Wyjaśnienie napawania laserowego: od podstawowych zasad do rzeczywistych praktyk przemysłowych
October 9, 2023
{kind=link}
{kind=link}
{kind=link}
Dowiedz się, jak napawanie laserowe poprawia odporność na zużycie, korozję, wysoką temperaturę i utlenianie, umożliwiając jednocześnie naprawę na miejscu. Ten przewodnik omawia zasady procesu, kluczowe parametry (moc, posuw, prędkość skanowania, przeskok, gaz osłonowy), diagnostykę defektów oraz inteligentne rozwiązania sterowania Greenstone-Tech.
1) Przegląd technologii i wartość podstawowa
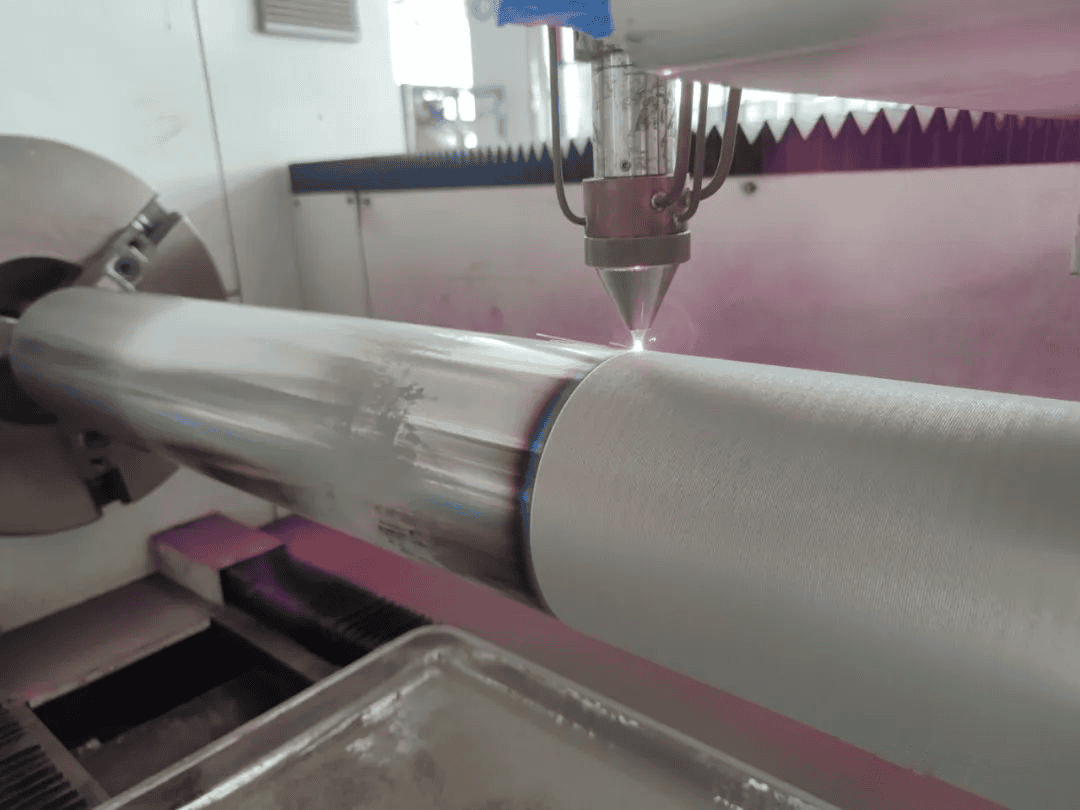
Okładzina laserowa to zaawansowany proces inżynierii powierzchni. Wysokoenergetyczny laser skanuje wstępnie zdefiniowaną ścieżkę narzędzia, topi cienką warstwę podłoża i wtryskiwanego materiału, tworząc przejściowe jeziorko stopu, a następnie szybko zestala się w gęstą, metalurgicznie wiązane powłoka z niskie rozcieńczenie. Wyniki:
- Naprawa na miejscu części mechanicznych (wałów, gniazd, form, kół zębatych, łopatek).
- Ulepszenia wydajności: wyższy mieć na sobie, korozja, ciepło, utlenianie rezystancja w stosunku do metalu bazowego.
- Zielona, inteligentna produkcja: minimalne ilości odpadów, krótkie cykle grzewcze, łatwa automatyzacja i sterowanie w pętli zamkniętej.
