Průmyslová řešení pro 3D tisk kovů DED
Společnost Greenstone nabízí pokročilé technologie aditivní výroby kovů metodou řízené depozice energie (DED) a poskytuje průmyslová řešení pro velkovýrobu součástek, přesné opravy, repase a výrobu téměř čistých tvarů. Naše systémy jsou navrženy pro náročná globální odvětví vyžadující vysokou účinnost depozice, flexibilitu materiálu, strukturální integritu a nepřetržitý vysoce výkonný výrobní provoz.
Co je technologie 3D tisku DED Metal Laser?
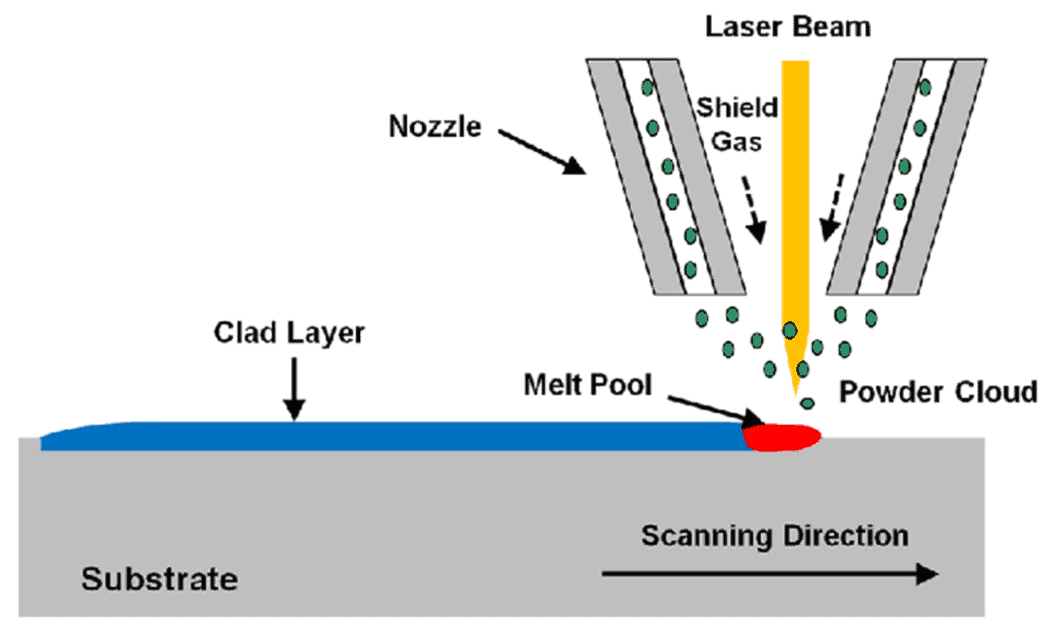
3D tisk kovů laserem s řízenou energetickou depozicí (DED) je pokročilý proces aditivní výroby a průmyslové repase, který využívá vysokoenergetický laserový paprsek k tavení a nanášení kovových prášků nebo drátů vrstvu po vrstvě na substrát nebo stávající povrch součásti. Na rozdíl od systémů s práškovým ložem umožňuje technologie DED současné podávání materiálu a laserové tavení, což umožňuje velkoobjemovou výrobu dílů, strukturální opravy, rozměrovou obnovu a přidávání funkčních prvků s výjimečnou flexibilitou.
Tento proces je široce uznáván pro výrobu vysoce pevných metalurgických spojů, vynikající strukturální integrity a nadprůměrného využití materiálu a zároveň podporuje složité geometrie, velkoformátové součásti a víceosou výrobu. Díky přesnému řízení nanášecích drah, rychlostí posuvu a tepelného příkonu umožňuje technologie DED výrobu téměř čistých tvarů, opravy vysoce hodnotných součástí a zakázkovou výrobu kovových dílů v náročných průmyslových odvětvích.
