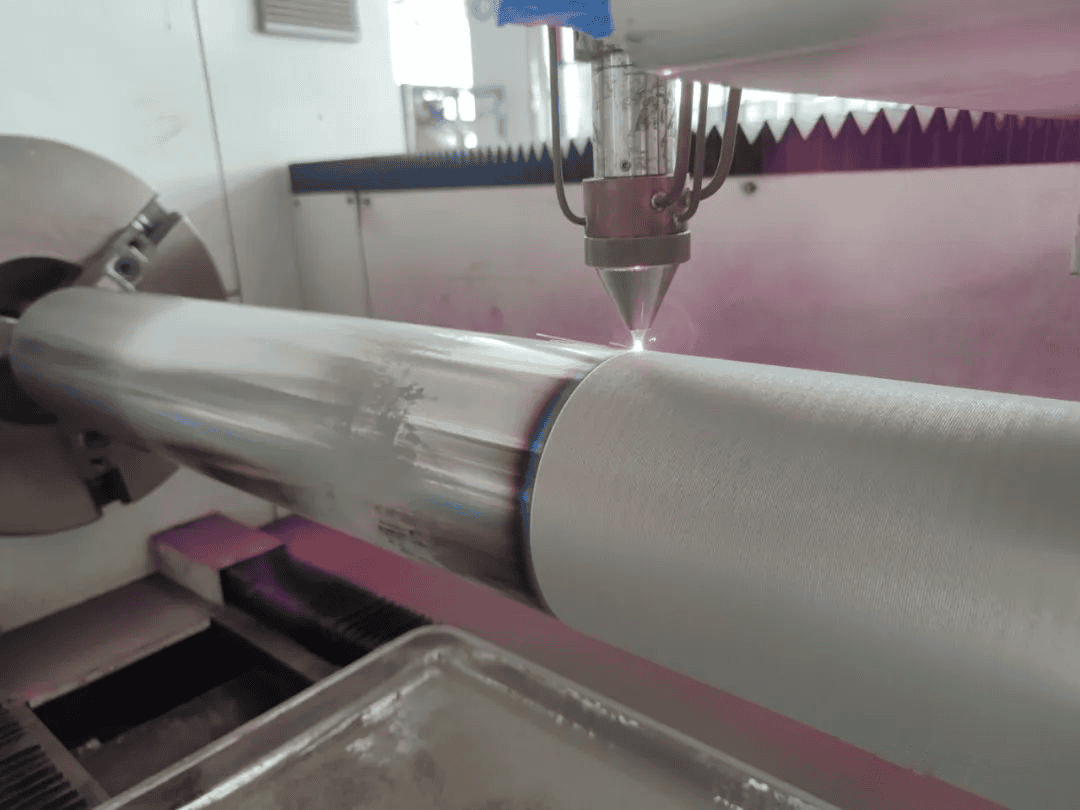
Laserauftragschweißen ist ein fortschrittliches Verfahren der Oberflächentechnik. Ein Hochenergielaser tastet einen vordefinierten Werkzeugweg ab, schmilzt eine dünne Schicht des Substrats und das eingespritzte Material zu einem vorübergehenden Schmelzbad und erstarrt dann schnell zu einer dichten Schicht, metallurgisch gebunden Beschichtung mit geringe Verdünnung. Ergebnisse:
- In-situ-Reparatur von mechanischen Teilen (Wellen, Sitze, Formen, Zahnräder, Flügel).
- Leistungsverbesserungen: höher tragen, Korrosion, Wärme, Und Oxidation Widerstand gegenüber dem Grundmetall.
- Grüne, intelligente Fertigung: minimale Abfälle, kurze Wärmezyklen, einfache Automatisierung und Regelung des Kreislaufs.
Da die Hersteller Nachhaltigkeit und Digitalisierung anstreben, unterstützt das Laserstrahl-Auftragschweißen die Wiederaufbereitung Und Metalladditiv Strategien. Greenstone-Tech fördert die Akzeptanz durch kontinuierliche Forschung und Entwicklung und praxiserprobte Lösungen.