W miarę jak producenci dążą do zrównoważonego rozwoju i cyfryzacji, podstawą jest nakładanie powłok laserowych regeneracja oraz dodatek metalu strategie. Greenstone-Tech napędza adopcję poprzez ciągłe prace badawczo-rozwojowe i sprawdzone w praktyce rozwiązania.
2) Precyzyjna kontrola parametrów procesu
Moc lasera (energia wejściowa)
Moc ustala rozmiar jeziorka stopionego materiału i szybkość osadzania.
- Za nisko: niedotopienie proszku → wżery po wykończeniu, słabe wiązanie, niska twardość.
- Za wysoko: przetopienie/podtopienia, linie cieplne lub „zmarszczki”, dryft geometryczny.
- Najlepsze praktyki: dopasuj moc do stopu, rozmiaru kulki i ścieżki. Inteligentna kontrola mocy firmy Greenstone-Tech utrzymuje stabilność wewnątrz ± 1%, poprawiając powtarzalność.

Szybkość podawania proszku (materiał wejściowy)
Musi być sparowany z dostępną energią laserową.
- Za wysoko: deficyt energii → niepełne zespolenie, wżery, słabe wiązania metalurgiczne, potencjalne odpryskiwanie.
- Zoptymalizowane: wyższa wydajność osadzania i gęstsza powłoka. Podajniki Greenstone-Tech osiągnąć do 95% wykorzystania proszku ze stabilnym przepływem masy.
Prędkość skanowania/przemieszczania (prędkość liniowa)
Kontroluje grubość warstwy, rozcieńczenie i wiązanie.
- Szybciej: cieńsze ścieżki, ale istnieje ryzyko niewystarczającego stopienia podłoża i słabszego wiązania.
- Nieco wolniej: Wyższa twardość, lepsze wykorzystanie — ale obserwuj nagrzewanie. Zrównoważyć strategię wylęgu i temperaturę międzyściegową.
Odstępy między przejściami/włazami
Określa wykończenie powierzchni i rozcieńczenie.
- Mniejszy przeskok (większy stopień nałożenia): gładsza powierzchnia, mniej dolin, zwykle niższy Ra.
- Większy przeskok: Widoczne ściegi/ślady spoin; może powodować miejscowe rozcieńczenie. Wybierz w zależności od funkcji (powierzchnia uszczelnienia lub chropowatość).
Przepływ gazu osłonowego/nośnego
Podwójna rola: transport proszku + ochrona przed utlenianiem.
- argon ogólnie rzecz biorąc zapewnia lepszą ochronę niż azot w przypadku wielu stopów.
- Zbyt duży przepływ: zaburzenie pióropusza, rozprysk; za mało: utlenianie, porowatość.
- Kontrola gazu Greenstone-Tech umożliwia precyzyjną regulację przepływu w celu uzyskania stabilnych pióropuszy i czystej metalurgii.
3) Rozwiązywanie problemów: przyczyny źródłowe i działania naprawcze
A) Rozwarstwienie powłoki (łuszczenie)
Przyczyny źródłowe: niewystarczające stopienie podłoża (niska moc/duża prędkość), nadmierne podawanie, zanieczyszczona powierzchnia (olej, powłoka, rdza).
Naprawić: zwiększyć moc lub zmniejszyć prędkość, aby utworzyć solidne jeziorko stopu; zoptymalizować podawanie; oczyścić mechanicznie/chemicznie do gołego metalu.
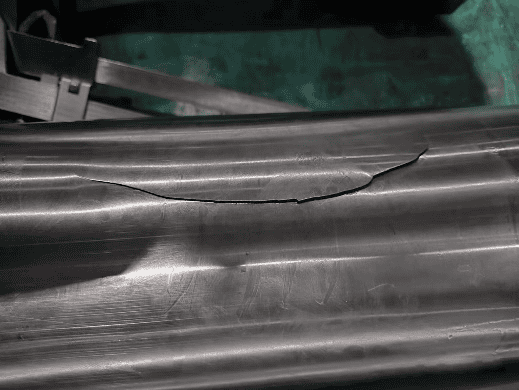
B) Pęknięcia
Przyczyny źródłowe: bardzo twarde podłoża (hartowane, nawęglane/azotowane), warstwy zmęczone, zbyt twardy stop powłokowy, stopy na bazie niklu podatne na pękanie na gorąco, konstrukcje wielowarstwowe z dużymi naprężeniami szczątkowymi.
