Technologia jonów fluorkowych stanowi najnowocześniejsze rozwiązanie do naprawy i ulepszania łopatek turbin, rozwiązując typowe problemy, takie jak utlenianie, korozja i erozja. Jej nieniszczący charakter, precyzja i zdolność do poprawy trwałości sprawiają, że jest to cenne narzędzie do utrzymania wydajności i niezawodności turbin gazowych i silników odrzutowych. Przyjmując FIT, firmy lotnicze i energetyczne mogą osiągnąć znaczne oszczędności kosztów, zmniejszyć wpływ na środowisko i wydłużyć żywotność krytycznych elementów silnika. Technologia ta podkreśla znaczenie innowacji w dziedzinie materiałoznawstwa i inżynierii powierzchni dla przyszłości konserwacji i napraw turbin.
Technologia czyszczenia jonami fluorkowymi stanowi wysoce wydajną metodologię obróbki powierzchni, szeroko stosowaną w produkcji precyzyjnej, elektronice, przemyśle lotniczym i kosmicznym oraz branżach pokrewnych. Ta zaawansowana technika wykorzystuje unikalne właściwości chemiczne związków fluoru, aby ułatwić usuwanie tlenków powierzchniowych i głęboko osadzonych tlenków w mikropęknięciach poprzez połączenie reakcji chemicznych i interakcji fizycznych. Wdrożenie tej technologii wykazało znaczną poprawę w zakresie konserwacji silników lotniczych, w szczególności zmniejszając koszty operacyjne przy jednoczesnym zwiększeniu wydajności konserwacji. Co więcej, stanowi ona skuteczne rozwiązanie dla złożonych wyzwań związanych z obróbką i naprawą komponentów silników lotniczych i łopatek turbin gazowych, przyczyniając się tym samym do optymalizacji protokołów konserwacji i wydłużenia żywotności komponentów w krytycznych zastosowaniach lotniczych.



Gęsta i stabilna warstwa tlenku, która tworzy się na łopatkach pracujących w środowisku o wysokiej temperaturze, utleniającym i korozyjnym, stanowi poważne wyzwanie w procesach konserwacji i naprawy. Przed przystąpieniem do naprawy pęknięć łopatek konieczne jest całkowite usunięcie warstwy tlenku, aby zapewnić skuteczną naprawę. W przypadku napraw spawalniczych głębokich pęknięć łopat wirnika, proces ten wymaga utworzenia zubożonej warstwy aluminium i tytanu. Zubożenie to ma kluczowe znaczenie dla ułatwienia prawidłowego przylegania spoiny i przywrócenia integralności strukturalnej łopatki, zapewniając jej wydajność i trwałość w wymagających warunkach operacyjnych. Usunięcie warstwy tlenku i kontrolowane zubożenie określonych pierwiastków to niezbędne kroki w celu uzyskania wysokiej jakości naprawy, która spełnia rygorystyczne wymagania zastosowań lotniczych i przemysłowych.
Usunięcie warstwy tlenku na końcówce pęknięcia stanowi poważne wyzwanie techniczne ze względu na jej gęstą i stabilną chemicznie naturę, co czyni ją odporną na konwencjonalne metody czyszczenia. Jednocześnie osiągnięcie bardzo niskiego poziomu uszkodzenia podłoża łopatki podczas procesu czyszczenia jest wyjątkowo trudne, ponieważ integralność podłoża musi zostać zachowana w celu utrzymania właściwości mechanicznych i wydajności łopatki. Co więcej, skuteczne usuwanie pozostałości fluoru z obszarów korzeni pęknięć podczas czyszczenia dodaje kolejną warstwę złożoności, ponieważ niepełne usunięcie może prowadzić do potencjalnej korozji lub osłabienia struktury łopatki. Wyzwania te podkreślają potrzebę zaawansowanych, precyzyjnych technologii czyszczenia, które mogą zapewnić skomplikowaną równowagę między dokładnym usuwaniem tlenków, konserwacją podłoża i eliminacją pozostałości, zapewniając strukturalną i funkcjonalną odbudowę ostrza bez uszczerbku dla jego długoterminowej trwałości.