2) Präzise Kontrolle der Prozessparameter
Laserleistung (Energieeintrag)
Die Leistung bestimmt die Größe des Schmelzbads und die Ablagerungsrate.
- Zu niedrig: Unterschmelzen des Pulvers → Grübchenbildung nach der Fertigstellung, schwache Bindung, geringe Härte.
- Zu hoch: Überschmelzungen/Unterschneidungen, Hitzelinien oder “Falten”, Geometrieabweichungen.
- Bewährte Praxis: die Leistung an die Legierung, die Perlengröße und den Weg anpassen. Greenstone-Tech's intelligente Leistungssteuerung hält Stabilität in sich ±1%, zur Verbesserung der Wiederholbarkeit.

Pulverfördermenge (Materialeinsatz)
Muss mit der verfügbaren Laserenergie gekoppelt werden.
- Zu hoch: Energiedefizit → unvollständiges Schmelzen, Lochfraß, schwache metallurgische Bindung, mögliche Spallation.
- Optimiert: höhere Abscheidungseffizienz und dichte Beschichtung. Greenstone-Tech Feeder erreichen bis zu 95% Pulververwendung mit stabilem Massenstrom.
Scan-/Verfahrgeschwindigkeit (Liniengeschwindigkeit)
Steuert die Schichtdicke, die Verdünnung und die Verklebung.
- Schneller: dünnere Leiterbahnen, riskieren aber ein unzureichendes Schmelzen des Substrats und eine schwächere Haftung.
- Ein wenig langsamer: höhere Härte, bessere Ausnutzung - aber achten Sie auf den Wärmestau. Gleichgewicht mit Schlupfstrategie und Zwischenlagentemperatur.
Step-Over-/Luken-Abstand
Bestimmt die Oberflächenbeschaffenheit und die Verdünnung.
- Kleinerer Step-over (höhere Überlappung): glattere Oberfläche, weniger Täler, typischerweise niedrigerer Ra.
- Größere Schrittweite: sichtbare Schweißraupen/Spurspuren; kann die lokale Verdünnung erhöhen. Wählen Sie je nach Funktion (Dichtfläche vs. Schruppen).
Abschirmung/Trägergasfluss
Doppelte Funktion: Pulvertransport und Schutz vor Oxidation.
- Argon bietet im Allgemeinen für viele Legierungen einen besseren Schutz als Stickstoff.
- Zu viel Fluss: Fahnenstörung, Spritzer; zu wenig: Oxidation, Porosität.
- Greenstone-Tech Gassteuerung ermöglicht eine präzise Strömungsabstimmung für stabile Abgasfahnen und saubere Metallurgie.
3) Fehlersuche: Grundursachen und Abhilfemaßnahmen
A) Delamination der Beschichtung (Abplatzungen)
Grundlegende Ursachen: unzureichendes Aufschmelzen des Substrats (niedrige Leistung/hohe Geschwindigkeit), zu hoher Vorschub, verunreinigte Oberfläche (Öl, Beschichtung, Rost).
Reparieren: Erhöhen Sie die Leistung oder reduzieren Sie die Geschwindigkeit, um ein stabiles Schmelzbad zu bilden; optimieren Sie die Zuführung; reinigen Sie mechanisch/chemisch bis zum blanken Metall.
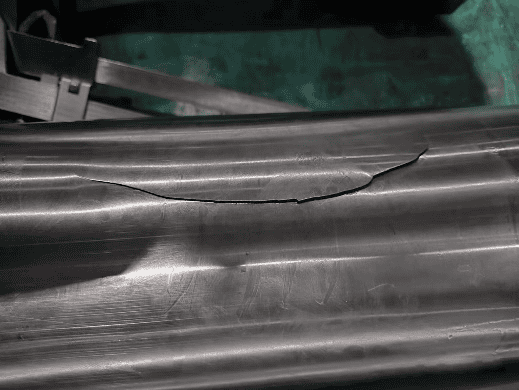
B) Risse
Grundlegende Ursachen: sehr harte Substrate (abgeschreckt, aufgekohlt/nitriert), ermüdete Schichten, zu harte Plattierungslegierungen, zu Heißrissbildung neigende Ni-Basis-Legierungen, Mehrschichtaufbauten mit hohen Eigenspannungen.
