Vysvětlení laserového opláštění: Od základních principů k reálné průmyslové praxi
October 9, 2023
{kind=link}
{kind=link}
{kind=link}
Zjistěte, jak laserové navařování zlepšuje odolnost proti opotřebení, korozi, teplu a oxidaci a zároveň umožňuje opravy na místě. Tato příručka se zabývá principy procesu, klíčovými parametry (výkon, posuv, rychlost skenování, krokování, ochranný plyn), diagnostikou vad a inteligentními řídicími řešeními Greenstone-Tech.
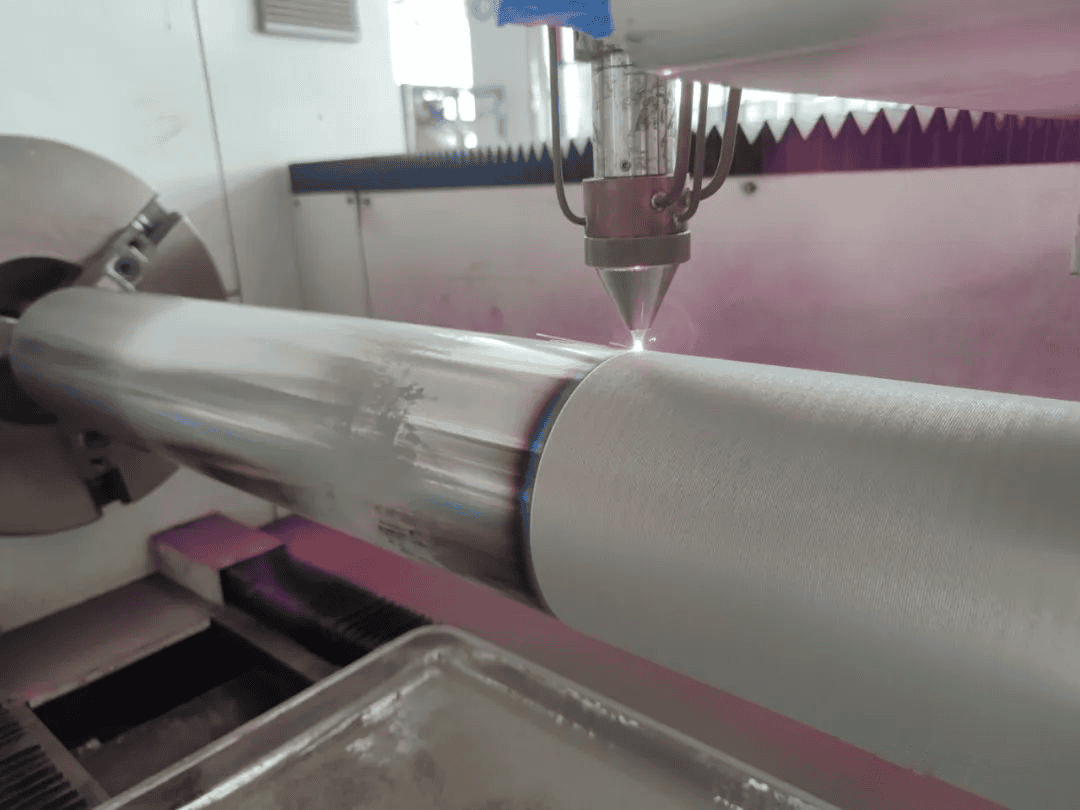
1) Přehled technologií a klíčová hodnota
Laserové opláštění je pokročilý proces povrchového inženýrství. Vysoce energetický laser skenuje předem definovanou dráhu nástroje, roztaví tenkou vrstvu substrátu a vstřikovaného materiálu za vzniku přechodné tavné lázně, která poté rychle ztuhne do husté, metalurgicky vázané povlak s nízké ředěníVýsledky:
- Oprava na místě mechanických součástí (hřídele, sedla, formy, ozubená kola, lopatky).
- Vylepšení výkonu: vyšší oblečení, koroze, teplo, a oxidace odpor vs. základní kov.
- Zelená, inteligentní výroba: minimální odpad, krátké tepelné cykly, snadná automatizace a řízení v uzavřené smyčce.
V době, kdy výrobci usilují o udržitelnost a digitalizaci, je laserové navařování základem repasování a kovová přísada Strategie. Greenstone-Tech podporuje přijetí pomocí neustálého výzkumu a vývoje a řešení ověřených v praxi.
2) Přesné řízení procesních parametrů
Výkon laseru (vstupní energie)
Výkon nastavuje velikost tavné lázně a rychlost nanášení.
- Příliš nízká: nedotavení prášku → důlková koroze po konečné úpravě, slabá vazba, nízká tvrdost.
- Příliš vysoká: přetavení/podřezání, tepelné linie nebo „vrásky“, geometrický posun.
- Nejlepší praxe: přizpůsobte výkon slitině, velikosti kuličky a dráze. Inteligentní řízení výkonu od Greenstone-Tech drží stabilitu uvnitř ± 1%, čímž se zlepšuje opakovatelnost.

Rychlost podávání prášku (vstup materiálu)
Musí se spárovat s dostupnou laserovou energií.
