Lazer Kaplama Endüstriyel Yükseltmeleri Hızlandırıyor: Kalıplar, Değirmen Merdaneleri ve Denizcilik Bileşenleri için Yeşil, Yüksek Performanslı Yeniden Üretim
Nasıl olduğunu keşfedin lazer kaplama kalıplar, hadde merdaneleri ve gemi bileşenlerinde düşük karbonlu, yüksek verimli yeniden üretime olanak tanır. En yeni proses kontrollerini, malzemeleri, yatırım getirisi ölçütlerini ve nasıl Greenstone-Tech dayanıklı, düşük seyreltmeli kaplamalar için akıllı DED sistemleri kullanır.
Hedef anahtar kelimeler: lazer kaplama, yeniden imalat, kalıp onarımı, değirmen merdanesi kaplaması, deniz şaftı onarımı, EHLA, Greenstone-Tech, yönlendirilmiş enerji biriktirme, düşük seyreltmeli kaplama, yeşil üretim
Yönetici Özeti
Küresel üretimin yönü düşük karbonlu Ve akıllı üretim, lazer kaplama yüzey mühendisliği ve yeniden üretimin temel taşı olarak ortaya çıkmıştır. Yaratarak metalurjik olarak bağlanmış ile katman minimum ısı girişi Ve düşük seyreltme, Malzeme ve enerji kullanımını azaltırken kritik yüzeyleri onarır veya iyileştirir. Bu makale, dünya çapındaki mevcut uygulamaları sentezlemekte ve üç yüksek değerli alan için teknik ayrıntıları optimize etmektedirKALIPLAR, deği̇rmen merdaneleri̇, Ve deni̇zci̇li̇k bi̇leşenleri̇-ve nasıl olduğunu açıklar Greenstone-Tech Ar-Ge'yi üretim sahasında etkiye dönüştürür.
Lazer Kaplama Nasıl Çalışır (Kısaca)
Metalik hammadde (toz veya tel) odak bölgesine iletilirken yüksek enerjili bir lazer önceden programlanmış bir takım yolunu tarar. Geçici bir eriyik havuzu oluşur, alt tabakanın ince bir katmanıyla kaynaşır ve hızla katılaşır - genellikle 10³-10⁶ K/s-rafine mikro yapıya sahip yoğun bir kaplamaya dönüştürür. Faydaları şunları içerir:
- Düşük seyreltme (tipik olarak 1-10%) güçlü bağlanma sağlarken kaplama kimyasını korur.
- Dar HAZ (aşağıya 0,1-0,5 mm) dar toleranslı parçalar için kritik olan distorsiyonu en aza indirir.
- Esnek alaşımlar: çelikler, paslanmaz, Ni bazlı süper alaşımlar, Co bazlı aşınma alaşımları, Al ve Ti sistemleri.
- Yeşil operasyonlar: Cr(VI) atıklarının olmaması, yüksek malzeme kullanımı (toz ≥95% kurtarma halkaları ile; tel ~100%).
