ارائه ویژگیهای تجهیزات
سختکاری با لیزر فناوری سختکاری است که از لیزر برای گرمکردن سطح ماده تا بالاتر از نقطه انتقال فازی آستنیت استفاده میکند. با خنک شدن ماده، آستنیت به مارتنزیت تبدیل شده و در نتیجه سطح ماده سخت میشود. سختکاری با لیزر چگالی توان بالا، سرعت خنکشدن سریع دارد و نیازی به سیال خنککننده مانند آب یا روغن نیست.
نمونههای فرآوریشده



سختکاری لیزری یک فناوری سختکاری است که از لیزر برای گرم کردن سطح ماده تا بالاتر از نقطه انتقال فازی آستنیت استفاده میکند. با خودسرد شدن ماده، آستنیت به مارتنزیت تبدیل میشود و در نتیجه سطح ماده را سخت میکند. سختکاری لیزری چگالی توان بالا، سرعت خنکشوندگی سریع دارد و به سیالات خنککننده مانند آب یا روغن نیازی ندارد. در مقایسه با فرآیندهای سختکاری القایی، سختکاری با شعله و سختکاری کربندهی، سختکاری لیزری دارای لایه سختشده یکنواخت، سختی بالاتر (عموماً ۱-۳ HRC بالاتر از سختکاری القایی)، تغییر شکل اندک قطعه کار، کنترل آسان عمق لایه گرمایشی و مسیر گرمایشی، و اتوماسیون آسان است. برخلاف سختکاری القایی، نیازی به طراحی سیمپیچهای القایی متناسب با اندازههای مختلف قطعه نیست و پردازش قطعات بزرگ نیز مانند عملیات حرارتی شیمیایی مانند کاربیتدهی، تابع محدودیت اندازه کوره نیست. بنابراین، در بسیاری از حوزههای صنعتی، سختکاری لیزری به تدریج در حال جایگزین کردن فرآیندهای سنتی مانند سختکاری القایی و عملیات حرارتی شیمیایی است. نکته بسیار مهم این است که تغییر شکل قطعه کار قبل و بعد از سختکاری لیزری تقریباً ناچیز است، که این امر آن را به ویژه برای عملیات سطحی قطعات با نیازهای دقیق بالا مناسب میسازد.
تجهیزات کوئنچینگ لیزری
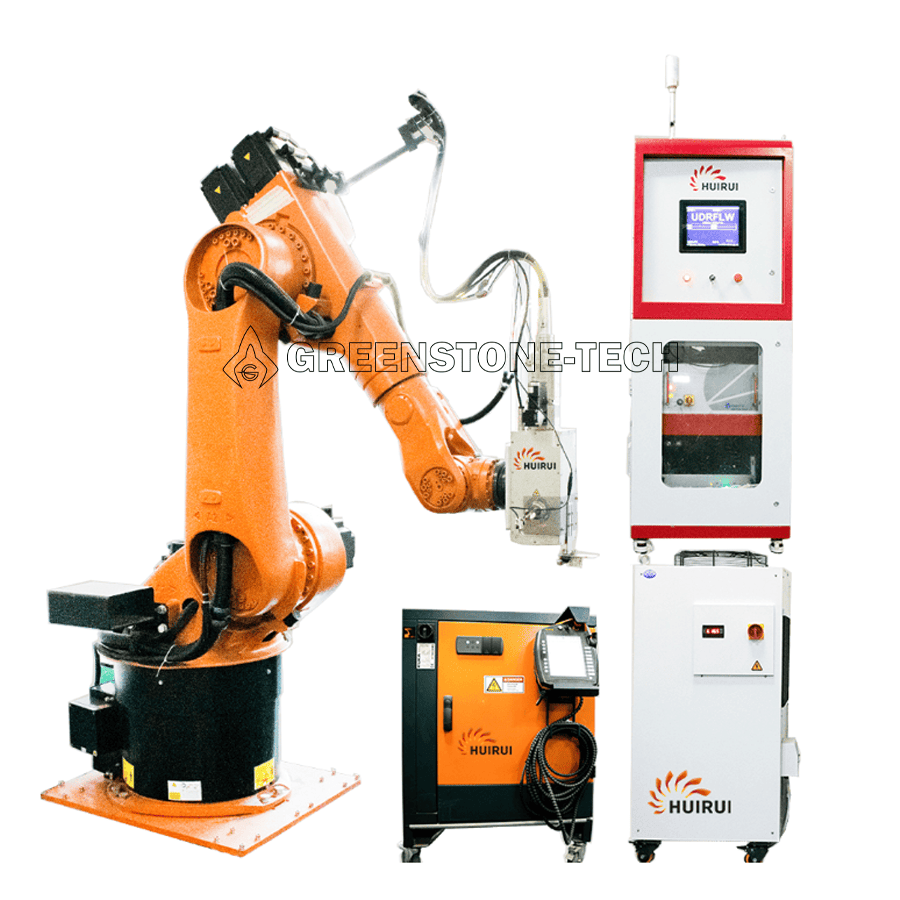