Ve srovnání s konvenčními výrobními, svařovacími, odlévacími nebo subtraktivními obráběcími procesy nabízí 3D tisk kovů metodou DED vysoce lokalizovaný vstup tepla, snížený plýtvání materiálem, škálovatelnou efektivitu výroby a schopnost vyrábět nebo restaurovat vysoce výkonné součásti s minimální deformací. Jeho schopnost zpracovávat nerezovou ocel, titanové slitiny, superslitiny na bázi niklu, kobaltové slitiny, hliníkové slitiny, wolframové slitiny a keramické kompozity ho činí vysoce přizpůsobivým pro pokročilé inženýrské aplikace.
Systémy DED podporují integrované procesní balíčky, včetně vývoje zařízení, optimalizace materiálových procesů, tisku součástí, následného zpracování, tepelného zpracování a přesného obrábění. V kombinaci s víceosými propojovacími systémy, monitorováním v reálném čase, řízením s uzavřenou smyčkou a komorami s vlastní atmosférou poskytují řešení DED od společnosti Greenstone vysoce řiditelnou aditivní výrobu kovů průmyslové kvality pro moderní výrobní prostředí.
Díky své přesnosti, škálovatelnosti a všestrannosti výroby se 3D laserový tisk kovů DED stále více uplatňuje v leteckém, energetickém, ropném a plynárenském průmyslu, těžkém strojírenství, výrobě forem, dopravě, obraně a pokročilých průmyslových odvětvích. Hraje klíčovou roli ve zkracování dodacích lhůt, snižování výrobních nákladů, prodlužování životnosti součástí a podpoře udržitelné a vysoce výkonné průmyslové výroby.
Jako technologie výroby kovů nové generace, laserový 3D tisk DED i nadále pohání inovace tím, že poskytuje cenově efektivní, velkoobjemová a ekologicky šetrná řešení pro přesnou výrobu, opravy a výrobu pokročilých kovových součástí.
Výhody technologie 3D tisku DED Metal Laser
Technologie 3D tisku kovů laserem DED (Directed Energy Deposition) nabízí transformační výhody oproti konvenčním výrobním, odlévacím, obráběcím a svařovacím procesům tím, že poskytuje vynikající flexibilitu návrhu, možnosti aditivní výroby ve velkém měřítku, přesné nanášení materiálu a opravy vysoce hodnotných součástí. Technologie DED je jako pokročilé průmyslové řešení aditivní výroby široce uznávána pro umožnění rychlého prototypování, zakázkové výroby, výroby téměř čistých tvarů a nákladově efektivní repasování kritických kovových součástí.
Díky kombinaci přesného laserového zpracování, kompatibility s různými materiály, škálovatelné výroby a inteligentní automatizace se 3D tisk kovů metodou DED stal předním řešením pro letecký průmysl, těžký průmysl, energetiku, výrobu forem, obranu, dopravu a pokročilá průmyslová odvětví, která vyžadují strukturální integritu, efektivitu výroby a dlouhodobou provozní spolehlivost.
Proč je 3D tisk DED Metal důležitý
Ve srovnání s tradiční subtraktivní výrobou nebo metodami výroby založenými na formách poskytuje technologie DED pokročilejší, flexibilnější a ekonomicky konkurenceschopnější přístup k moderní výrobě kovů. Výrazně snižuje požadavky na nástroje, zkracuje výrobní cykly, minimalizuje plýtvání materiálem a podporuje složité geometrie, kterých je obtížné nebo nemožné dosáhnout konvenčními procesy.
Systémy DED se stále častěji používají pro vysoce hodnotné aplikace, jako jsou velké konstrukční díly, součásti turbín, opravy forem, letecké a kosmické konstrukce a zakázková průmyslová zařízení, kde jsou kritické přesnost, škálovatelnost a materiálové vlastnosti.
Díky integraci pokročilé metalurgie, inteligentního řízení procesů a principů udržitelné výroby poskytuje technologie 3D tisku kovů laserem DED vysoce výkonná řešení pro přesnou výrobu, opravy a průmyslovou výrobu nové generace.
Vysoce přesná výroba
Pokročilé laserové řídicí systémy umožňují přesnost nanášení pod 0.05 mm, což zajišťuje vynikající rozměrovou přesnost, strukturální konzistenci a vynikající kvalitu dílů pro náročné inženýrské aplikace.
