Przegląd aplikacji
Sprzęt petrochemiczny działa w bardzo agresywnych środowiskach zawierających CO₂, H₂S, Cl- i inne czynniki korozyjne, często w warunkach wysokiej temperatury i wysokiego ciśnienia w otworze wiertniczym. Te trudne warunki pracy prowadzą do częstych awarii, takich jak perforacja korozyjna i uszkodzenia spowodowane zużyciem, co poważnie wpływa na wydajność i bezpieczeństwo produkcji na polach naftowych.
Tradycyjne metody obróbki powierzchni - takie jak nawęglanie i azotowanie, hartowanie martenzytyczne, wysokochromowa obróbka odporna na zużycie i azotowanie jonowe - charakteryzują się wysokim zużyciem energii, niższą wydajnością procesu, zanieczyszczeniem środowiska i wysokimi kosztami napraw, przy ograniczonej skuteczności w wymagających zastosowaniach związanych z ropą naftową i gazem.
Technologia napawania laserowego zapewnia zaawansowane rozwiązanie, znacznie zwiększając odporność na zużycie, korozję, ciepło i utlenianie komponentów petrochemicznych. Dzięki wiązaniu metalurgicznemu i kontrolowanym właściwościom powłoki, napawanie laserowe poprawia żywotność, niezawodność operacyjną i ogólną wydajność sprzętu pracującego w trudnych warunkach pól naftowych i petrochemicznych, jednocześnie zmniejszając przestoje i koszty konserwacji.
{kind=link}
{kind=link}
{kind=link}
Scena 1: Naprawa przyssawki
Pręty przyssawek w produkcji na polach naftowych są podatne na zużycie mimośrodowe, korozję i inne naprężenia operacyjne, co prowadzi do częstych uszkodzeń i corocznej wymiany na dużą skalę. Napawanie laserowe umożliwia skuteczną renowację i ponowne wykorzystanie zużytych prętów ssących, przywracając wydajność powierzchni i wydłużając żywotność. Dzięki recyklingowi istniejących prętów i zmniejszeniu zapotrzebowania na nowe komponenty, napawanie laserowe znacznie obniża koszty wydobycia ropy naftowej, oszczędza zasoby i poprawia ogólną efektywność ekonomiczną operacji na polach naftowych.
Kluczowe zalety napawania laserowego prętów przyssawkowych
Silne wiązanie metalurgiczne między warstwą okładziny a podłożem, z gęstymi, pozbawionymi defektów powłokami
Zoptymalizowana formuła proszku stopowego; twardość do ≥60 HRC
W pełni ekologiczny proces bez zanieczyszczeń
Precyzyjna, kontrolowana obróbka odpowiednia dla złożonych komponentów
Znacząca redukcja kosztów napraw i znaczna poprawa wydajności przetwarzania


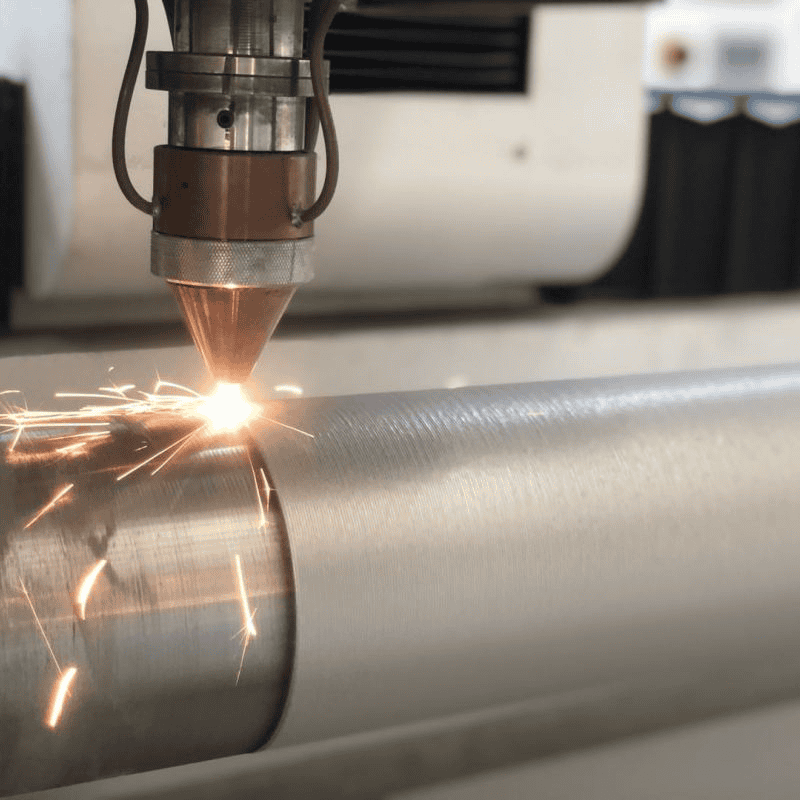
Scena 2: Naprawa tłoczyska
Wysokociśnieniowe pompy nurnikowe są niezbędnym sprzętem w wydobyciu ropy naftowej i gazu, szeroko stosowanym w operacjach szczelinowania, cementowania i wtrysku wody. Podczas pracy pręty nurnikowe są narażone na tarcie posuwisto-zwrotne o wysokiej częstotliwości, media korozyjne i erozję twardych cząstek, co powoduje szybkie zużycie i znacznie skraca żywotność.