Pierwsze eksperymenty
Nasz zakład wykorzystał spoiwo lutownicze GHL-6-2 do naprawy pęknięć za pomocą technik lutowania z szeroką szczeliną. Po procesie lutowania nadmiar spoiwa i wszelkie pozostałości topnika na powierzchni naprawianego elementu zostały usunięte poprzez ręczne polerowanie. Kontrola wzrokowa potwierdziła, że powierzchnie pęknięć zostały w pełni zamknięte przez spoiwo lutownicze, co wskazuje na udaną naprawę.
Aby ocenić stan powierzchni naprawionego obszaru, przeprowadzono lokalną fluorescencyjną kontrolę penetracyjną (FPI). Wyniki, zilustrowane na obrazie inspekcji fluorescencyjnej strefy naprawy powierzchni łopatki, ujawniły gęste wzory kropek w pierwotnych lokalizacjach pęknięć (pęknięcia A i B) oraz w sąsiednich obszarach, w których zastosowano lutowany metal wypełniający. Wzory te sugerują potencjalne anomalie powierzchni lub niedoskonałości resztkowe, podkreślając konieczność dalszego udoskonalania procesów lutowania i obróbki powierzchni po naprawie w celu uzyskania optymalnej jakości powierzchni i integralności strukturalnej.








Przed czyszczeniem: Powierzchnia ostrza może być pokryta warstwami tlenków, olejem, pyłem lub innymi zanieczyszczeniami, co skutkuje matowym, cętkowanym lub nierównym wyglądem. Zanieczyszczenia te i warstwy tlenków mogą znacznie pogorszyć wydajność i trwałość ostrzy, prowadząc do skrócenia żywotności i zwiększenia częstotliwości konserwacji i wymiany.
Po czyszczeniu: Powierzchnia ostrza wykazuje zwiększoną jasność i jednorodność, z całkowitym usunięciem zanieczyszczeń i warstw tlenków, co skutkuje czystszym i gładszym wykończeniem. Ten proces czyszczenia skutecznie eliminuje szkodliwe substancje, wydłużając w ten sposób żywotność łopatek i zmniejszając związane z tym koszty konserwacji. Ulepszony stan powierzchni nie tylko zwiększa wydajność aerodynamiczną i termiczną łopatek, ale także przyczynia się do ogólnej niezawodności i opłacalności systemu, w którym są one stosowane.


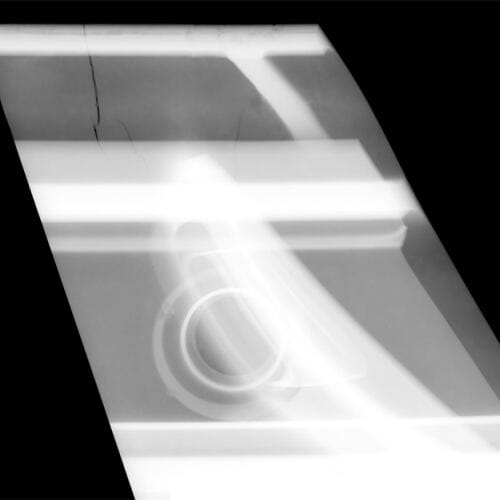
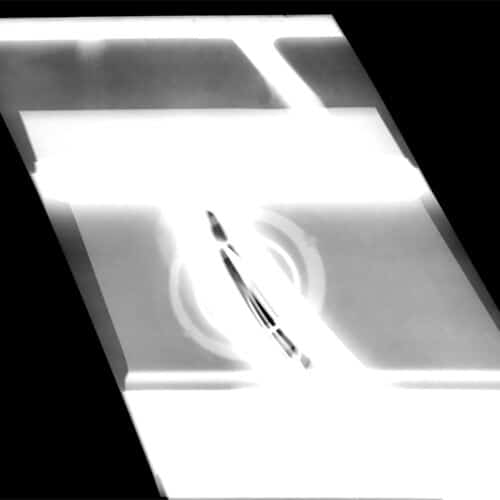