Zkrácené výrobní cykly
DED eliminuje potřebu tradiční výroby forem a výrazně zkracuje dobu výroby prototypů a dodacích lhůt, čímž urychluje vývoj produktů a jejich průmyslové nasazení.
Flexibilní přizpůsobení a svoboda designu
Složité geometrie, zakázkové struktury a malosériová nebo jednorázová výroba lze efektivně vyrábět bez konstrukčních omezení, která jsou dána konvenčním obráběním.
Široká materiálová kompatibilita
DED podporuje nerezovou ocel, titanové slitiny, superslitiny na bázi niklu, kobaltové slitiny, hliníkové slitiny, wolframové slitiny a keramické kompozity, což umožňuje širokou průmyslovou všestrannost.
Nižší celkové výrobní náklady
Díky snížení nákladů na nástroje, minimalizaci plýtvání surovinami a umožnění výroby kusových i dávkových dílů s podobnou efektivitou procesu nabízí DED silné dlouhodobé cenové výhody.
Možnost velkovýroby a víceosé výroby
8osé synchronizované systémy, vysoce přesné polohování a robotická integrace umožňují výrobu velkých, složitých a vysoce hodnotných součástí s výjimečnou geometrickou volností.
Near-Net-Shape Production
DED výrazně snižuje požadavky na následné zpracování a obrábění tím, že vyrábí díly s blízkými konečnými rozměry, čímž zvyšuje efektivitu a snižuje celkové výrobní náklady.
Integrované opravy a renovace
Technologie DED umožňuje rozměrovou obnovu, povrchovou rekonstrukci a strukturální opravy drahých součástí, čímž prodlužuje životnost a zároveň snižuje náklady na výměnu.
Pokročilé monitorování a automatizace procesů
Zpětná vazba v uzavřené smyčce v reálném čase, online monitorování a adaptivní řízení parametrů zlepšují stabilitu výroby, opakovatelnost a průmyslovou škálovatelnost.
Materiálová efektivita a udržitelnost
Lokalizované ukládání minimalizuje odpad, snižuje spotřebu energie ve srovnání se subtraktivní výrobou a podporuje ekologicky odpovědnou průmyslovou výrobu.
Škálovatelné průmyslové nasazení
Komory s vlastní atmosférou, konfigurace pracovních stanic a integrované procesní balíčky podporují flexibilní nasazení od výzkumu a vývoje až po plnohodnotnou průmyslovou výrobu.
Zvýšený inovační potenciál
DED podporuje rychlý vývoj nových produktů, funkčních materiálů a pokročilých výrobních řešení, což z ní činí klíčovou technologii pro budoucí průmyslovou konkurenceschopnost.
Vlastnosti laserové technologie 3D tisku kovů
Úvod do technologie LMD/DED
Laserová výroba kovových aditiv Technologie přímé vrstvy – Práškový 3D tisk využívá laser jako zdroj energie k vytváření a pohybu roztavené vrstvy v oblasti nanášení. Materiál je přímo přiváděn do vysokoteplotní tavicí zóny ve formě prášku nebo vláknitého materiálu. Po roztavení se nanáší vrstvu po vrstvě. Tento proces aditivní výroby kovů se také nazývá technologie přímého vrstvení pro laserovou aditivní výrobu kovů LMD/DED.
Technické vlastnosti a oblasti použití LMD/DED
Letité zkušenosti ve výrobě a výzkumu a vývoji v oblasti laserového zpracování materiálů
Ve srovnání s jinými technologiemi kovového 3D tisku má práškový laserový 3D tisk vlastnosti vysoké účinnosti lisování, teoreticky neomezuje velikost tisku a může realizovat míchání více materiálů a aditivní výrobu funkčně tříděných materiálů. Prostřednictvím řízení procesu může mít 100% hustotu, skutečnou metalurgickou vazbu mezi slitinovým materiálem a základním materiálem, pevnost může být blízká úrovni kování, je široce používán v oblasti oprav a renovace kovových dílů a velkých -zpevnění plošného povrchu obkladu.