- Příliš vysoká: energetický deficit → neúplné tavení, důlková koroze, slabé metalurgické vazby, potenciální odlupování.
- Optimalizováno: vyšší účinnost nanášení a hustší povlak. Podavače Greenstone-Tech dosáhnout až 95% využití prášku se stabilním hmotnostním průtokem.
Rychlost skenování/posuvu (rychlost linky)
Řídí tloušťku vrstvy, ředění a vazbu.
- Rychlejší: tenčí dráhy, ale riskují nedostatečné roztavení substrátu a slabší spojení.
- O něco pomalejší: vyšší tvrdost, lepší využití – ale dávejte pozor na hromadění tepla. Vyvažte strategii šrafování a teplotu mezi vrstvami.
Rozteč přesahů / šrafování
Určuje povrchovou úpravu a ředění.
- Menší přesah (větší překrytí): hladší povrch, méně údolí, obvykle nižší Ra.
- Větší přesah: viditelné svarové housenky/stopy svaru; může zvýšit lokální ředění. Vyberte dle funkce (těsnicí povrch vs. zdrsnění).
Průtok ochranného/nosného plynu
Dvojí role: transport prášku + ochrana před oxidací.
- argon obecně nabízí u mnoha slitin lepší ochranu než dusík.
- Příliš velký tok: narušení oblaku, rozstřik; příliš málo: oxidace, pórovitost.
- Regulace plynu Greenstone-Tech umožňuje přesné ladění průtoku pro stabilní vlečné parníky a čistou metalurgii.
3) Řešení problémů: Příčiny a nápravná opatření
A) Odlupování (odlupování) povlaku
Základní příčiny: nedostatečné tavení substrátu (nízký výkon/vysoká rychlost), nadměrný posuv, znečištěný povrch (olej, pokovení, rez).
Fix: zvyšte výkon nebo snižte otáčky pro vytvoření robustní tavné lázně; optimalizujte podávání; mechanicky/chemicky očistěte až na holý kov.
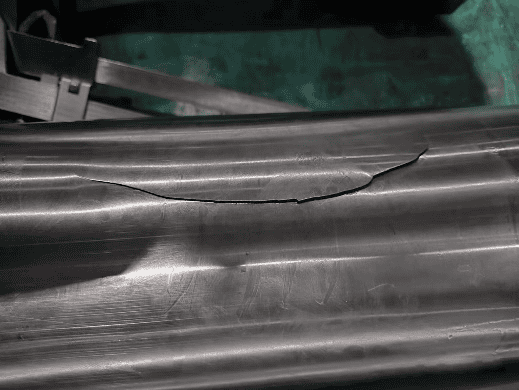
B) Trhliny
Základní příčiny: velmi tvrdé substráty (kalené, cementované/nitridované), únavové vrstvy, příliš tvrdé plátovací slitiny, slitiny na bázi niklu náchylné k tvorbě trhlin za tepla, vícevrstvé konstrukce s vysokým zbytkovým napětím.
Fix: předehřev/řízená mezivrstvá teplota; výběr houževnatější slitiny nebo úprava chemického složení; úprava tepelného příkonu a strategie svařování; v případě potřeby odlehčení pnutí/popouštění.

C) Pórovitost
Základní příčiny: rez/olej v substrátu, nečistoty nebo vlhkost prášku, nestabilní proud prášku, nadměrné podávání, nízký výkon, nesprávná rychlost.
Fix: důkladné čištění; pečení/sušení prášku; stabilizace podavače; vyvážení výkonu/podávání/rychlosti; optimalizace stínění.
D) Špatný povrch (sypký prášek, matný povrch)
Základní příčiny: nadměrné podávání, nízký výkon, příliš rychlý chod, špatná vzdálenost trysek, malá skvrna, znečištěná optika.
Fix: upravte posuv, zvyšte výkon nebo zpomalte posuv, upravte odstup (obvykle 3–8 mm), vyčistěte/zkontrolujte optiku, zvažte mírně větší bod.
E) Zanášení práškem
Základní příčiny: nečištěné lepkavé nánosy, špatná tekutost, vlhkost/znečištění, nerovnoměrné rozložení do více otvorů.
Fix: pravidelné čištění trysek; používejte kulovitý prášek s průtokovým účinkem; skladování s vysoušecím prostředkem a předběžné vypalování; kalibrujte dělič pro vyvážené větve.
F) Abnormální zvuky / Agresivní rozstřik
Základní příčiny: vlhký/kontaminovaný prášek, znečištěný substrát, nadměrná hustota výkonu (var kovu).
Fix: znovu kvalifikovat prášek, znovu vyčistit součást, mírně snížit intenzitu a zvýšit bodové rozptylování, zjemnit průtok plynu.
G) Nadměrné jiskry a stříkance
Základní příčiny: příliš vysoká rychlost, nesoulad výkonu/napájení, příliš vysoký tok stínění.
Fix: Snižte rychlost, znovu přizpůsobte poměr výkonu a podávání plynu, nalaďte plyn na laminární režim.


