Prezentarea caracteristicilor echipamentului
Călirea cu laser este o tehnologie de călire care utilizează laserul pentru a încălzi suprafața materialului până deasupra punctului de tranziție a fazei austenitei. Pe măsură ce materialul se răcește, austenita se transformă în martensită, întărind astfel suprafața materialului. Călirea cu laser are o densitate mare de putere, o viteză rapidă de răcire și nu necesită medii de răcire precum apa sau uleiul.
probe prelucrate



Călirea cu laser este o tehnologie de călire care utilizează laserul pentru a încălzi suprafața materialului până deasupra punctului de tranziție a fazei austenitei. Pe măsură ce materialul se răcește, austenita se transformă în martensită, întărind astfel suprafața materialului. Călirea cu laser are o densitate mare de putere, o viteză rapidă de răcire și nu necesită medii de răcire precum apa sau uleiul. În comparație cu procesele de călire prin inducție, călire cu flacără și călire prin carburare, călirea cu laser are un strat întărit uniform, o duritate mai mare (în general 1-3HRC mai mare decât călirea prin inducție), o deformare redusă a piesei de prelucrat, un control ușor al adâncimii stratului de încălzire și al traiectoriei de încălzire și o automatizare ușoară. Nu este necesar să se proiecteze bobine de inducție corespunzătoare în funcție de dimensiunile diferite ale pieselor, ca în cazul călirii prin inducție, iar prelucrarea pieselor mari nu este supusă limitării dimensiunii cuptorului în timpul tratamentului termic chimic, cum ar fi călirea prin carburare. Prin urmare, în multe domenii industriale, călirea cu laser înlocuiește treptat procesele tradiționale precum călirea prin inducție și tratamentul termic chimic. Este deosebit de important ca deformarea piesei de prelucrat înainte și după stingerea cu laser să fie aproape neglijabilă, ceea ce este deosebit de potrivit pentru tratarea suprafeței pieselor cu cerințe de precizie ridicată.
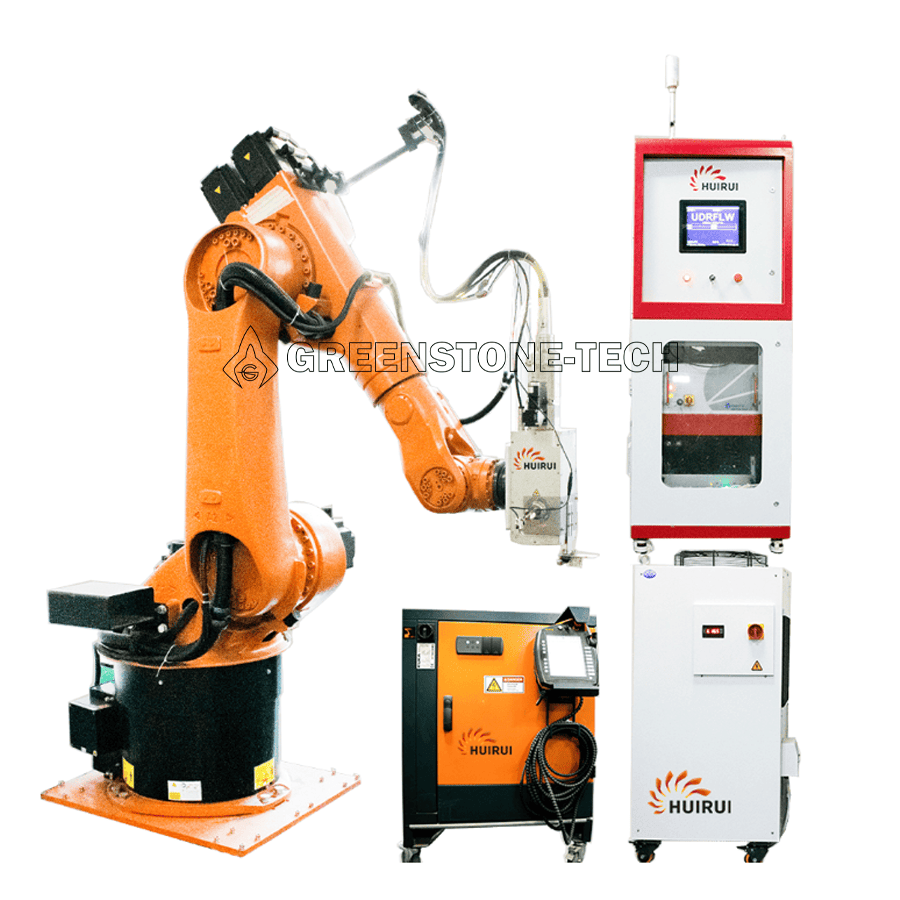
Echipament de stingere cu laser
Pentru experiment a fost utilizat echipamentul de stingere cu laser iLAM-D-1004. Echipamentul este prezentat în figura 1. Configurația sa principală este după cum urmează: robot KUKA cu 6 axe, laser semiconductor Laserline de 3000 W, interval de reglare a dimensiunii spotului capului de stingere cu laser de 3,5 mm3.5mm-21mm21mm, în plus, sistemul este echipat cu un termometru cu infraroșu cu două culori și un software de control al temperaturii în buclă închisă 900-1500 ℃.