Obrazy te zapewniają wyraźne i przekonujące porównanie wyników wykrywania wad rentgenowskich przed i po naprawie lutowniczej, szczególnie podkreślając udane przywrócenie oryginalnych pęknięć. Ten uderzający kontrast wyraźnie pokazuje wyjątkową skuteczność procesu naprawy, podkreślając nie tylko wysoki poziom wiedzy technicznej posiadanej przez inżynierów, ale także pokazując niezwykłe możliwości technologii lutowania twardego w zaawansowanych zastosowaniach naprawczych. Tak znakomite wyniki są świadectwem precyzji i innowacyjności napędzających nowoczesne praktyki inżynieryjne, oferując znaczący impuls dla postępu i rozwoju w powiązanych branżach. Co więcej, stanowią one potwierdzenie poświęcenia i skrupulatnego wysiłku włożonego przez zespół inżynierów, wzmacniając kluczową rolę najnowocześniejszych technik naprawczych w zwiększaniu wydajności i niezawodności przemysłowej.




Przed czyszczeniem powierzchnia ostrza może być pokryta warstwami tlenków, osadami węglowymi i innymi zanieczyszczeniami, co prowadzi do szorstkiego, matowego wyglądu, a potencjalnie nawet obecności mikropęknięć lub defektów powierzchni. Jednak po oczyszczeniu jonami fluoru problemy te są skutecznie eliminowane, pozostawiając ostrza w nieskazitelnym, odmłodzonym stanie. Powierzchnia staje się czysta i gładka, wolna od resztek zanieczyszczeń i warstw tlenków, z wyraźną poprawą połysku. Dodatkowo, mikropęknięcia i wady powierzchni są skutecznie naprawiane, przywracając ostrze do stanu, który emanuje odnowioną witalnością i blaskiem. Ta niezwykła transformacja nie tylko podnosi jakość estetyczną ostrza, ale, co ważniejsze, zapewnia solidną podstawę dla jego wydajności i długowieczności. Zapewniając usunięcie szkodliwych niedoskonałości powierzchni, proces czyszczenia gwarantuje niezawodne działanie ostrza w wymagających środowiskach o wysokiej temperaturze i wysokim ciśnieniu, optymalizując w ten sposób jego wydajność funkcjonalną i trwałość.

| Element | Wt% | Wt%Sigma | At% |
| 0 | 26.85 | 0.79 | 54.58 |
| Cr | 68.76 | 0.81 | 43.00 |
| Co | 4.38 | 0.44 | 2.42 |
| całkowity | 100 | - | 100 |