Je zvláště vhodný pro přímé lisování a hybridní výrobu složitých dílů, jako jsou opravy a 3D tisk dílů leteckých motorů, 3D tisk výroba složitých leteckých konstrukcí atd.
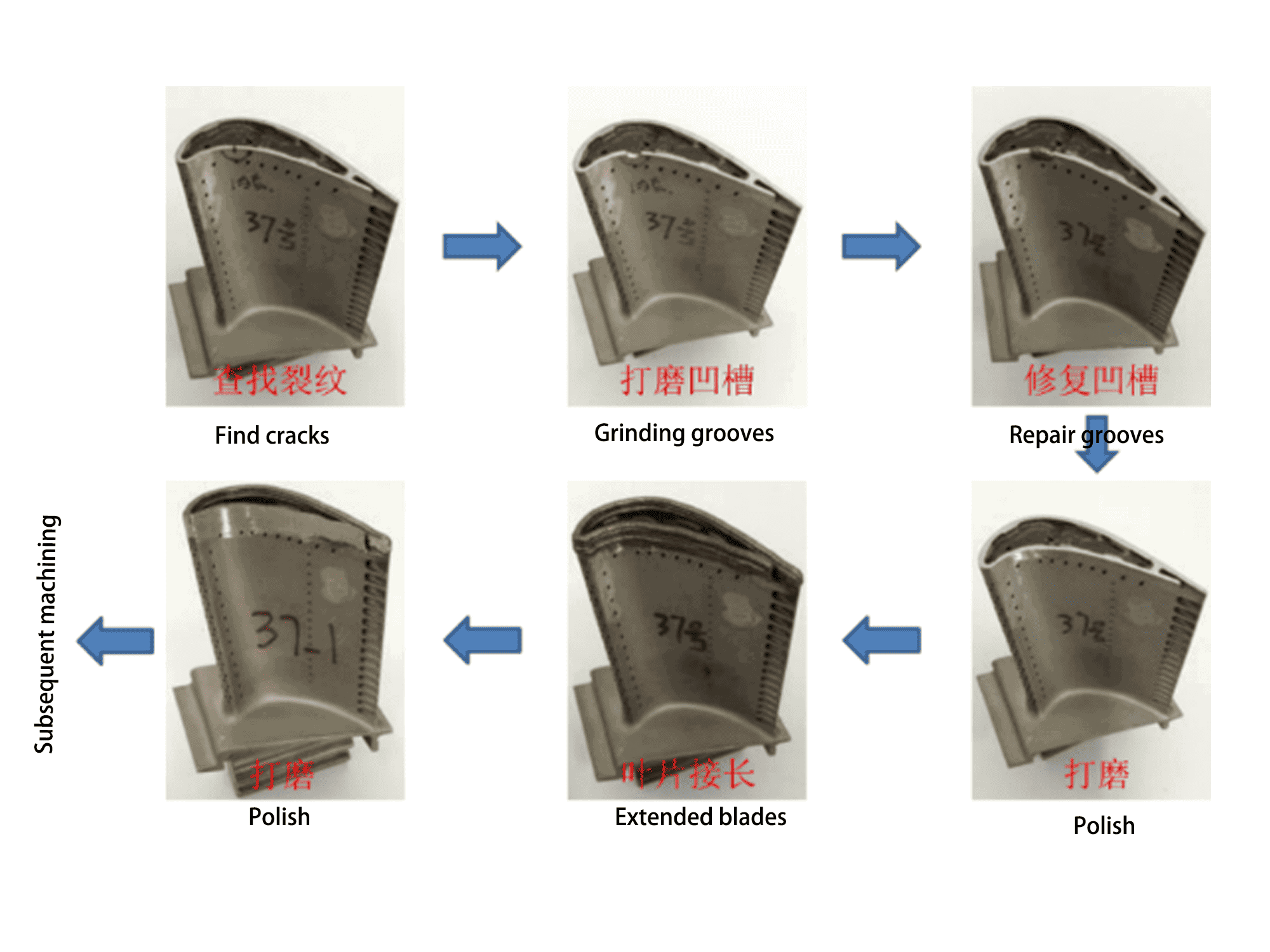
Oprava lopatek leteckého motoru pomocí 3D tisku kovového laseru LMD/DED
Pouzdro pro 3D tisk listu vrtule
Technické výhody SLM/LPBF
Hlavní síla v oblasti technologie výroby kovových přísad
1. Při použití vysoce kvalitního jednorežimového laseru je rozsah velikosti zaostřeného bodu 50-200 um, energie je vysoce koncentrovaná a dokáže roztavit většinu kovových materiálů a lisované díly mají vysokou hustotu (více než 99%);
2. Rychlost laserového skenování je vysoká a malá tavenina přináší extrémně rychlé chlazení a rychlost tuhnutí, což vede k jednotné a jemné metalografické struktuře. Ve srovnání s odlévanou strukturou s hrubými zrny jsou mechanické vlastnosti materiálu výrazně zlepšeny;
3. Použijte prášek s velikostí částic menší než 53 um a řiďte tloušťku jedné vrstvy prášku mezi 20-100 µm, abyste dosáhli přesného lisování a dobré kvality povrchu lisovaných dílů;
4. Celá pracovní komora je utěsněna v prostředí inertního plynu, aby se zabránilo oxidaci kovových materiálů při vysokých teplotách, a je vhodná pro aktivní kovy, jako jsou slitiny titanu;
5. Prostřednictvím návrhu nosné konstrukce lze tisknout různé výrobky složitých tvarů, včetně složitých zakřivených povrchů se zavěšenými částmi, konstrukcí s vnitřními průtokovými kanály, dutých složitých tvarů atd.
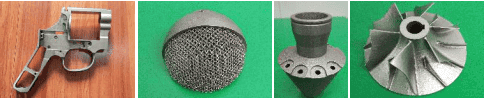
