Prezentace charakteristik zařízení
Laserové kalení je technologie kalení, která využívá laser k zahřátí povrchu materiálu nad bod fázového přechodu austenitu. Při ochlazování materiálu se austenit přemění na martenzit, čímž se povrch materiálu zpevní. Laserové kalení má vysokou hustotu výkonu, vysokou rychlost chlazení a nevyžaduje chladicí média, jako je voda nebo olej.
zpracované vzorky



Laserové kalení je technologie kalení, která využívá laser k zahřátí povrchu materiálu nad bod fázového přechodu austenitu. Při ochlazování materiálu se austenit přemění na martenzit, čímž se povrch materiálu zpevní. Laserové kalení má vysokou hustotu výkonu, vysokou rychlost chlazení a nevyžaduje chladicí média, jako je voda nebo olej. Ve srovnání s indukčním kalením, kalením plamenem a kalením nauhličováním má laserové kalení rovnoměrnou kalenou vrstvu, vyšší tvrdost (obecně o 1-3HRC vyšší než indukční kalení), malou deformaci obrobku, snadnou kontrolu hloubky ohřevu vrstvy a trajektorie ohřevu a snadnou automatizaci. Není nutné navrhovat odpovídající indukční cívky podle různých velikostí dílů jako u indukčního kalení a zpracování velkých dílů nepodléhá omezení velikosti pece při chemickém tepelném zpracování, jako je kalení nauhličováním. Proto v mnoha průmyslových oblastech laserové kalení postupně nahrazuje tradiční postupy, jako je indukční kalení a chemické tepelné zpracování. Zvláště důležité je, že deformace obrobku před a po laserovém kalení je téměř zanedbatelná, což je vhodné zejména pro povrchovou úpravu dílů s vysokými požadavky na přesnost.
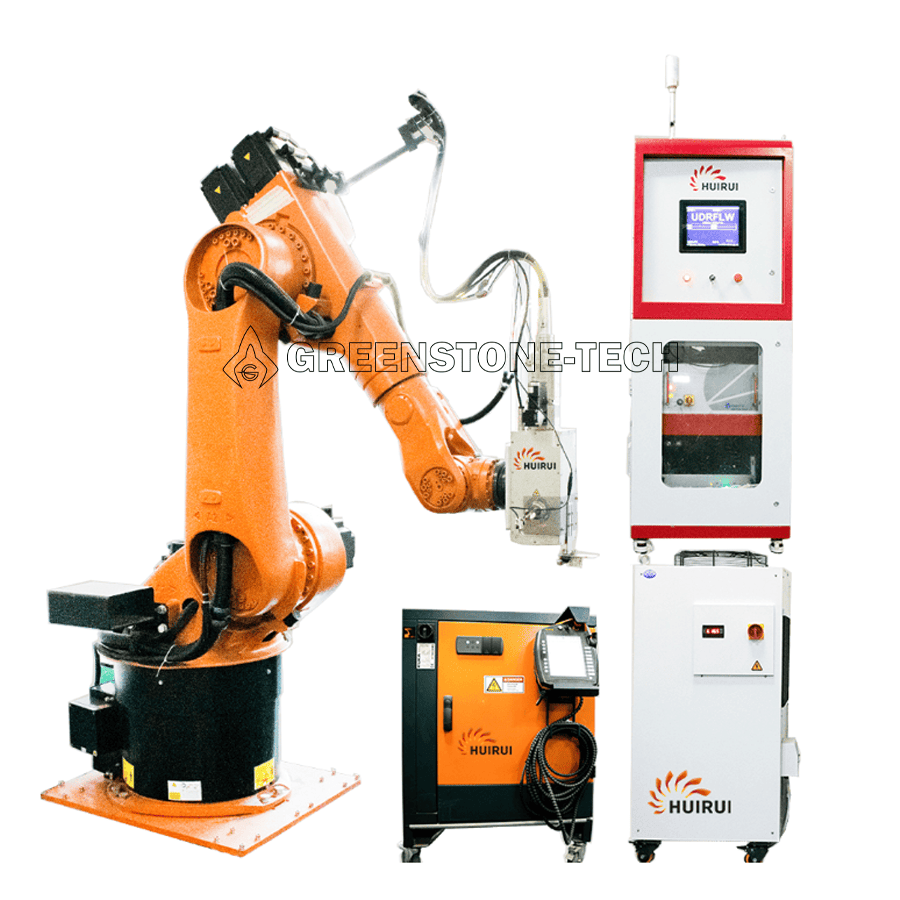
Laserové kalicí zařízení
K experimentu bylo použito laserové kalicí zařízení iLAM-D-1004. Zařízení je znázorněno na obrázku 1. Jeho hlavní konfigurace je následující: 6osý robot KUKA, 3000W polovodičový laser Laserline, laserová kalicí hlava s rozsahem nastavení velikosti bodu 3,5 mm.3,5-21 mm21 mm, navíc je systém vybaven dvoubarevným infračerveným teploměrem a softwarem pro řízení teploty v uzavřené smyčce 900-1500 ℃.