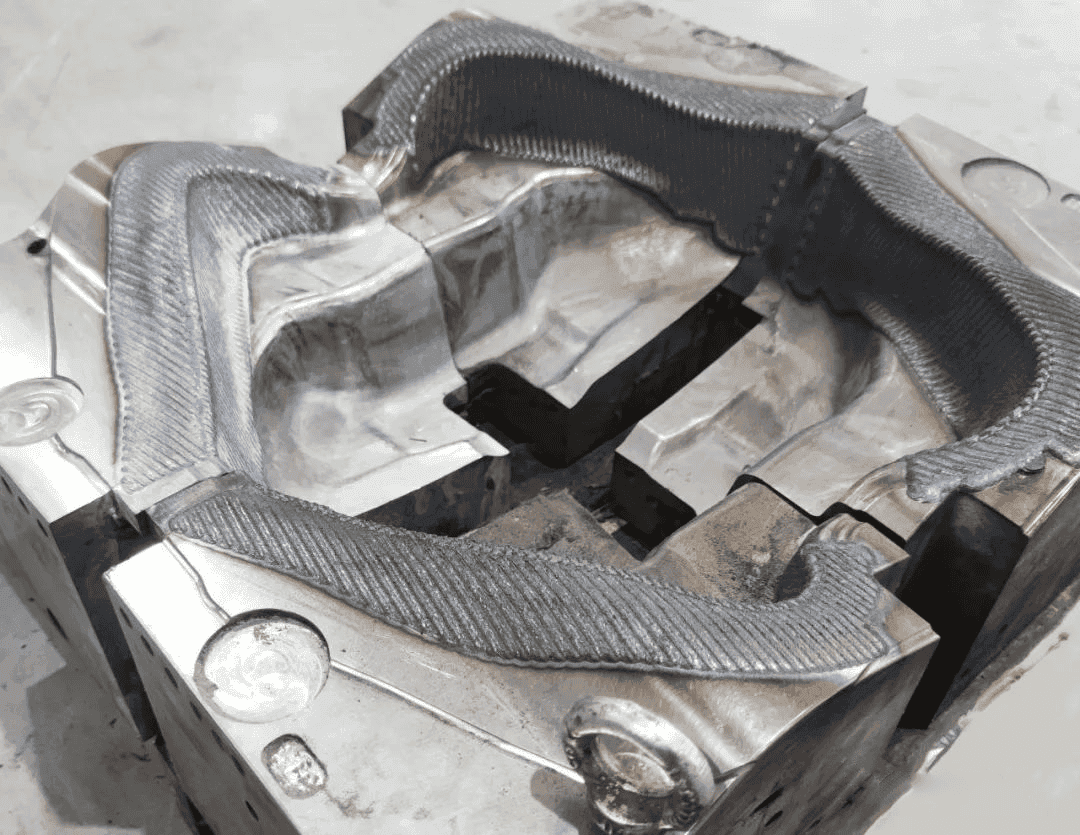
1) Kalıplar: Temel Kalıplarda Yeşil Bir Yükseltme Olarak Lazer Kaplama
Bağlam. 60-80% endüstriyel parçalar (elektronik, otomotiv, beyaz eşya) kalıp bazlı şekillendirmeye bağlıdır. Yaygın arıza modları şunları içerir aşındırıcı aşınma, termal yorulma, çatlama ve korozyon.
İşe Yarayan Süreç ve Malzemeler
- Mikroyapı kontrolü. Greenstone-Tech heterojen çekirdeklenme ve katılaşmayı ayarlayarak sütunlu dendritlerden eş eksenli taneler, tokluk ve termal yorulma direncini artırır.
- Alaşım stratejisi. Yüksek karbonlu takım çelikleri için, Ni bazlı alaşımlar (örn. Inconel 625) veya Co bazlı aşınma alaşımları teslim et HRC 55-60 çatlamaya dayanıklı matrisler ile.
- Parametre optimizasyonu. Kullanma Gri-Taguchi çok amaçlı tasarım, Greenstone-Tech ko-optimizasyonu güç (P), tarama hızı (V), Ve besleme hızı (F) sertlik ve seyreltmeyi dengelemek için; doğrulanmış tahmin hatası ≈ 2.68%.
Ölçülebilir Sonuçlar
- Termal yorulma ömrü: ≥ 3× Sıcak yolluk veya basınçlı döküm uçlardaki temel çizgiye kıyasla.
- Ekonomi: kalıp yenileme ~30% yeni araç maliyetinin; 2-3× ömür uzatma.
- Sürdürülebilirlik: ≥60% Kaplama veya yüksek ısılı kaynak onarımlarından daha düşük enerji; sıfır tehlikeli atık su.
2) Değirmen Valsleri: Tonajı Yükseltme, Değişimleri Azaltma
Bağlam. Değirmen valsleri acı çekiyor termal kontrol, dökülme ve aşındırıcı aşınma, kesinti süresini ve maliyeti artırır.

