Laserstrahl-Auftragschweißtechnik: Ein umfassender Vergleich von Pulver- und Drahtvorschubverfahren
1. Technologieübersicht
Das Laserstrahl-Auftragschweißen ist ein fortschrittliches Verfahren der Oberflächentechnik, bei dem ein hochenergetischer Laserstrahl gleichzeitig sowohl das Beschichtungsmaterial (Pulver oder Draht) als auch eine dünne Schicht des Substrats aufschmilzt. Durch den schnellen Erstarrungsprozess entsteht eine metallurgische Verbindung zwischen der Beschichtung und dem Substrat. Die mit diesem Verfahren hergestellten Beschichtungen weisen extrem niedrige Verdünnungsraten auf und verbessern die Verschleißfestigkeit, Korrosionsbeständigkeit, Hitzebeständigkeit, Oxidationsbeständigkeit und die spezifischen elektrischen Eigenschaften des Substrats erheblich.
2. Hauptmerkmale der Laserstrahl-Auftragschweißtechnologie
- Schnelle Erstarrung: Die Abkühlungsrate kann bis zu 10⁶ °C/s, wodurch typische feinkörnige Strukturen entstehen.
- Ausgezeichnete Klebequalität: Bei minimaler Wärmeverformung hat die Umhüllung eine Verdünnungsrate von weniger als 5%, und gewährleistet eine echte metallurgische Verbindung.
- Breite Materialkompatibilität: Unterstützt verschiedene Materialsysteme, darunter Legierungen auf Eisen-, Nickel-, Kobalt-, Kupfer- und Titanbasis.
- Präzise Dickensteuerung: Die Verkleidungsdicke reicht von 0,2-2mm, und eignet sich daher für präzise Verschleißreparaturen.
- Hochpräzise Verarbeitung: Zur Bearbeitung komplexer Geometrien und kleiner Werkstückflächen geeignet.
- Automatisierung Kompatibilität: Das Verfahren kann leicht in automatisierte Kontrollsysteme integriert werden.
3. Klassifizierung von Laserstrahl-Auftragschweißtechnologien
Auf der Grundlage der Materialform und der Laserkopplungsmethode werden die Laserstrahl-Auftragschweißtechnologien üblicherweise in die folgenden vier Kategorien unterteilt:
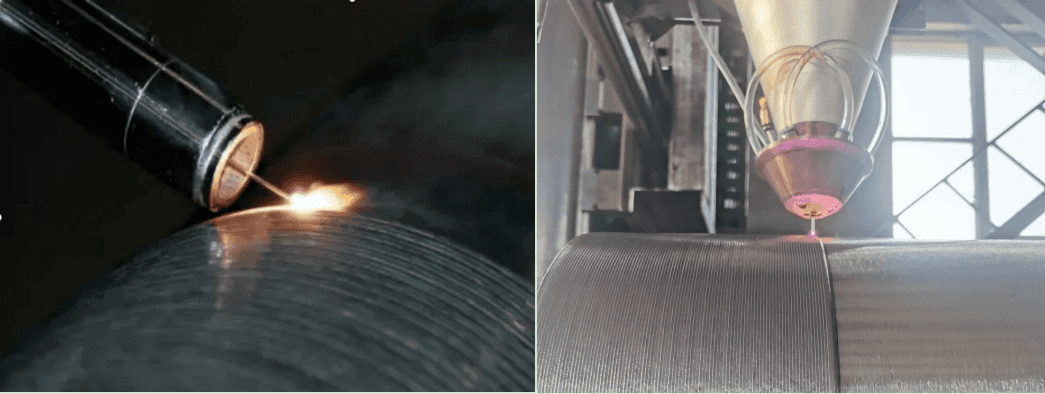
1. Koaxiales Laserstrahl-Auftragschweißen mit Pulverzufuhr (Hochgeschwindigkeits-Laserauftragschweißen)
Technologie-Prinzip:
Die Kombination aus einem Faserlaser und einem luftbetriebenen Pulverförderer sorgt für eine koaxiale Ausgabe von Laserstrahl und Pulver. Das System verwendet einen speziellen Beschichtungskopf mit Konfigurationen wie Center-Out-Licht und ringförmiger Pulverzufuhr, der mit einem speziellen Gasschutzsystem ausgestattet ist, um eine genaue Konvergenz von Laser, Pulver und Luftstrom am Bearbeitungsbrennpunkt zu gewährleisten.
Technologische Vorteile:
- Omnidirektionale Verarbeitungskapazität: Der Beschichtungskopf unterstützt die Drehung in mehreren Winkeln und kann für die Bearbeitung komplexer Oberflächen mit Roboterarmen gekoppelt werden.
- Hervorragende Oberflächenqualität: Die Oberflächenebenheit der Mantelschicht erreicht Ra < 10μm, mit minimalen Bearbeitungszugaben für die Nachbearbeitung.
- Präzise thermische Kontrolle: Die Größe des Schmelzbades wird genau kontrolliert, mit geringer Wärmezufuhr, wodurch es ideal für das Plattieren von dünnwandigen und kleinen Werkstücken ist.