Různé kovové díly složitých tvarů vyrobené technologií SLM/LPBF
Testy související s potiskem kovů SLM/LPBF
Letité zkušenosti ve výrobě a výzkumu a vývoji v oblasti laserového zpracování materiálů
Položek | 17-4PH | 316L | In625 | In718 | AlSi 7Mg |
Popis | Martenzitická tvrdá nerezová ocel | Nerez | Superslitina na bázi niklu | Superslitina na bázi niklu | Slitina hliníku |
Pevnost v tahu (MPa) | 950 100 ± | 700 100 ± | 1100 50 ± | 1250 50 ± | 400 50 ± |
Mez kluzu (Mpa) | 600 50 ± | 600 50 ± | 800 50 ± | 1050 50 ± | 300 50 ± |
Prodloužení po přestávce(%) | 30 5 ± | 48 2 ± | 35 5 ± | 10 2 ± | 8 2 ± |
Data mechanických vlastností běžně používaných vzorků materiálů
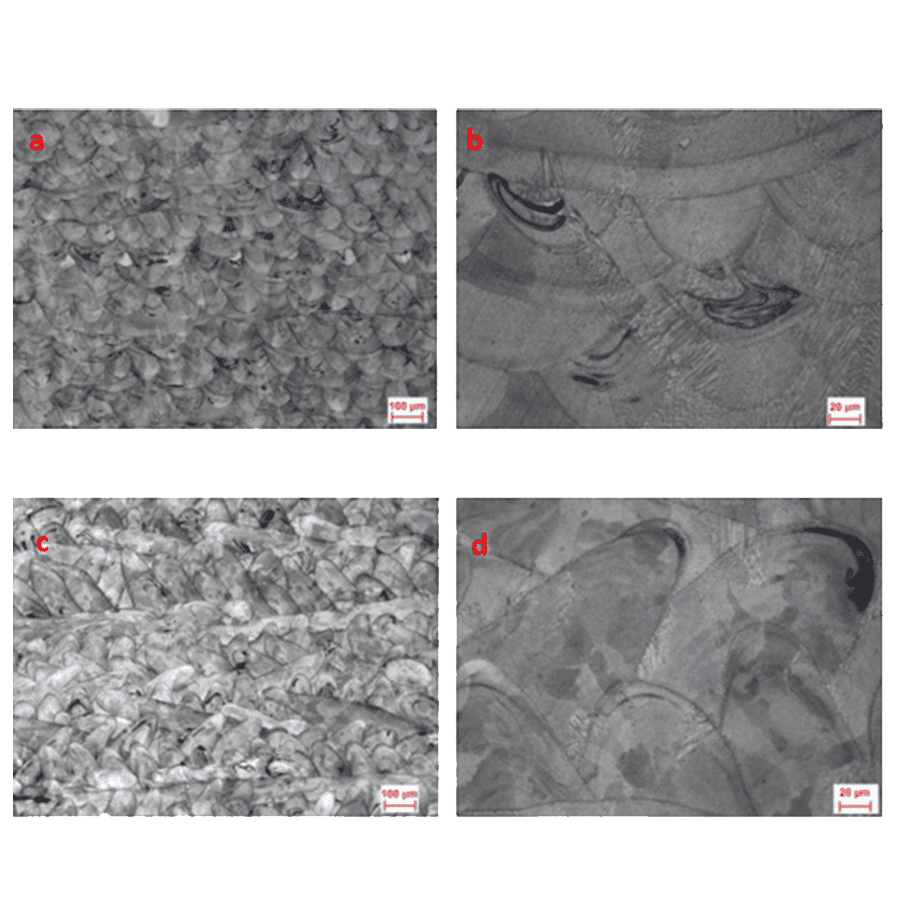
In626 SLM tisková sekce metalografická struktura
Je vidět, že struktura materiálu je 100% hustá, s jemnými zrny a složená ze štíhlých dendritů.(a,b průřez; c, d podélný řez)
3D tisk kovů s práškovým laserem vs. sváření v práškovém loži: Srovnání
Práškový laserový 3D tisk kovů a práškové lože jsou dvě běžné technologie aditivní výroby kovů s významnými rozdíly v principech, charakteristikách procesu a scénářích použití. Níže je uvedeno podrobné srovnání těchto dvou technologií:
1. Pracovní zásady
– 3D tisk kovů práškovým laserem (laserové nanášení kovů, LMD / přímé energetické nanášení, DED):
– Kovový prášek je přiváděn tryskou přímo do laserového ohniska, kde laser prášek roztaví a spojí ho se substrátem, čímž vytvoří vrstvy, které vytvoří finální díl.