| Categorie | Detalii |
| Robot | Robot KUKA cu 6 axe |
| Laser | Linie laser 3000W Laser cu semiconductor |
| Intervalul de reglare a dimensiunii spotului capului de călire cu laser | 3.5mm*3,5 mm - 21 mm*21mm |
| Configurarea sistemului | Termometru cu infraroșu cu două culori |
| - | 900 - 1500°C Software de control al temperaturii în buclă închisă |
 | Cap de fibră LLK-C Modul de conectare cu fibră optică Unitate de colimare Modul de modelare cu reglare bidirecțională Termometru cu infraroșu cu două culori Conector termometru Modul de divizare a fasciculului la 90 Modul oglindă de focalizare Modul oglindă de protecție |
Partea 5 din figura 2 este un termometru bicolor, modul de modelare cu ajustare bidirecțională Laser Line AutoZoom, care este potrivit pentru capetele de stingere pentru aplicații industriale de putere medie și mare. Spotul dreptunghiular reglabil și uniform distribuit poate fi aplicat la tratarea suprafeței pieselor de diferite dimensiuni. Grupul de lentile cu spot variabil poate regla lungimea spotului pătrat omogenizat prin acționarea motorului. Acționarea motorului încorporat poate selecta controlul analogic standard 0-10V, necesarul de alimentare: 24V/3A; obiectivul poate fi echipat cu un pirometru infraroșu pentru a realiza controlul temperaturii în buclă închisă.

Control în buclă închisă al temperaturii
Control în buclă închisă al temperaturii LASCON® este un software de control al laserului pentru prelucrarea laserului cu temperatură controlată. Temperatura de prelucrare este detectată de un pirometru bicolor. Principalele aplicații includ stingerea cu laser, microdurirea și sudarea cu laser (în special sudarea cu laser a materialelor plastice), precum și orice proces care determină creșterea temperaturii piesei de prelucrat, cum ar fi încălzirea prin inducție. LASCON® controlează, optimizează și supraveghează procesele laser. Utilizând un limbaj simplu de programare a scripturilor proceselor laser, LASCON® este capabil să determine procesarea laser bună și proastă și poate sorta cu ușurință piesele proaste în producția susținută de laser. Software-ul suportă componente hardware special dezvoltate, cum ar fi controlerul LPC04, integrând pirometre infraroșii de mare viteză, capete de procesare laser, unități de calibrare și adaptoare. Integrare ușoară în mașini și echipamente de fabrică. Întregul pachet software este împărțit în diferite unități și comunică prin protocolul TCP/IP.
Principiul de călire a materialului este de a încălzi materialul la o anumită temperatură peste temperatura critică Ac1 (738°C) sau Ac3 (912°C) și de a-l menține cald pentru o perioadă de timp pentru a face ca structura materialului să fie complet sau parțial austenitizată și apoi să se răcească rapid la temperatura camerei la o rată mai mare decât rata critică de răcire pentru transformarea martensitică. Se poate observa că temperatura de călire cu laser are o influență evidentă și importantă asupra calității călirii, iar temperatura de călire este determinată de parametrii procesului de călire. Parametrii diferiți ai procesului de călire determină temperaturi diferite de călire. Temperatura de călire este, de asemenea, un parametru mai intuitiv pentru procesele de călire repetate. Prin urmare, în timpul procesului de călire cu laser, monitorizarea cu infraroșu este de obicei utilizată pentru a măsura temperatura de călire a materialului în timp real, iar temperatura de călire este controlată într-un interval rezonabil. Sistemul de feedback în buclă închisă al temperaturii este utilizat pentru ajustarea parametrilor procesului de stingere cu laser (în principal ajustarea puterii laserului) în timp real pentru a stabiliza temperatura de stingere la o valoare adecvată.