| Element | Wt% | Wt%Sigma | At% |
| 0 | 7.91 | 1.04 | 22.04 |
| Cr | 82.37 | 1.19 | 70.61 |
| Co | 7.46 | 0.62 | 5.64 |
| Ni | 2.25 | 0.55 | 1.71 |
| całkowity | 100 | - | 100 |
Zalety technologii czyszczenia jonami fluoru
1. Wysoka wydajność czyszczenia:
Technologia czyszczenia jonami fluoru wykazuje wyjątkową skuteczność w szybkim i dokładnym usuwaniu warstw tlenków, pozostałości węgla i innych zanieczyszczeń z powierzchni łopatek turbin. Zapewnia to wysoki poziom czystości i gładkości, co ma kluczowe znaczenie dla optymalnej wydajności łopatek.
2. Czyszczenie bezdotykowe:
Łopatki turbin, będące precyzyjnie zaprojektowanymi komponentami o złożonej geometrii, są podatne na uszkodzenia lub odkształcenia, gdy są poddawane tradycyjnym metodom czyszczenia mechanicznego. Technologia czyszczenia jonami fluorkowymi eliminuje to ryzyko, wykorzystując reakcje chemiczne i interakcje fizyczne do usuwania zanieczyszczeń, zachowując w ten sposób integralność strukturalną i wydajność funkcjonalną łopatek.
3. Kompatybilność ze środowiskami o wysokiej temperaturze i wysokim ciśnieniu:
Łopatki turbin pracują w ekstremalnych warunkach wysokiej temperatury i ciśnienia w środowisku silnika. Technologia czyszczenia jonami fluorkowymi jest wyjątkowo dostosowana do tych warunków, zapewniając skuteczne wyniki czyszczenia, które spełniają rygorystyczne wymagania tak wymagających ustawień operacyjnych.
4. Redukcja zmęczenia powierzchni i utleniania:
Proces czyszczenia zapewnia gładką powierzchnię łopatek, co nie tylko minimalizuje opór aerodynamiczny i zwiększa wydajność silnika, ale także ogranicza utlenianie powierzchni i powstawanie pęknięć zmęczeniowych. Przyczynia się to znacząco do wydłużenia żywotności łopatek.
5. Zrównoważony rozwój środowiska i efektywność energetyczna:
W porównaniu z konwencjonalnymi metodami czyszczenia chemicznego, technologia czyszczenia jonami fluoru eliminuje potrzebę stosowania dużych ilości rozpuszczalników organicznych, zmniejszając koszty utylizacji odpadów i dostosowując się do norm ochrony środowiska. Dodatkowo, gładsza powierzchnia łopatek uzyskana dzięki temu procesowi zmniejsza opór aerodynamiczny, poprawiając tym samym wydajność paliwową silnika.
6. Możliwość kontroli procesu:
Technologia czyszczenia jonami fluorkowymi zapewnia doskonałą kontrolę procesu, umożliwiając precyzyjne dostosowanie parametrów roboczych. Zapewnia to spójne i powtarzalne wyniki czyszczenia, zwiększając niezawodność procesu czyszczenia.
7. Zwiększona wydajność konserwacji:
Oczyszczone powierzchnie łopatek turbiny ułatwiają inspekcję i konserwację, poprawiając tym samym wydajność i bezpieczeństwo operacji konserwacyjnych. Ten usprawniony proces skraca czas przestojów i zmniejsza koszty operacyjne, co dodatkowo podkreśla zalety tej technologii w zastosowaniach przemysłowych.
Podsumowując, technologia czyszczenia jonami fluoru zapewnia kompleksowe rozwiązanie do konserwacji łopatek turbin, łącząc wysoką wydajność, precyzję, zrównoważenie środowiskowe i niezawodność operacyjną, aby spełnić wysokie wymagania nowoczesnych zastosowań inżynieryjnych.






Graham Luo
Dr Graham Luo – Starszy Inżynier, Specjalista ds. Formowania Wtryskowego Tytanu (MIM). Dr Graham Luo jest uznanym autorytetem w dziedzinie formowania wtryskowego metali (MIM), ze szczególnym uwzględnieniem stopów tytanu. Obecnie, będąc Starszym Inżynierem w Instytucie Badawczym Metali Nieżelaznych, posiada tytuł doktora Niemieckiego Stowarzyszenia Ośrodków Badawczych Helmholtza i odbywał staż podoktorski, co zapewniło mu dogłębną wiedzę teoretyczną i doświadczenie zdobyte w czołowych europejskich instytucjach badawczych. Jego badania zgłębiają sedno technologii formowania wtryskowego (MIM), koncentrując się na kluczowych obszarach, takich jak reologia wsadu tytanowego, procesy katalitycznego/termicznego usuwania lepiszcza z niską zawartością węgla/tlenu oraz…

{kind=link}
{kind=link}
{kind=link}