– Podobně jako svařování je vhodný pro opravy, nanášení povrchů a výrobu složitých konstrukcí.
– Svařování v práškovém loži (selektivní laserové tavení, SLM / laserové svařování v práškovém loži, LPBF):
– Vrstva kovového prášku se rovnoměrně rozprostře na konstrukční platformě a laser selektivně taví prášek vrstvu po vrstvě, čímž vzniká díl.
– Podobně jako tradiční 3D tisk je vhodný pro vysoce přesné a složité struktury.
2. Charakteristiky procesu
– Krmení práškem:
– Výhody:
– Ideální pro velkovýrobu a opravy dílů.
– Vysoké využití materiálu, což umožňuje přímou opravu nebo doplnění materiálu ke stávajícím dílům.
– Schopnost míchat více materiálů za účelem vytvoření funkčně odstupňovaných materiálů (FGM).
– Nevýhody:
– Vyšší drsnost povrchu, často vyžadující následné zpracování.
– Nižší přesnost, takže je nevhodný pro malé nebo velmi detailní díly.
– Svařování v práškovém loži:
– Výhody:
– Vysoká přesnost, vhodná pro složité geometrie a jemné detaily.
– Lepší kvalita povrchu, často vhodná pro finální díly bez dodatečné povrchové úpravy.
– Ideální pro malosériovou výrobu vysoce přesných dílů.
– Nevýhody:
– Nižší využití materiálu, přičemž nepoužitý prášek vyžaduje recyklaci.
– Vyšší náklady na vybavení a pomalejší výrobní rychlosti.
3. Aplikační scénáře
– Krmení práškem:
– Opravy dílů (např. lopatky leteckých motorů, opravy forem).
– Velkoobjemová výroba dílů (např. konstrukční komponenty pro letecký průmysl).
– Výroba funkčně odstupňovaných materiálů (např. povlaky odolné proti opotřebení, povlaky odolné proti korozi).