Test de proces
Materialul experimental este oțelul pentru matrițe din plastic preîntărite 2738, cu o duritate de preîntărire de 29-33HRC. Acest material este utilizat în principal în matrițe mari din plastic și cadre de matrițe, cum ar fi bare de protecție pentru automobile, matrițe pentru cochilii de televizoare etc.
În conformitate cu cercetarea literaturii relevante privind stingerea cu laser în stadiul inițial, a fost realizat un proiect experimental preliminar. Forma de stingere a fost stingerea cu o singură trecere. Dimensiunea spotului laser a fost de 10 mm * 10 mm, iar viteza de scanare a spotului a fost de 10 mm / s, care au fost stabilite la valori fixe. Influența dimensiunii substratului experimental asupra calității stingerii a fost ignorată. Rata de absorbție a laserului de către materialul experimental a fost presupusă a fi de 100%. Prin setarea diferitelor temperaturi de călire pentru a detecta duritatea de călire a materialului și modificarea adâncimii stratului călit, puterea reală de ieșire a luminii laserului poate fi calculată și afișată în timp real prin conversia software-ului de control al temperaturii.
| Denumirea parametrului | Parametru Valoare |
| Gama de temperaturi de călire (℃) | CC |
| Gama de putere laser (%) | Coaxial Anular |
| Intervalul densității de putere (W/cm²) | Apă - răcire |
| Intervalul densității energiei de suprafață (J/cm²) | 0,5 - 1,5 mm |
Figura 5 prezintă condițiile suprafeței de călire în cadrul a 6 grupuri de parametri. După stingere, oxidarea suprafeței 1# și 2# este superficială, temperatura de stingere este scăzută, urmele lăsate de șlefuirea substratului pot fi văzute clar, iar lățimea de stingere cu o singură trecere a 1# este relativ mică; după stingere, oxidarea suprafeței 3#, 4# și 5# este moderată, acoperind practic urmele lăsate de șlefuirea substratului, iar temperatura de stingere este moderată; după stingere, oxidarea suprafeței 6# este gravă, există decojire a suprafeței, iar temperatura de stingere este relativ ridicată.

Test de duritate a suprafeței
Duritatea la călire a fost măsurată cu ajutorul unui durimetru Leeb. Valorile de măsurare specifice sunt prezentate în tabelul 2. Din valoarea durității, putem ști că temperatura de călire a 1# este în mod evident insuficientă, duritatea de călire este scăzută și fluctuează foarte mult; duritatea medie de călire a 2# este de 52,9HRC, iar valoarea durității fluctuează ușor, dar, în conformitate cu proprietățile materialului oțelului pentru matrițe din plastic preîntărite 2738, duritatea de călire poate ajunge la peste 55HRC. Evident, temperatura de călire a 2# este ușor insuficientă; valorile durității de călire a 3#, 4#, 5# și 6# sunt toate peste 55HRC, iar duritatea de călire a 5# este aproape de 60HRC, iar intervalul de fluctuație a durității este de aproximativ 1HRC; pe baza stării suprafeței de călire și a durității de călire, se consideră preliminar că, în condițiile unui spot de 10 mm*10 mm și a unei viteze de scanare a spotului de 10 mm/s, intervalul rezonabil al temperaturii de călire este de 1200 ℃-1400 ℃, intervalul densității de putere laser corespunzătoare este de 1680-1980 W/cm2, iar intervalul densității de energie de suprafață laser este de 840-990 J/cm2, dintre care parametrii procesului de călire a 5# sunt parametrii optimi pentru acest experiment.
| Numărul de serie | 1 | 2 | 3 | 4 | 5 | 6 |
| Gama de duritate (HRC) | 30.3 - 45.0 | 51.7 - 54.7 | 55.4 - 57.9 | 58.1 - 60.1 | 58.2 - 59.3 | 57.0 - 60.2 |
| Duritate medie (HRC) | 36.9 | 52.9 | 57 | 58.6 | 58.9 | 58.6 |
Adâncimea stratului întărit
O secțiune transversală a unui singur proces de călire a fost tăiată pentru a pregăti un specimen metalografic. Secțiunea transversală a fost corodată cu o soluție alcoolică de acid azotic 4%. Testul de duritate Vickers a arătat că adâncimea efectivă a stratului întărit era de la suprafața de călire până la limita zonei afectate termic de o singură călire. Adâncimea efectivă de întărire a specimenului 4# a fost de 0,9 mm, după cum se arată în figura 6. Valorile durității de la substrat la suprafața stratului călit sunt prezentate în tabelul 3.
 |  |
| Figura 6 Proba 4# Test de duritate Vickers 50X | Tabelul 3 Valoarea durității Vickers a probei 4# |
Produse conexe
Stăpânirea tehnologiilor de bază în fabricarea aditivă a metalelor de înaltă performanță și tratarea suprafețelor