از دستگاه سختکاری لیزری iLAM-D-1004 برای آزمایش استفاده شد. این دستگاه در شکل ۱ نشان داده شده است. پیکربندی اصلی آن به شرح زیر است: ربات ششمحوره KUKA، لیزر نیمهرسانای Laserline با توان ۳۰۰۰ وات، محدوده تنظیم اندازه نقطه سر سختکاری لیزری برابر با ۳٫۵ میلیمتر.۳.۵ میلیمتر - ۲۱ میلیمتر۲۱ میلیمتر، علاوه بر این، سیستم به یک ترمومتر مادونقرمز دورنگ و نرمافزار کنترل دما با حلقه بسته در بازهٔ دمایی ۹۰۰–۱۵۰۰ درجهٔ سانتیگراد مجهز است.

| دستهبندی | جزئیات |
| ربات | ربات KUKA با ۶ محور |
| لیزر | لیزر نیمهرسانا خطی ۳۰۰۰ وات |
| محدودهٔ تنظیم اندازهٔ نقطهٔ سرِ خاموشسازی لیزری | ۳.۵ میلیمتر*۳.۵ میلیمتر – ۲۱ میلیمتر*۲۱ میلیمتر |
| پیکربندی سیستم | ترمومتر مادون قرمز دو رنگ |
| – | نرمافزار کنترل دما با حلقه بسته ۹۰۰–۱۵۰۰ درجه سانتیگراد |
 | سر فیبر LLK-C ماژول اتصال فیبر واحد همترازی ماژول شکلدهی تنظیم دوطرفه ترمومتر مادونقرمز دو رنگ اتصالدهنده دماسنج ماژول تقسیمکننده پرتو ۹۰ درجه ماژول آینهٔ متمرکزکننده ماژول آینهی محافظ |
بخش ۵ از شکل ۲ یک ترمومتر دو رنگ، ماژول شکلدهی با تنظیم دو جهته Laser Line AutoZoom است که برای سرهای کوئنچینگ در کاربردهای صنعتی با توان متوسط و بالا مناسب است. لکه مستطیلی قابل تنظیم و با توزیع یکنواخت را میتوان برای عملیات سطحی قطعات با اندازههای مختلف به کار برد. گروه عدسی لکه متغیر میتواند با تحریک موتور، طول لکه مربعی همگنشده را تنظیم کند. درایو موتور داخلی امکان انتخاب کنترل آنالوگ استاندارد 0–10 ولت را فراهم میکند؛ نیاز منبع تغذیه: 24 ولت/3 آمپر. این عدسی میتواند به یک پیرومتر مادونقرمز مجهز شود تا کنترل دما در حلقه بسته را ممکن سازد.