Naprawić: podgrzej wstępnie/kontroluj temperaturę międzywarstwową; wybierz bardziej wytrzymały stop lub zmodyfikuj skład chemiczny; dostosuj dopływ ciepła i strategię ściegu; w razie potrzeby zastosuj odprężanie/odpuszczanie.

C) Porowatość
Przyczyny źródłowe: rdza/olej podłoża, zanieczyszczenia lub wilgoć w proszku, niestabilny strumień proszku, nadmierne podawanie, niska moc, niewłaściwa prędkość.
Naprawić: dokładne czyszczenie, wypalenie/wysuszenie proszku, ustabilizowanie podajnika, ponowne zrównoważenie mocy/posuwu/prędkości, optymalizacja osłon.
D) Słaba powierzchnia (sypki proszek, matowe wykończenie)
Przyczyny źródłowe: przeładowanie, mała moc, zbyt szybka praca, złe ustawienie dyszy, mała plamka, brudna optyka.
Naprawić: przytnij posuw, zwiększ moc lub zwolnij przesuw, skoryguj odstęp (zwykle 3–8 mm), wyczyść/sprawdź optykę, rozważ nieco większą plamkę.
E) Zatykanie proszkiem
Przyczyny źródłowe: lepkie osady nie zostały usunięte, słaba płynność, wilgoć/zanieczyszczenie, nierównomierne rozprowadzanie w wielu punktach.
Naprawić: rutynowe czyszczenie dyszy; stosowanie proszku o kształcie kulistym i odpowiednim przepływie; przechowywanie z pochłaniaczem wilgoci i wstępne pieczenie; kalibracja rozdzielacza w celu uzyskania zrównoważonych gałęzi.
F) Nietypowe dźwięki / Agresywne rozpryski
Przyczyny źródłowe: wilgotny/zanieczyszczony proszek, brudne podłoże, nadmierna gęstość mocy (wrzenie metalu).
Naprawić: ponownie zakwalifikować proszek, ponownie wyczyścić część, nieznacznie zmniejszyć intensywność i zwiększyć natężenie punktowe, udoskonalić przepływ gazu.
G) Nadmierne iskrzenie i rozpryski
Przyczyny źródłowe: prędkość za wysoka, niedopasowanie mocy/zasilania, przepływ osłonowy za duży.
Naprawić: zmniejsz prędkość, dopasuj moc↔podawanie, dostosuj gaz do trybu laminarnego.


4) Szybki przegląd parametrów (zakresy początkowe)
Dostosuj do stopu, dyszy, optyki, szerokości kropli i radiatora.
- Zasilanie: zazwyczaj 0.8-3.5 kW (źródła światłowodowe/diodowe); skala zależna od rozmiaru koralika.
- Feed: dostrój do pełnego zespolenia z minimalnymi odpryskami; zweryfikuj za pomocą przekroju poprzecznego.
- Prędkość: zacznij od umiarkowanego stężenia, a następnie zwiększaj je, aż do uzyskania odpowiedniego rozcieńczenia i wiązania.
- Zakładka: 30–70% w zależności od wykończenia i funkcji.
- Gaz: suchy Ar (wiele stali/Ni), Ar+On (nadstopy), o wysokiej czystości Ar z niską zawartością O₂ dla Ti.
Greenstone-Tech systemy rejestrują moc, zasilanie, prędkość, gaz i temperaturę w celu tworzenia powtarzalne „przepisy cyfrowe”.
5) Gdzie nakładanie laserowe zapewnia wartość
- Ulepszenia chroniące przed zużyciem i korozją: pompy, zawory, wały, siedzenia, pręty hydrauliczne.
- Odporność na wysoką temperaturę/utlenianie: elementy turbin/kotłów, obróbka na gorąco.
- Przywrócenie wymiarów: formy/matryce, zęby kół zębatych, czopy łożyskowe.
- Powierzchnie funkcjonalnie stopniowane: przejście ze środków chemicznych odpornych na zużycie na środki odporne na korozję dzięki dostosowanemu rozcieńczeniu.