4) Rychlý přehled parametrů (počáteční rozsahy)
Upravte pro každou slitinu, trysku, optiku, šířku housenky a chladič.
- Výkon: obvykle 0.8–3.5 kW (vláknové/diodové zdroje); měřítko s velikostí korálků.
- Krmivo: nalaďte pro úplné natavení s minimálním rozstřikem; ověřte průřezem.
- Rychlost: začněte mírně, poté zvyšujte, dokud nedosáhnete optimální ředění a vazby.
- Překrytí: 30–70 % v závislosti na povrchové úpravě a funkci.
- Plyn: vysušit Ar (mnoho ocelí/Ni), Ar+He (superslitiny), vysoká čistota Ar s nízkým obsahem O₂ pro Ti.
Greenstone-Tech systémy zaznamenávají výkon, posuv, rychlost, plyn a teplotu pro vytvoření opakovatelné „digitální recepty“.
5) Kde laserové opláštění přináší hodnotu
- Vylepšení proti opotřebení a korozi: čerpadla, ventily, hřídele, sedla, hydraulické tyče.
- Odolnost vůči vysokým teplotám/oxidaci: součásti turbín/kotlů, obrábění za tepla.
- Rozměrová obnova: formy/zápustky, ozubení ozubených kol, ložiskové čepy.
- Funkčně odstupňované povrchy: přechod z chemických složení odolných proti opotřebení na chemická složení odolná proti korozi s ředěním na míru.
6) Co odlišuje Greenstone-Tech od ostatních
- Stabilita výkonu ±1 % s reálnou zpětnou vazbou pro konzistentní tvorbu tavenin.
- Vysoce účinné dávkování prášku (až do 95% využití) s monitorováním průtoku.
- Řízení plynu a oblaku v uzavřené smyčce pro čisté a husté stopy.
- Procesní inteligence: in-situ kamerové zobrazování/pyrometrie, řízení teploty mezi průchody, správa receptur a analytika pro rychlé škálování.
7) Plán: Inteligentní a udržitelné laserové opláštění
- Optimalizace umělé inteligence: Poradci parametrů strojového učení, adaptivní řízení založené na vidění tavné lázně a tepelných datech.
- Digitální dvojčata: virtuální plánování procesů pro minimalizaci pokusů a předvídání zkreslení/ředění.
- Ekologičtější operace: vyšší využití, nižší spotřeba energie na cm², recyklovatelná média a ekologické slitinové systémy.
- Nové trhy: hlubší proniknutí do leteckého průmyslu, energetiky, elektromobility, lékařství a standardizovaných pracovních postupů repase.
Často kladené otázky (vhodné pro kupující i inženýry)
Q1: Jak se liší laserové navařování od žárového stříkání?
A: Laserové opláštění tvoří metalurgická vazba s nízké ředění a nízký stupeň tepelně ovplyvnené zóny (HAZ); žárové stříkání je primárně mechanické spojení a může být poréznější.
Q2: Jakou tvrdost a tloušťku mohu očekávat?
A: Jednotlivé průchody běžně 0.3 – 1.5 mm; vícevrstvá konstrukce vytváří několik milimetrů. Tvrdost závisí na slitině (např. u systémů Ni/WC je možná pevnost > 1000 HV).
Q3: Potřebuji předehřívání/dohřívání?
A: Pro vysoce uhlíkové/tvrdé podklady nebo vícevrstvé konstrukce, předehřátí a úleva od stresu snížení praskání a zbytkového napětí. Specifické pro danou slitinu.
Q4: Jak mohu kvalifikovat proces?
A: Přejeďte ministerstvo energetiky výkon–rychlost–posuv–překrytí, kontrola průřezy (ředění, pórovitost, trhliny), mapa tvrdosti, testy opotřebení/koroze a napište mražený recept.
Sečteno a podtrženo: S přísnou kontrolou napájení, posuv, rychlost, poklop a stíněníLaserové navařování zajišťuje odolné, metalurgicky spojené povrchy a spolehlivé opravy na místě. Greenstone-Tech kombinuje robustní hardware s inteligentním řízením pro převod receptur do opakovatelné výroby – urychluje tak udržitelnou a vysoce výkonnou výrobu.
Michael Shea
Michael Shea – Ředitel pro zahraničí, vedoucí globálního rozvoje obchodu a hlavní technický inženýr Michael Shea působí jako ředitel pro zahraničí společnosti Greenstone a je vysoce všestranným hlavním technickým inženýrem. Spojuje globální obchodní vedení s hlubokými multidisciplinárními znalostmi v oblasti laserového navařování, aditivní výroby kovů DED, laserového čištění, laserového kalení, modernizace průmyslových zařízení a integrace pokročilých výrobních systémů. Díky rozsáhlým zkušenostem s rozvojem mezinárodních trhů i s implementací komplexních průmyslových technologií hraje Michael klíčovou roli v globální expanzi společnosti Greenstone a zároveň zajišťuje technickou dokonalost v rozmanitých zákaznických aplikacích. Jeho jedinečná profesionální síla spočívá v bezproblémové integraci obchodní strategie, inženýrských znalostí a…