کنترل حلقه بسته دما
کنترل حلقه بسته دما LASCON® یک نرمافزار کنترلکننده لیزر برای پردازش لیزری کنترلشده از نظر دما است. دمای پردازش توسط یک پیرومتر دو رنگ تشخیص داده میشود. کاربردهای اصلی آن شامل سختکاری لیزری، ریزسختکاری و جوشکاری لیزری (بهویژه جوشکاری لیزری پلاستیکها) و همچنین هر فرآیندی است که باعث افزایش دمای قطعه کار میشود، مانند گرمکاری القایی. LASCON® فرآیندهای لیزری را کنترل، بهینهسازی و نظارت میکند. LASCON® با استفاده از یک زبان برنامهنویسی ساده اسکریپتی برای فرآیند لیزر، قادر به تشخیص فرآیندهای لیزری خوب و بد است و میتواند به راحتی قطعات معیوب را در تولید مبتنی بر لیزر تفکیک کند. این نرمافزار از اجزای سختافزاری که به طور ویژه توسعه یافتهاند، مانند کنترلر LPC04، پشتیبانی میکند و پایرومترهای مادونقرمز پرسرعت، سرهای پردازش لیزر، واحدهای کالیبراسیون و آداپتورها را یکپارچه میسازد. یکپارچهسازی آسان با ماشینها و تجهیزات کارخانه. کل بسته نرمافزاری به واحدهای مختلفی تقسیم شده و از طریق پروتکل TCP/IP ارتباط برقرار میکند.
اصول سختکاری مواد عبارت است از گرم کردن ماده تا دمای مشخصی بالاتر از دمای بحرانی Ac1 (۷۳۸ درجه سانتیگراد) یا Ac3 (۹۱۲ درجه سانتیگراد)، و نگهداشتن آن برای مدتی تا ساختار ماده به طور کامل یا جزئی آستنیتی شود، و سپس سریعاً با سرعتی بیش از نرخ خنککاری بحرانی برای تبدیل مارتنیتی، به دمای اتاق خنک کردن. همانطور که مشاهده میشود، دمای کوئنچینگ لیزری تأثیر آشکار و مهمی بر کیفیت کوئنچینگ دارد و دمای کوئنچینگ توسط پارامترهای فرآیند کوئنچینگ تعیین میشود. پارامترهای مختلف فرآیند کوئنچینگ، دماهای کوئنچینگ متفاوتی را تعیین میکنند. دمای کوئنچینگ همچنین پارامتری ملموستر برای فرآیندهای کوئنچینگ تکراری است. بنابراین، در طول فرآیند سختکاری لیزری، معمولاً از پایش مادون قرمز برای اندازهگیری لحظهای دمای سختکاری ماده استفاده میشود و دمای سختکاری در محدوده معقولی کنترل میشود. از سیستم بازخورد حلقه بسته دما برای تنظیم لحظهای پارامترهای فرآیند سختکاری لیزری (عمدتاً تنظیم توان لیزر) استفاده میشود تا دمای سختکاری در مقدار مناسبی تثبیت شود.

آزمایش فرآیند
مواد آزمایشی فولاد قالب پلاستیکی سختشدهٔ مقدماتی 2738 است که سختی پیشسختی آن بین 29 تا 33 راکول C قرار دارد. این ماده عمدتاً در قالبهای پلاستیکی بزرگ و قابهای قالب، مانند سپرهای خودرو، قالبهای پوسته تلویزیون و غیره استفاده میشود.
بر اساس تحقیقات بر روی متون مرتبط با سختکاری لیزری در مراحل اولیه، یک طرح آزمایشی مقدماتی انجام شد. شکل سختکاری، سختکاری تکگذر بود. اندازه نقطه لیزر ۱۰×۱۰ میلیمتر و سرعت اسکن نقطه ۱۰ میلیمتر بر ثانیه بود که به مقادیر ثابتی تنظیم شدند. تأثیر اندازه زیرلایه آزمایشی بر کیفیت سختکاری نادیده گرفته شد. فرض شد ضریب جذب لیزر توسط مادهٔ آزمایشی ۱۰۰۱TP3T باشد. با تنظیم دماهای کوئنچینگ مختلف برای تشخیص سختی کوئنچ ماده و تغییر در عمق لایهٔ سختشده، میتوان توان خروجی واقعی نور لیزر را از طریق تبدیل نرمافزار کنترل دما محاسبه و بهصورت بلادرنگ نمایش داد.