En İyi Uygulama İş Akışı
- Ön inceleme ve hazırlık: Yüzey altı çatlaklar için NDT; mekanik kireç çözme; yorulma tabakasını sağlam metale çıkarın.
- CTE uyumlu alaşımlar: Dövme çelik rulo alt tabakalarla termal uyumsuzluk stresini en aza indirmek için seçilen Co bazlı veya yüksek Cr Fe bazlı alaşımlar.
- Kaplama + bitiş: Kontrollü örtüşme ile çok parçalı strateji; sıkı geometriyi korumak için hibrit eksiltici son işlem.
Saha Sonuçları
- Lazer kaplamadan sonra, rapor edilen aşınma direnci +24%; tonaj/yuva geliştirilmiş 6,579 t → 8,113 t (+23.31%), “salgı” kusurları ortadan kaldırılmıştır.
- Boyutsal kalite: IT8 toleransı; Ra ≤ 12,5 μm bitmiş olarak; işleme sonrası ödenek azaltıldı ~70%.
3) Denizcilik Bileşenleri: Yüksek Değerli Yerinde Yeniden Üretim
Bağlam. Büyük şaftlar, dümen kundakları ve pervaneler çok yüksek arıza süresi maliyetleri değiştirildiğinde. Lazer kaplamanın düşük ısı Ve güçlü bağ yerinde veya sahaya yakın onarımı mümkün kılar.
Onu Etkili Kılan Nedir
- Bağ bütünlüğü: Metalurjik bağ ulaşır 80-95% alt tabaka mukavemetinin (termal spreydeki mekanik bağlara kıyasla). Onarılan jeneratör rotor şaftlarının yorulma mukavemeti artabilir ~40%.
- Taşınabilir sistemler: Greenstone-Tech'in saha kitleri dairesel/çok portlu toz dağıtımını, uyarlanabilir mesafe kontrolünü ve gerçek zamanlı görüş artırmayı entegre eder yerinde verimlilik ~30% zorlu ortamlarda.
- Yaşam döngüsü ekonomisi: Tipik şaft restorasyon maliyetleri 20-35% yeni bir parçanın üretilmesi; proje teslim süresinin kısaltılması ~60%, Böylece uzun süreli tedarik gecikmelerinden kaçınılmış olur.
| Bileşen Kategorisi | Parça Adı | Malzeme | Onarım Alanı |
|---|---|---|---|
| Dizel Motor | Silindir Astarı | Dökme Demir | - |
| Piston | Dökme Demir | İç Halka Yivi | |
| Piston Tacı | Alaşımlı Çelik | İç Halka Yivi | |
| Krank Mili | Dökme Demir, Dökme Çelik | Ana Muylu, Krank Pimi | |
| Silindir Kapağı | Dökme Demir | Hasarlı Alan, Çatlaklar | |
| Motor Bloğu | Dökme Demir | Yatak Burcu Yuvası | |
| Krank Atışı | Dökme Demir | Yatak Burcu Yuvası | |
| Turboşarj Rotoru | Alaşımlı Çelik | Yatak Yuvası | |
| Güç Tahrik Sistemi | Kuyruk Mili | 35 Çelik | Mühür Bölgesi |
| Kuyruk Mili Burcu | Paslanmaz Çelik | Dış Yüzey Sızdırmazlık Alanı | |
| Kuyruk Mili Kaplini | Alaşımlı Çelik | İç/Dış Kol Uyum Alanı | |
| Debriyaj Kaplini | Alaşımlı Çelik | Dış Kovan, Şaft Uyum Alanı | |
| Diğer | Pompa | Alaşımlı Çelik | Rotor Mili |
| Valf | Alaşımlı Çelik, Dökme Demir | Sızdırmazlık Alanı, Çatlaklar | |
| Şaft | Alaşımlı Çelik | Yatak Yuvası, Aşınmış Alan |
Alanlar Arası Teknik Temeller
A) Parametre Pencereleri ve Kontrolleri
- Seyreltme hedefi: 5-8% Çoğu yükseltme için; kaplama kimyasını aşındırmadan bağ güvenilirliğini artırır.