| Kategorie | Podrobnosti na |
| Robot | 6osý robot KUKA |
| Laser | 3000W laserová linka Polovodičový laser |
| Rozsah nastavení velikosti bodu laserové kalicí hlavy | 3,5 mm*3,5 mm - 21 mm*21mm |
| Konfigurace systému | Dvoubarevný infračervený teploměr |
| - | 900 - 1500 °C Software pro řízení teploty v uzavřené smyčce |
 | Vláknová hlava LLK-C Modul pro připojení optických vláken Kolimační jednotka Obousměrný modul tvarování nastavení Dvoubarevný infračervený teploměr Konektor teploměru Modul 90° rozdělovače paprsků Modul zaostřovacího zrcadla Ochranný modul zrcadla |
Část 5 na obrázku 2 je dvoubarevný teploměr, modul pro obousměrné nastavení Laser Line AutoZoom, který je vhodný pro kalicí hlavy pro průmyslové aplikace se středním a vysokým výkonem. Nastavitelný a rovnoměrně rozložený obdélníkový bod lze použít k povrchové úpravě dílů různých velikostí. Skupina čoček s proměnlivým bodem může nastavit délku homogenizovaného čtvercového bodu pomocí pohonu motoru. Vestavěný pohon motoru může zvolit standardní analogové řízení 0-10 V, požadavek na napájení: 24 V/3 A; čočka může být vybavena infračerveným pyrometrem pro dosažení uzavřené smyčky řízení teploty.

Řízení teploty v uzavřené smyčce
Řízení s uzavřenou teplotní smyčkou LASCON® je řídicí software pro laserové zpracování s řízenou teplotou. Teplota zpracování je zjišťována dvoubarevným pyrometrem. Mezi hlavní aplikace patří laserové kalení, mikrotvrzení a laserové svařování (zejména laserové svařování plastů), jakož i jakýkoli proces, při kterém dochází ke zvýšení teploty obrobku, například indukční ohřev. LASCON® řídí, optimalizuje a kontroluje laserové procesy. Pomocí jednoduchého programovacího jazyka pro skripty laserových procesů dokáže LASCON® určit dobré a špatné laserové zpracování a snadno vytřídit špatné díly ve výrobě podporované laserem. Software podporuje speciálně vyvinuté hardwarové komponenty, jako je řídicí jednotka LPC04, integrující vysokorychlostní infračervené pyrometry, hlavy pro laserové zpracování, kalibrační jednotky a adaptéry. Snadná integrace do strojů a továrního vybavení. Celý softwarový balík je rozdělen do různých jednotek a komunikuje prostřednictvím protokolu TCP/IP.
Principem kalení materiálu je zahřátí materiálu na určitou teplotu nad kritickou teplotu Ac1 (738 °C) nebo Ac3 (912 °C) a udržovat jej po určitou dobu v teple, aby se struktura materiálu zcela nebo částečně austenitizovala, a poté rychle ochladit na pokojovou teplotu rychlostí vyšší, než je kritická rychlost ochlazování pro martenzitickou přeměnu. Je vidět, že teplota laserového kalení má zřejmý a důležitý vliv na kvalitu kalení a teplota kalení je určena parametry procesu kalení. Různé parametry procesu kalení určují různé teploty kalení. Teplota kalení je také intuitivnějším parametrem pro opakované kalicí procesy. Proto se během procesu laserového kalení obvykle používá infračervené monitorování, které měří teplotu kalení materiálu v reálném čase, a teplota kalení se řídí v rozumném rozsahu. Teplotní systém s uzavřenou zpětnou vazbou se používá k úpravě parametrů procesu laserového kalení (především k úpravě výkonu laseru) v reálném čase, aby se teplota kalení ustálila na vhodné hodnotě.