– Svařování v práškovém loži:
– Výroba vysoce přesných dílů (např. zdravotnické prostředky, přesné letecké součástky).
– Výroba složitých konstrukcí (např. lehké konstrukce, díly s optimalizovanou topologií).
– Malosériová zakázková výroba (např. personalizované implantáty, návrh prototypů).
4. Materiálová kompatibilita
– Krmení práškem:
– Kompatibilní s širokou škálou materiálů, včetně titanových slitin, slitin na bázi niklu, nerezové oceli a nástrojové oceli.
– Schopnost míchat různé materiály a vytvářet tak multifunkční kompozity.
– Svařování v práškovém loži:
– Kompatibilní s materiály, jako jsou titanové slitiny, hliníkové slitiny, slitiny na bázi niklu a nerezová ocel.
– Materiály musí splňovat vysoké požadavky na tekutost a kulatnost.
5. Náklady na vybavení a údržba
– Krmení práškem:
– Relativně nižší náklady na zařízení a jednodušší údržba.
– Vhodné pro průmyslové použití na místě.
– Svařování v práškovém loži:
– Vyšší náklady na vybavení a složitější údržba.
– Vyžaduje provoz v prostředí inertního plynu s vysokými požadavky na těsnost.
Shrnutí
– Práškové obrábění: Vhodné pro velkovýrobu dílů, opravy a funkčně tříděné materiály, nabízí nižší přesnost, ale vyšší flexibilitu.
– Svařování v práškovém loži: Vhodné pro vysoce přesnou výrobu a výrobu složitých struktur, nabízí vyšší přesnost, ale za vyšší cenu.
Volba mezi těmito dvěma technologiemi závisí na specifických požadavcích aplikace, velikosti dílu, potřebách přesnosti a rozpočtových možnostech.
Jak si vybrat mezi těmito dvěma typy zařízení pro 3D tisk kovů při nákupu zařízení
Při nákupu zařízení pro 3D tisk kovů mají jak systémy s přívodem prášku, tak systémy s práškovým ložem své výhody a nevýhody. Volba závisí na konkrétních potřebách a je třeba zvážit následující faktory:
1. Přesnost tisku
– Systémy s práškovým ložem: Vysoká přesnost, vhodné pro složité a komplikované díly, například v leteckém a lékařském průmyslu.
– Systémy s práškovým přívodem: Mírně nižší přesnost, vhodné pro aplikace, kde vysoká přesnost není kritická, jako jsou velké díly nebo rychlá výroba prototypů.
2. Rychlost tisku
– Systémy s práškovým přívodem: Rychlejší, vhodné pro hromadnou výrobu nebo velké díly.
– Systémy s práškovým ložem: Pomalejší, vhodné pro vysoce přesné, složité struktury.
3. Využití materiálu
– Systémy s práškovým ložem: Vysoké využití materiálu, nepoužitý prášek lze recyklovat.
– Systémy s přívodem prášku: Nižší využití materiálu, část prášku může být plýtvána.
4. Náklady na vybavení
– Systémy s práškovým ložem: Vyšší počáteční investice, vhodné pro požadavky na vysokou přesnost.
– Systémy s práškovým přívodem: Nižší počáteční investice, vhodné pro omezené rozpočty nebo velkovýrobu.
5. Údržba a provoz
– Systémy s práškovým ložem: Složitá údržba a vyšší provozní obtížnost.
– Systémy s práškovým dávkováním: Jednodušší údržba a relativně snadnější provoz.
6. Oblasti použití
– Systémy s práškovým ložem: Vhodné pro průmyslová odvětví s vysokými požadavky na přesnost, jako je letecký a kosmický průmysl a lékařství.
– Systémy s práškovým přívodem: Vhodné pro průmyslová odvětví s relativně nižšími požadavky na přesnost, jako je automobilový průmysl a výroba forem.
7. Velikost dílu
– Systémy s práškovým ložem: Vhodné pro malé až středně velké díly.
– Systémy s přívodem prášku: Vhodné pro velké díly.
