Technologie laserového zpevňování klíčových součástí: Hřídele, válce a hydraulické válce
1.Aplikační scénáře a základní požadavky
V extrémních pracovních podmínkách, jako jsou například těžké stroje, hydraulické podpěry v uhelných dolech, hutní válcování a strojírenství na moři, jsou velké kritické rotační nebo pístové součásti (jako jsou hnací hřídele, hydraulické válce/sloupy a hutní válce) nezbytné pro spolehlivost a životnost celých systémů. Tyto součásti čelí několika výzvám:
Silné abrazivní opotřebení: Součásti, které přicházejí do přímého kontaktu s těsněními, ložisky nebo zpracovávanými materiály (např. rudou, pásovou ocelí), se rychle znehodnocují v důsledku řezání a orby tvrdými částicemi.
Vysoká zátěž a únava: Součásti vystavené extrémnímu střídavému kontaktnímu namáhání (např. válce) jsou náchylné ke kontaktní únavě, která vede k poruchám způsobeným odlupováním.
Koroze a kavitace: V hydraulických systémech může docházet ke kavitační erozi v důsledku náhlých změn tlaku.
Tradiční metody oprav, jako je tvrdé chromování nebo tepelné stříkání, se potýkají s problémy s nízkou pevností spoje, kontaminací a velkými tepelně ovlivněnými zónami. Tyto metody již nesplňují moderní průmyslové požadavky na vysoký výkon, dlouhou životnost a ekologickou výrobu.
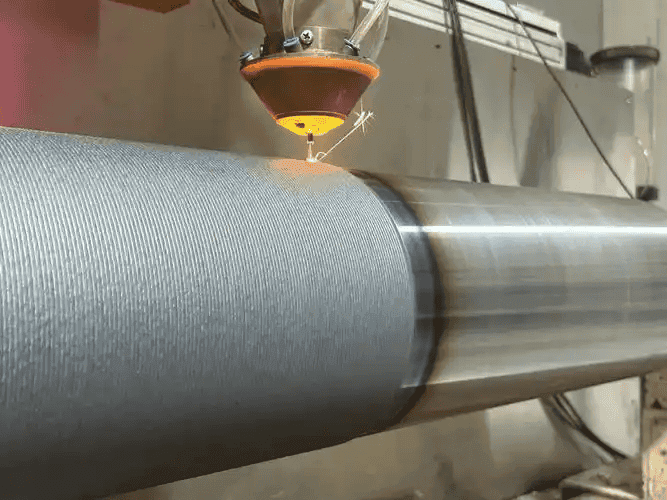

2. Řešení: Velmi rychlá technologie laserového plátování
Ultravysokorychlostní laserové plátování představuje revoluční průlom v technologii laserového plátování. Díky extrémně vysokým rychlostem skenování (obvykle 100-300 m/min) a velmi nízkému příkonu tepla na jednotku plochy umožňuje tato technologie efektivní vytváření vysoce kvalitních povlaků s nízkým ředěním a nízkou deformací.
Klíčové technické údaje:
Princip a hlavní výhody:
Velmi vysoká rychlost skenování a tenké povlaky: Pomocí galvanometrického systému se laserový paprsek skenuje tisíckrát za sekundu, čímž se proces nanášení povlaku rozdělí na četné mikrotavné louže. Tloušťku jednovrstvého opláštění lze přesně regulovat v rozmezí 50-150 mikronů, což umožňuje “téměř čisté tvarování” a výrazně snižuje přídavky na následné zpracování.
Extrémně nízké zředění a malá tepelně ovlivněná zóna: Krátká doba působení laseru v každém bodě (v řádu mikrosekund) omezuje množství tepla přenášeného na základní materiál. Výsledkem je stabilní a kontrolovatelná míra ředění (poměr promíchání základního materiálu s vrstvou pláště), která se obvykle pohybuje v rozmezí 1%-5%. Tím je zajištěna čistota a vysoká výkonnost plátování, zatímco tepelně ovlivněná zóna je omezena na několik desítek mikrometrů, což účinně zabraňuje deformaci a zhoršení výkonu kritických přesných součástí, jako jsou hřídele a válce.
Extrémně vysoká rychlost chlazení: Rychlé tuhnutí bazénů mikrotaveniny (s rychlostí chlazení až 10^6 K/s) vede k extrémně jemným a rovnoměrným mikrostrukturám pláště, které mohou zahrnovat amorfní, nanokrystalické nebo ultrajemné dendritické struktury. Tím se výrazně zvyšuje tvrdost, houževnatost a odolnost povlaku proti korozi.
Vlastní materiálové systémy:
Pro řešení mechanismů selhání různých součástí jsou navrženy specializované práškové slitiny:
Slitiny na bázi železa s vysokou tvrdostí: Ideální pro hydraulické sloupy, hnací hřídele a podobné součásti. Tyto slitiny jsou cenově výhodné a mohou dosahovat tvrdosti HRC 55-62, přičemž nabízejí odolnost proti opotřebení srovnatelnou nebo lepší než základní materiál.
Slitiny na bázi niklu/kobaltu: Vhodné pro aplikace vyžadující odolnost proti opotřebení i korozi, jako jsou hydraulické válce pro lodě. Slitiny na bázi kobaltu (např. Stellite 6) jsou obzvláště účinné v prostředí s vysokým teplotním opotřebením.