Procesní test
Experimentálním materiálem je předkalená ocel pro plastové formy 2738 s tvrdostí 29-33HRC. Tento materiál se používá hlavně ve velkých plastových formách a rámech forem, jako jsou automobilové nárazníky, formy na televizní pláště atd.
Na základě rešerše příslušné literatury o laserovém kalení v počáteční fázi byl proveden předběžný experimentální návrh. Jednalo se o jednoprůchodové zhášení. Velikost laserového bodu byla 10 mm*10 mm a rychlost skenování bodu byla 10 mm/s, které byly nastaveny na pevné hodnoty. Vliv velikosti experimentálního substrátu na kvalitu kalení byl zanedbán. Předpokládalo se, že míra absorpce laseru experimentálním materiálem je 100%. Nastavením různých teplot kalení pro zjišťování tvrdosti kalení materiálu a změny hloubky kalené vrstvy lze vypočítat a zobrazit skutečný světelný výkon laseru v reálném čase prostřednictvím konverze softwaru pro řízení teploty.
| Název parametru | Hodnota parametru |
| Teplotní rozsah kalení (℃) | CC |
| Rozsah výkonu laseru (%) | Koaxiální prstencový |
| Rozsah hustoty výkonu (W/cm²) | Voda - chlazení |
| Rozsah povrchové energetické hustoty (J/cm²) | 0,5 - 1,5 mm |
Obrázek 5 ukazuje podmínky kalení povrchu při 6 skupinách parametrů. Po kalení je povrchová oxidace 1# a 2# mělká, teplota kalení je nízká, stopy zanechané broušením substrátu jsou jasně viditelné a šířka jednoprůchodového kalení 1# je relativně malá; po kalení je oxidace povrchu 3#, 4# a 5# mírná, v podstatě zakrývá stopy zanechané broušením substrátu a teplota kalení je mírná; po kalení je oxidace povrchu 6# závažná, dochází k odlupování povrchu a teplota kalení je poměrně vysoká.

Zkouška tvrdosti povrchu
Tvrdost kalení byla měřena pomocí Leebova tvrdoměru. Konkrétní naměřené hodnoty jsou uvedeny v tabulce 2. Z hodnoty tvrdosti vyplývá, že teplota kalení oceli 1# je zjevně nedostatečná, tvrdost kalení je nízká a značně kolísá; průměrná tvrdost kalení oceli 2# je 52,9HRC a hodnota tvrdosti mírně kolísá, ale podle materiálových vlastností předkalené oceli pro plastové formy 2738 může tvrdost kalení dosáhnout hodnoty nad 55HRC. Je zřejmé, že teplota kalení 2# je mírně nedostatečná; hodnoty tvrdosti kalení 3#, 4#, 5# a 6# jsou vyšší než 55HRC a tvrdost kalení 5# se blíží 60HRC a rozsah kolísání tvrdosti je přibližně 1HRC; na základě podmínek kalení povrchu a tvrdosti kalení se předběžně předpokládá, že za podmínek bodu 10 mm*10 mm a rychlosti skenování bodu 10 mm/s je přiměřený rozsah teploty kalení 1200 ℃-1400 ℃, odpovídající rozsah hustoty výkonu laseru je 1680-1980 W/cm2 a rozsah hustoty povrchové energie laseru je 840-990 J/cm2, z nichž parametry procesu kalení 5# jsou optimálními parametry pro tento experiment.
| Sériové číslo | 1 | 2 | 3 | 4 | 5 | 6 |
| Rozsah tvrdosti (HRC) | 30.3 - 45.0 | 51.7 - 54.7 | 55.4 - 57.9 | 58.1 - 60.1 | 58.2 - 59.3 | 57.0 - 60.2 |
| Průměrná tvrdost (HRC) | 36.9 | 52.9 | 57 | 58.6 | 58.9 | 58.6 |
Hloubka zpevněné vrstvy
Pro přípravu metalografického vzorku byl odříznut příčný řez z jednoho procesu kalení. Příčný řez byl zkorodován lihovým roztokem kyseliny dusičné 4%. Zkouška na Vickersově tvrdoměru ukázala, že účinná hloubka kalené vrstvy byla od povrchu kalení po hranici tepelně ovlivněné zóny jednorázového kalení. Efektivní hloubka kalení vzorku 4# byla 0,9 mm, jak je znázorněno na obr. 6. Hodnoty tvrdosti od substrátu k povrchu kalené vrstvy jsou uvedeny v tabulce 3.
 |  |
| Obrázek 6 4# vzorek Vickersova zkouška tvrdosti 50X | Tabulka 3 Hodnota tvrdosti podle Vickerse vzorku 4# |
Související produkty
Zvládnutí klíčových technologií ve vysoce výkonné aditivní výrobě kovů a povrchových úpravách