6) Co wyróżnia Greenstone-Tech
- ±1% stabilności mocy z informacją zwrotną w czasie rzeczywistym, aby zapewnić spójność zbiorników roztopionego materiału.
- Wysoka wydajność dostarczania proszku (aż do 95% wykorzystania) z monitorowaniem przepływu.
- Zamknięta pętla kontroli gazu i smug dla czystych i gęstych utworów.
- Inteligencja procesowa: wizja/pirometria in-situ, kontrola temperatury międzyprzejściowej, zarządzanie recepturami i analityka na potrzeby szybkiego skalowania.
7) Mapa drogowa: Inteligentne i zrównoważone nakładanie laserowe
- Optymalizacja AI: doradcy parametrów uczenia maszynowego, adaptacyjne sterowanie oparte na wizji jeziorka roztopionego i danych termicznych.
- Cyfrowe bliźniaki: wirtualne planowanie procesów w celu minimalizacji prób i przewidywania zniekształceń/rozcieńczeń.
- Bardziej ekologiczne operacje: wyższe wykorzystanie, niższe zużycie energii na cm², nośniki nadające się do recyklingu oraz przyjazne dla środowiska systemy stopów.
- Nowe rynki: głębsza penetracja w obszarze lotnictwa, energetyki, e-mobilności, medycyny i standardowych procesów regeneracji.
Najczęściej zadawane pytania (przyjazne dla kupujących i inżynierów)
P1: Czym napawanie laserowe różni się od natryskiwania cieplnego?
A: Nakładanie laserowe tworzy wiązanie metalurgiczne w niskie rozcieńczenie i niską strefę HAZ; natryskiwanie cieplne jest przede wszystkim wiązaniem mechanicznym i może być bardziej porowate.
P2: Jakiej twardości i grubości mogę się spodziewać?
A: Pojedyncze przejścia są powszechne 0.3 – 1.5 mm; wielowarstwowe konstrukcje o grubości kilku milimetrów. Twardość zależy od stopu (np. możliwe układy Ni/WC > 1000 HV).
P3: Czy potrzebuję podgrzewania wstępnego i końcowego?
A: W przypadku podłoży o wysokiej zawartości węgla/twardych lub konstrukcji wielowarstwowych, rozgrzewanie i łagodzenie stresu zmniejszają pękanie i naprężenia szczątkowe. Specyficzne dla stopu.
P4: Jak mogę zakwalifikować proces?
A: Przeprowadź DoE moc-prędkość-posuw-nakładanie się, Sprawdź przekroje (rozcieńczenie, porowatość, pęknięcia), mapa twardości, testy zużycia/korozji i napisz mrożony przepis.
Podsumowując: Z ściśle kontrolowaną moc, zasilanie, prędkość, właz i osłonaNakładanie laserowe zapewnia trwałe, metalurgicznie połączone powierzchnie i niezawodne naprawy na miejscu. Greenstone-Tech łączy wytrzymały sprzęt z inteligentnym sterowaniem, aby przekształcić receptury w powtarzalną produkcję — przyspieszając zrównoważoną, wysokowydajną produkcję.
Michał Shea
Michael Shea – Dyrektor ds. Zagranicznych, Lider Globalnego Rozwoju Biznesu i Starszy Ekspert ds. Inżynierii Technicznej. Michael Shea pełni funkcję Dyrektora ds. Zagranicznych w Greenstone i jest niezwykle wszechstronnym starszym ekspertem ds. inżynierii technicznej, łącząc globalne przywództwo biznesowe z dogłębną, multidyscyplinarną wiedzą specjalistyczną w zakresie napawania laserowego, wytwarzania przyrostowego metali metodą DED, czyszczenia laserowego, hartowania laserowego, modernizacji urządzeń przemysłowych oraz integracji zaawansowanych systemów produkcyjnych. Dzięki bogatemu doświadczeniu zarówno w rozwoju rynku międzynarodowego, jak i wdrażaniu kompleksowych technologii przemysłowych, Michael odgrywa kluczową rolę w globalnej ekspansji Greenstone, zapewniając jednocześnie doskonałość techniczną w różnorodnych zastosowaniach klientów. Jego wyjątkowa siła zawodowa polega na płynnej integracji strategii handlowej, wiedzy inżynierskiej i…