Tradycyjne metody naprawy, takie jak galwanizacja i spawanie natryskowe, mają nieodłączne ograniczenia, w tym wady powłoki, słabą siłę wiązania i negatywny wpływ na podłoże. Nakładanie laserowe zapewnia doskonałe rozwiązanie, oferując doskonałą jakość powłoki i minimalny wpływ na materiał bazowy. Zalety obejmują wysoką wydajność przetwarzania, niski wkład ciepła, minimalne zniekształcenia, niski współczynnik rozcieńczenia, kontrolowaną grubość powłoki, gładką powierzchnię po pokryciu i mniejsze wymagania dotyczące wykończenia. Skutkuje to zwiększoną trwałością, wydłużoną żywotnością i niższymi kosztami konserwacji prętów nurnikowych w wymagających zastosowaniach na polach naftowych.
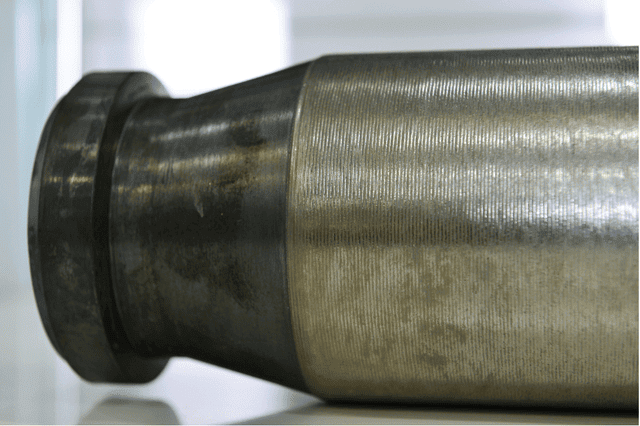

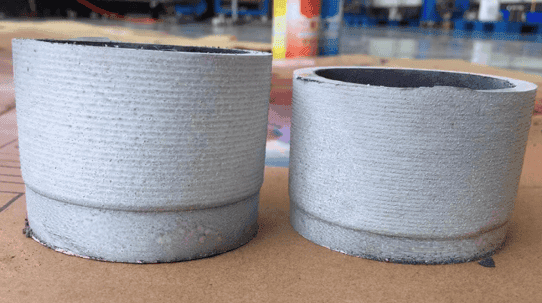
Scena 3: Poprawa wydajności przewodów olejowych
W trudnych warunkach pracy szybu naftowego przewody rurowe są bardzo podatne na pękanie korozyjne naprężeniowe. Połączone działanie czynników korozyjnych i obciążeń mechanicznych powoduje stopniowy wzrost pęknięć, prowadząc ostatecznie do ich zniszczenia i strat związanych z przestojem.
Napawanie laserowe może nie tylko przywrócić uszkodzone rury do ich pierwotnych wymiarów, ale także znacznie poprawić właściwości mechaniczne i odporność na korozję materiału bazowego. Sprawia to, że jest to bardzo cenna technologia wydłużająca żywotność i poprawiająca niezawodność systemów rur wiertniczych.
Główne zalety
Wykorzystuje specjalistyczne proszki ze stopu Greenstone o twardości powyżej 60 HRC
Typowa grubość okładziny ~0,75 mm, z gładkimi, wolnymi od pęknięć powierzchniami
Bardzo niski stopień rozcieńczenia; płaska, dobrze zdefiniowana linia wtopienia widoczna w badaniu metalograficznym
Minimalny wpływ na średnicę i zaokrąglenie rurki; połączenia gwintowane z krótkim przegubem pozostają nienaruszone