Kovokeramické kompozity: Pro další zvýšení odolnosti proti opotřebení lze do slitin na bázi železa nebo niklu přidat částice karbidu wolframu (WC) nebo karbidu chromu (Cr3C2) (30%-60%). Tyto kompozity poskytují vynikající odolnost proti abrazivnímu opotřebení, takže jsou ideální pro válce, důlní hřídele a další aplikace náročné na opotřebení.
Implementace procesů a kontrola kvality:
Integrovaný systém zpracování: Velmi rychlá laserová plátovací hlava je integrována do těžkých CNC strojů nebo velkých robotů a je spojena s přesnými rotačními přípravky, což umožňuje rovnoměrné a stabilní plátování obrobků o délce od několika metrů až po více než deset metrů.
Online monitorování a řízení v uzavřené smyčce: Systém integruje infračervenou termografii a CCD kamery pro sledování teploty a tvaru taveniny v reálném čase. Algoritmy upravují výkon laseru a rychlost podávání prášku, čímž zajišťují konzistenci a nulové vady v celém procesu plátování.
Vynikající kvalita povrchu: Drsnost povrchu (Ra) lze po plátování regulovat v rozmezí 10-25 mikronů, což výrazně snižuje množství následného broušení a leštění v porovnání s běžnými metodami laserového plátování.
3. Případy použití v průmyslu a údaje o účinnosti
Hydraulické zpevňování podpěrných sloupů v uhelných dolech:
Problém: Hydraulické sloupy (průměr ≥ 200 mm) používané v dolech byly dříve ošetřeny tvrdým chromováním. Při vlhkém, necentrálním zatížení však na těchto sloupech docházelo ke vzniku korozních důlků a škrábanců, což vedlo k poruchám těsnění.
Řešení: Slitina železa na bázi Fe-Cr-Ni-B-Si s vysokou tvrdostí, s tloušťkou pláště 0,5-0,8 mm.
Výsledky: Vrstva s plátováním dosáhla tvrdosti ≥ HRC 58 a vytvořila metalurgickou vazbu se základním materiálem, což zajistilo, že se nikdy neodloupne. Odolnost proti korozi byla srovnatelná s tvrdým chromováním, ale odolnost proti opotřebení se zvýšila více než 2krát. Životnost se prodloužila z 1 až 2 let na 3 až 5 let, a to bez dopadu na životní prostředí.
Hutní zpevňování a opravy povrchu válců:
Problém: Na pracovních válcích válcovaných za tepla, které přicházejí do styku s pásovou ocelí při vysokých teplotách a tlacích, vznikají trhliny v důsledku opotřebení a tepelné únavy.
Řešení: Co-WC nebo Fe-WC kovokeramickými kompozity.
Výsledky: Opravené válce vykazovaly 3-5krát vyšší odolnost proti opotřebení než nové kované ocelové válce. Nízký příkon tepla zachoval vysokou houževnatost jádra válců, čímž se předešlo problémům s praskáním a deformacemi, které jsou běžné u tradičních metod oprav svarů. Množství oceli zpracované na jeden průchod se výrazně zvýšilo.
Hydraulické válce pro pobřežní plošiny:
Problém: Hydraulické válce na mořských plošinách byly vystaveny silné korozi a opotřebení těsnění v důsledku dlouhodobého působení prostředí s vysokým obsahem slané mlhy.
Řešení: Na vnitřní stěny válce a pístní tyče byla laserem nanesena slitina na bázi niklu Inconel 625.
Výsledky: V porovnání s nerezovou ocelí vykazovaly plátované válce mnohem vyšší odolnost proti důlkové korozi, vynikající tvrdost povrchu a odolnost proti opotřebení. Cyklus generálních oprav se prodloužil 2-3krát, což výrazně snížilo náklady na údržbu a bezpečnostní rizika v náročných podmínkách.
Závěr:
Technologie vysokorychlostního laserového plátování se díky svým “efektivním, vysoce kvalitním, úsporným a ekologickým” vlastnostem stala základní technologií pro prodloužení životnosti, zvýšení účinnosti a obnovu klíčových pohyblivých součástí. Nejenže opravuje poškozené díly, ale také poskytuje revoluční vylepšení povrchových vlastností součástí a nabízí zásadní technickou podporu pro spolehlivý provoz hlavních zařízení a optimalizaci nákladů na životní cyklus.
Lydia Liu
Dr. Lydia Liu – Vedoucí výzkumná pracovnice, expertka na trh a integraci řešení Dr. Lydia Liu je unikátní hybridní profesionálka, která dokonale spojuje špičkové technické znalosti v oblasti aditivní výroby s bystrou vizí pro integraci trhu a zdrojů. Jako doktorandka a vedoucí výzkumná pracovnice v oblasti aditivní výroby disponuje hlubokými technickými znalostmi a zároveň působí jako klíčový most propojující špičkové technologie s potřebami trhu. Její jedinečná hodnota spočívá v její schopnosti hluboce porozumět nejsložitějším technickým výzvám, kterým klienti čelí, a na základě komplexního přehledu globálního ekosystému aditivní výroby přesně integrovat nejlepší technické zdroje a řešení…

{kind=link}
{kind=link}
{kind=link}