2. Laserstrahl-Auftragschweißen mit außermittiger Pulverzufuhr (vorpositioniertes Pulver-Laser-Auftragschweißen)
Technologie-Prinzip:
Unter Verwendung eines rechteckigen Punktlasers in Kombination mit einem Schwerkraft-Pulversystem wird das Legierungspulver zunächst auf der Werkstückoberfläche vorpositioniert, dann geschmolzen und durch Laserscanning geformt.
Technologie-Merkmale:
- Hohe Materialausnutzung: Die Pulververwendung kann über 95%.
- Größere wärmebeeinflusste Zone: Die Laserenergie wirkt direkt auf das Substrat, was zu einem höheren Wärmeeintrag führt.
- Begrenzte Ebenheit der Oberfläche: Es ist eine größere Bearbeitungszugabe erforderlich, was zu höheren Nachbearbeitungskosten führt.
3. Hochgeschwindigkeits-Drahtvorschub-Laserauftragschweißen
Technologie-Prinzip:
Ein Hochleistungslaser, kombiniert mit einem Präzisionsdrahtvorschubsystem, schmilzt den Metalldraht im Brennpunkt des Lasers zu einer plattierten Schicht. Diese Technologie umfasst sowohl die zentrale als auch die seitliche Drahtzuführung.
Vorteile der Center Wire Feeding Technologie:
- Omnidirektionale Flexibilität: Der Verkleidungskopf kann sich in jede beliebige Richtung bewegen, es gibt keine Wegbeschränkungen.
- Integrität des Trägers: Vermeidet die Störung durch seitliche Einspeisung und stellt sicher, dass die Strahlqualität erhalten bleibt.
- Kompatibilität mit großen Drahtdurchmessern: Unterstützt Drahtdurchmesser von 1,0-3,0 mm, für unterschiedliche Anforderungen an die Verkleidung.
4. Hauptmerkmale des Hochgeschwindigkeits-Drahtvorschub-Laserauftragschweißens
1. Herausragende Umweltleistung
Durch die Verwendung von Massivdraht anstelle von Pulver wird bei diesem Verfahren die Staubbelastung während der Verarbeitung vollständig vermieden. Die Materialverwendungsrate erreicht 100%, unter Einhaltung der Normen für umweltfreundliche Produktion.
2. Erhebliche Kostenvorteile
Die Kosten für Drahtmaterial betragen 50% unten als die von Pulvermaterialien. Mit 100% Materialverwendung, Die Gesamtkosten sind deutlich günstiger als bei herkömmlichen Pulverlackierungsverfahren.
3. Effiziente Verarbeitungskapazitäten
Der Draht wird vor dem Eintritt in das Schmelzbad vorgeschmolzen, was die Energieeffizienz verbessert. Die Plattierungsraten sind 30% schneller als herkömmliche Pulververfahren.
4. Thermische Präzisionskontrolle
Durch die präzise Steuerung der relativen Position von Draht und Laser wird die Energieverteilung fein abgestimmt und eine Leitungsenergiedichte so niedrig wie 0,29 KJ/cm, Das Ergebnis ist eine minimale Verformung des Werkstücks.
5. Ausgezeichnete Beschichtungsqualität
- Einschichtige Verkleidungsdicke: 1-4mm
- Umhüllung Dichte: Annäherung an die theoretische Dichte
- Ebenheit der Oberfläche: Deutlich besser als herkömmliche Schweißverfahren
- Verdünnungsrate: Kontrolliert unter 3%
5. Technologie Zusammenfassung
Die Technologieplattform für das Laserstrahl-Auftragschweißen von Greenstone-Tech umfasst sowohl das Pulver- als auch das Drahtverfahren, die jeweils einzigartige Vorteile und Anwendungen bieten:
- Koaxiale Puderzufuhr ist ideal für hochpräzise, dünne Beschichtungsanwendungen auf komplexen Oberflächen.
- Off-Axis-Pulverzuführung bietet Kostenvorteile bei großflächigen Dickschichtreparaturen.
- Hochgeschwindigkeits-Drahtzuführung zeichnet sich durch Umweltverträglichkeit, Kosteneffizienz und hohe Beschichtungsqualität aus.
Unternehmen können je nach ihren spezifischen Produktanforderungen, Qualitätsansprüchen und Budgeteinschränkungen die am besten geeignete Lösung wählen.
Sheldon Li
Dr. Sheldon Li – Chefingenieur, Entwicklung von Anlagen für die additive Fertigung. Dr. Sheldon Li ist ein hochqualifizierter Ingenieur und technischer Leiter mit Spezialisierung auf die Forschung und Entwicklung von Anlagen für die additive Fertigung. Als Experte mit einem Doktortitel in Nichteisenmetallen bietet sein tiefes Verständnis der Materialeigenschaften einen einzigartigen Vorteil in der Anlagenentwicklung. Sein Schwerpunkt liegt auf der Konstruktion und Entwicklung modernster Anlagen für die additive Fertigung, insbesondere auf Beschichtungsanlagen für spezielle funktionelle Metallbeschichtungen. Dazu gehören Technologien wie Laser-Metall-Auftragschweißen (LMD), Kaltgasspritzen oder physikalische Gasphasenabscheidung (PVD) zur Herstellung von Beschichtungen mit hoher Verschleißfestigkeit…

{kind=link}
{kind=link}
{kind=link}