8. Post-processing
– Systémy s práškovým ložem: Složité následné zpracování, vyžadující odstranění přebytečného prášku a podpůrných struktur.
– Systémy s přívodem prášku: Relativně jednodušší následné zpracování.
Shrnutí
– Zvolte systémy s práškovým ložem: Pokud je vyžadována vysoká přesnost a složité struktury a rozpočet je dostatečný.
– Zvolte systémy s práškovým přívodem: Pokud je potřeba rychlá výroba velkých dílů a rozpočet je omezený.
Na základě konkrétních požadavků a rozpočtu vyberte nejvhodnější typ zařízení.
Případy použití laserového 3D tisku DED Metal
Technologie 3D tisku kovových laserových dílů DED se široce používá v pokročilých průmyslových odvětvích pro velkovýrobu kovových součástí, strukturální opravy, repase, přidávání funkčních prvků a zakázkovou přesnou výrobu. Díky kombinaci vysoce účinného nanášení materiálu, flexibility víceosé výroby a široké kompatibility materiálů poskytuje DED ideální řešení pro odvětví vyžadující vysoce výkonné kovové díly se zkrácenými dodacími lhůtami a nižšími náklady na životní cyklus.
Jakožto pokročilý aditivní výrobní proces je DED obzvláště cenný pro výrobu složitých geometrií, opravy vysoce hodnotných součástí, obnovu opotřebovaných struktur a výrobu velkých zakázkových dílů v leteckém průmyslu, energetice, těžkém strojírenství, výrobě forem, dopravě a průmyslovém inženýrství.
Výhody průmyslových aplikací
Technologie DED umožňuje výrobcům rychle vyrábět nebo obnovovat kritické komponenty a zároveň snižovat plýtvání materiálem, eliminovat drahé nástroje a zvyšovat flexibilitu výroby. Ve srovnání s konvenčním obráběním, odléváním nebo svařováním nabízí DED větší svobodu návrhu, škálovatelnou výrobu a integrované opravárenské možnosti pro moderní průmyslovou výrobu.
Velkoobjemová výroba kovových dílů
Efektivní výroba nadrozměrných konstrukčních prvků, nástrojových systémů a průmyslového zařízení.
Přesné opravy a renovace
Obnova poškozených nebo opotřebovaných vysoce hodnotných součástí s vynikající metalurgickou integritou.
Výroba komplexní geometrie
Víceosé řízení umožňuje vytvářet pokročilé tvary, vnitřní struktury a zakázkové technické návrhy.
Široká přizpůsobivost materiálům
Podporuje nerezovou ocel, titan, slitiny niklu, hliník, slitiny kobaltu a pokročilé kompozity.
Zkrácené výrobní cykly
Absence závislosti na formě výrazně zkracuje časy prototypování a výroby.
Cenově efektivní zakázková výroba
Ideální pro nízkoobjemovou, vysoce hodnotnou a vysoce zakázkovou průmyslovou výrobu.
Hlavní průmyslová odvětví
- Letecké a turbínové komponenty
- Energie a energetické systémy
- Výroba forem a nástrojů
- Průmyslové díly pro ropu a plyn
- Těžké stroje a těžební zařízení
- Automobilové a dopravní inženýrství
- Obranná a pokročilá průmyslová výroba
Reprezentativní aplikace obrobků DED
- Velké kovové konstrukční komponenty
- Přesná průmyslová pouzdra a pouzdra
- Oprava a vyztužení forem
- Lopatky turbín a letecké konstrukce
- Vysoce výkonné mechanické součástky
- Kovové prototypy na míru
- Funkční průmyslové sestavy téměř síťového tvaru
Proč je DED ideální pro moderní kovovýrobu
Díky kombinaci přesnosti aditivní výroby, průmyslové škálovatelnosti, opravárenských schopností a všestrannosti materiálů se 3D tisk kovů metodou DED laseru stal jednou z nejúčinnějších technologií pro pokročilou výrobu, renovaci součástí a vysoce výkonnou průmyslovou výrobu. Je stále více uznáván jako klíčové řešení pro kovovýrobu nové generace, udržitelnou výrobu a přesné strojírenství.