Reparieren: Vorwärmen/kontrollierte Zwischenlagentemperatur; Wahl einer härteren Legierung oder Änderung der Chemie; Anpassung der Wärmezufuhr und der Wulststrategie; Spannungsabbau/Vergütung bei Bedarf.

C) Porosität
Grundlegende Ursachen: Rost/Öl auf dem Substrat, Pulververunreinigungen oder Feuchtigkeit, instabiler Pulverstrom, zu hohe Zufuhr, zu geringe Leistung, ungeeignete Geschwindigkeit.
Reparieren: Rigorose Reinigung; Backen/Trocknen des Pulvers; Stabilisierung der Zuführung; Anpassung von Leistung/Förderung/Drehzahl; Optimierung der Abschirmung.
D) Schlechte Oberfläche (loses Pulver, stumpfes Finish)
Grundlegende Ursachen: Überdosierung, zu geringe Leistung, zu schnell, falscher Düsenabstand, winziger Punkt, verschmutzte Optik.
Reparieren: Vorschub trimmen, Leistung erhöhen oder Traverse verlangsamen, Abstand korrigieren (typischerweise 3-8 mm), Optik reinigen/überprüfen, etwas größeren Spot in Betracht ziehen.
E) Pulververstopfung
Grundlegende Ursachen: nicht gereinigte Anhaftungen, schlechte Fließfähigkeit, Feuchtigkeit/Verunreinigung, ungleichmäßige Verteilung der Mehrfachöffnungen.
Reparieren: routinemäßige Reinigung der Düsen; Verwendung von kugelförmigem, fließfähigem Pulver; Lagerung mit Trockenmittel und Vorbacken; Kalibrierung des Spalters für ausgewogene Äste.
F) Abnormale Geräusche / Aggressive Spritzer
Grundlegende Ursachen: feuchtes/verschmutztes Pulver, verschmutzter Untergrund, zu hohe Leistungsdichte (Metallkochen).
Reparieren: Pulver nachqualifizieren, Teil nachreinigen, Intensität leicht reduzieren und Spot erhöhen, Gasfluss verfeinern.
G) Übermäßiger Funkenflug und Spritzer
Grundlegende Ursachen: zu hohe Geschwindigkeit, Ungleichgewicht zwischen Leistung und Einspeisung, zu hoher Abschirmungsfluss.
Reparieren: Geschwindigkeit reduzieren, Energiezufuhr anpassen, Gas auf laminare Bedingungen einstellen.


4) Parameter-Schnellreferenz (Startbereiche)
Einstellung je nach Legierung, Düse, Optik, Raupenbreite und Kühlkörper.
- Macht: typischerweise 0,8-3,5 kW (Faser-/Diodenquellen); Skala mit Perlengröße.
- Futtermittel: auf vollständiges Schmelzen mit minimalen Spritzern einstellen; durch Querschnitt überprüfen.
- Geschwindigkeit: Beginnen Sie moderat und steigern Sie dann, bis Verdünnung und Bindung genau richtig sind.
- Überschneidung: 30-70% je nach Ausführung und Funktion.
- Gas: trocken Ar (viele Stähle/Ni), Ar+He (Superlegierungen), hochreine Ar mit niedrigem O₂ für Ti.
Greenstone-Tech Systeme protokollieren Leistung, Vorschub, Geschwindigkeit, Gas und Temperatur zur Erstellung wiederholbare “digitale Rezepte”.”
5) Wo Laser Cladding einen Mehrwert bietet
- Verbesserung von Verschleiß und Korrosion: Pumpen, Ventile, Wellen, Sitze, Hydraulikstangen.
- Hochtemperatur-/Oxidationsbeständigkeit: Turbinen-/Kesselbauteile, Heißwerkzeuge.
- Restaurierung der Dimensionen: Formen, Verzahnungen, Lagerzapfen.
- Funktional abgestufte Oberflächen: Übergang von verschleißfesten zu korrosionsbeständigen Chemikalien mit maßgeschneiderter Verdünnung.