| نام پارامتر | مقدار پارامتر |
| دامنه دمای خاموششوندگی (℃) | کپی/چپست |
| محدوده توان لیزر (%) | هممحور حلقوی |
| محدوده چگالی توان (وات بر سانتیمتر مربع) | آب – خنککننده |
| محدوده چگالی انرژی سطحی (ژول بر سانتیمتر مربع) | ۰.۵ – ۱.۵ میلیمتر |
شکل ۵ شرایط سطح پس از سختکاری را تحت ۶ گروه پارامتر نشان میدهد. پس از سختکاری، اکسیداسیون سطحی در 1# و 2# کمعمق است، دمای سختکاری پایین است، ردپاهای ناشی از سنگزنی زیرلایه به وضوح قابل مشاهده است و عرض سختکاری تکگذر در 1# نسبتاً کوچک است؛ پس از آبکاری، اکسیداسیون سطحی 3#، 4# و 5# متوسط است، که اساساً ردپاهای ناشی از سنگزنی زیرلایه را میپوشاند، و دمای آبکاری نیز متوسط است؛ پس از آبکاری، اکسیداسیون سطحی 6# شدید است، پوستهریزی سطحی وجود دارد و دمای آبکاری نسبتاً بالا است.

آزمون سختی سطح
سختی آبکاری با استفاده از سختیسنج لیب اندازهگیری شد. مقادیر اندازهگیری مشخص در جدول 2 نشان داده شده است. از روی مقدار سختی میتوان دریافت که دمای آبکاری 1# بهوضوح ناکافی است، سختی آبکاری پایین است و نوسان زیادی دارد؛ میانگین سختی آبنمکی 2# برابر با 52.9HRC است و مقدار سختی اندکی نوسان دارد، اما بر اساس خواص ماده فولاد قالب پلاستیکی پیشسختشده 2738، سختی آبنمکی میتواند به بیش از 55HRC برسد. واضح است که دمای کوئنچینگ 2# کمی ناکافی است؛ مقادیر سختی کوئنچینگ برای 3#، 4#، 5# و 6# همگی بالای 55HRC هستند و سختی کوئنچینگ 5# به 60HRC نزدیک است و دامنه نوسان سختی حدود 1HRC است؛ بر اساس وضعیت سطح پس از سختکاری و سختیکاری، به طور اولیه چنین استنباط میشود که تحت شرایط نقطه ۱۰×۱۰ میلیمتری و سرعت اسکن نقطه ۱۰ میلیمتر بر ثانیه، بازه منطقی دمای سختکاری ۱۲۰۰ تا ۱۴۰۰ درجه سانتیگراد است، محدوده چگالی توان لیزر متناظر 1680-1980 وات بر سانتیمتر مربع و محدوده چگالی انرژی سطحی لیزر 840-990 ژول بر سانتیمتر مربع است، که در میان اینها، پارامترهای فرآیند سختکاری 5#، پارامترهای بهینه برای این آزمایش هستند.
| شماره سریال | 1 | 2 | 3 | 4 | 5 | 6 |
| محدوده سختی (HRC) | ۳۰.۳ – ۴۵.۰ | ۵۱.۷ – ۵۴.۷ | ۵۵.۴ – ۵۷.۹ | ۵۸.۱ – ۶۰.۱ | ۵۸.۲ – ۵۹.۳ | ۵۷.۰ – ۶۰.۲ |
| سختی متوسط (HRC) | 36.9 | 52.9 | 57 | 58.6 | 58.9 | 58.6 |
عمق لایه سختشده
برای تهیه یک قطعه نمونه متالوگرافی، یک مقطع از یک فرآیند سختکاری منفرد برش داده شد. این مقطع با محلول الکلی اسید نیتریک 4% خورده شد. آزمون سختیسنجی ویکرز نشان داد که عمق مؤثر لایه سختشده از سطح سختکاری تا مرز ناحیه متأثر از حرارت ناشی از سختکاری منفرد بود. عمق سختکاری مؤثر نمونه 4# برابر با 0.9 میلیمتر بود، همانطور که در شکل 6 نشان داده شده است. مقادیر سختی از زیرلایه تا سطح لایه سختشده در جدول 3 نشان داده شده است.
 |  |
| شکل ۶ آزمون سختی ویکرز نمونه 4#، بزرگنمایی ۵۰ برابر | جدول ۳ مقدار سختی ویکرز نمونه 4# |
محصولات مرتبط
تسلط بر فناوریهای اصلی در ساخت افزودنی فلزی با کارایی بالا و عملیات سطحی