6) Was Greenstone-Tech auszeichnet
- ±1% Leistungsstabilität mit Echtzeit-Feedback für konsistente Schmelzbäder.
- Hocheffiziente Pulverförderung (bis zu 95% Nutzung) mit Durchflussüberwachung.
- Geschlossener Kreislauf für Gas- und Abgaskontrolle für saubere, dichte Spuren.
- Prozessintelligenz: In-situ-Vision/Pyrometrie, Interpass-Temperaturregelung, Rezepturverwaltung und Analytik für ein schnelles Scale-up.
7) Fahrplan: Intelligentes und nachhaltiges Laser Cladding
- KI-Optimierung: maschinell lernende Parameterberater, adaptive Steuerung auf der Grundlage von Schmelzepool-Vision und thermischen Daten.
- Digitale Zwillinge: virtuelle Prozessplanung zur Minimierung von Versuchen und zur Vorhersage von Verzerrungen/Verdünnungen.
- Grünere Operationen: höhere Auslastung, weniger Energie pro cm², wiederverwertbare Medien und umweltfreundliche Legierungssysteme.
- Neue Märkte: tiefere Durchdringung in den Bereichen Luft- und Raumfahrt, Energie, E-Mobilität, Medizin und standardisierte Wiederaufbereitungsabläufe.
FAQs (käufer- und ingenieursfreundlich)
F1: Wie unterscheidet sich das Laserstrahl-Auftragschweißen vom thermischen Spritzen?
A: Das Laserstrahl-Auftragschweißen bildet eine metallurgische Bindung mit geringe Verdünnung und geringe HAZ; thermisches Spritzen ist in erster Linie eine mechanische Bindung und kann poröser sein.
F2: Welche Härte und Dicke kann ich erwarten?
A: Einzelne Durchgänge im Allgemeinen 0,3-1,5 mm; Mehrschichtige Aufbauten von mehreren Millimetern. Die Härte hängt von der Legierung ab (z.B. Ni/WC-Systeme > 1000 HV möglich).
F3: Benötige ich Vorwärmung/Nachheizung?
A: Für kohlenstoffreiche/harte Substrate oder mehrschichtige Aufbauten, Vorwärmen und Stressabbau reduzieren Rissbildung und Eigenspannung. Legierungsspezifisch.
F4: Wie qualifiziere ich einen Prozess?
A: Führen Sie eine DoE durch Kraft-Geschwindigkeits-Vorschub-Überlappung, prüfen Querschnitte (Verdünnung, Porosität, Risse), Härtekarte, Verschleiß-/Korrosionstests und schreiben Sie eine tiefgekühltes Rezept.
Unterm Strich: Mit engmaschigen Kontrollen Leistung, Vorschub, Geschwindigkeit, Klappe und Abschirmung, Das Laserstrahl-Auftragschweißen liefert dauerhafte, metallurgisch gebundene Oberflächen und zuverlässige In-situ-Reparaturen. Greenstone-Tech verbindet robuste Hardware mit intelligenter Steuerung, um Rezepte in eine wiederholbare Produktion umzuwandeln und so eine nachhaltige, leistungsstarke Fertigung zu beschleunigen.
Graham Luo
Dr. Graham Luo – Leitender Ingenieur, Spezialist für Titan-MIM. Dr. Graham Luo ist eine anerkannte Autorität auf dem Gebiet des Metallspritzgießens (MIM) mit Schwerpunkt auf Titanlegierungen. Derzeit ist er leitender Ingenieur an einem Forschungsinstitut für Nichteisenmetalle. Er promovierte an der Helmholtz-Gemeinschaft Deutscher Forschungszentren und war als Postdoktorand tätig, wodurch er über ein fundiertes theoretisches Wissen und praktische Erfahrung an führenden europäischen Forschungseinrichtungen verfügt. Seine Forschung befasst sich mit den Kernbereichen der MIM-Technologie und konzentriert sich auf kritische Aspekte wie die Rheologie von Titanrohstoffen, katalytische/thermische Entbinderungsprozesse mit niedrigem Kohlenstoff-/Sauerstoffgehalt und …

{kind=link}
{kind=link}
{kind=link}