- Üst üste binme (step-over): 30-50% pürüzsüz topografi ve boncuktan boncuğa istikrarlı bağlanma için.
- Ekranlama: Kuru Ar (veya süper alaşımlar için Ar+He); Ti/Al için yüksek saflıkta temizleme ve arka kalkanlar.
- Geçişler arası sıcaklık: Artık gerilimi ve tane irileşmesini sınırlamak için yönetilir; sert/sertleştirilmiş alt tabakalar için seçici olarak ön ısıtma.
B) Kusur Önleme
- Çatırdıyor: Uygun olduğunda ön ısıtma yapın, alaşım tasarımı yoluyla sertliği ılımlı hale getirin ve termal gradyanları sınırlamak için darbeli veya modülasyonlu ısı girişi kullanın.
- Gözeneklilik: Temiz alt tabaka (lazer temizleme veya kum + solvent), kuru tozlar, sabit tüy dinamiği.
- Sıçrama/kıvılcım: Maç P-V-F; Eriyik havuzunun dengesini bozan aşırı gaz hızından kaçının.
C) Hibrit ve Yüksek Verimli Varyantlar
- EHLA (aşırı yüksek hızlı lazer kaplama): İfade Alma >150 cm³/saat, ince katmanlar ~30 μm, pürüzsüz yüzey (genellikle <20 μm Ra). Pratik bir sert krom değişimi birçok uygulama için.
- Lazer temizleme + kaplama: Darbeli lazer ön işlem ve lokal ön ısıtma yapar; belgelenmiştir yüzey O içeriğinde düşüş (21,3% → 14,6%) ve önceden ısıtın ~136 °C, ayrı bir ısıtma adımını ortadan kaldırır.
- Katkı + CNC son işlem: Entegre hücreler toplam döngü süresini kısaltır ~70%.
Greenstone-Tech: Araştırmadan Güvenilir Üretime
Akıllı Süreç Kontrolü
- Uyarlanabilir kontrol Eriyik havuzu görüşü ve pirometri ile güç/spot/hız/besleme.
- Grey-Taguchi/DoE kütüphaneler “ilk seferde doğru” tarifleri hızlandırır; denetimler için dijital izlenebilirlik.
Ekipman ve Bileşenler
- DED platformları (toz ve koaksiyel tel) ve koruyucu-atmosfer reaktif alaşımlar için hücreler.
- Aşınmaya dayanıklı nozullar ile >2,000 h yaşam; hassas besleyiciler ±1% kadar kararlılık 50 kg/saat.
- Toz geri kazanım döngüleri toplam kullanım oranını ≥95%; İnce, hızlı kaplamalar için EHLA kafaları.
Saha Dağıtımı
- Taşınabilir onarım sistemleri tersaneler ve uzak fabrikalar için; karmaşık geometriler için robotize hücreler (6/8 eksenli).
- Kalite güvencesi: Bileşim kayması için hat içi spektrometri (örn, Cr varyasyon ≤0,8%), sertlik haritalaması, kesit doğrulaması.
Sürdürülebilirlik ve İş Etkisi
- Enerji ve emisyonlar: Kaplama veya ark kaynağı kaplamaları ile karşılaştırıldığında, enerji kullanımı tipik olarak aşağı 30-60%; Cr(VI) yok atık su.
- Kaynak verimliliği: new-make ile değiştirin yeniden üretim; ≥95% toz/tel kullanımı; daha az hurda.
- Çalışma Süresi ve Yatırım Getirisi: Ömür uzatma 2-5×; Yerinde onarım ile arıza süresi haftalardan günlere iner; yenileme maliyetleri 20-35% büyük bileşenlerin değiştirilmesi.
Uygulama El Kitabı (Yöneticiler ve Mühendisler)
- Fonksiyonu tanımlayın: aşınma, korozyon, termal yorgunluk veya bunların kombinasyonu.
- Alaşım ve seyreltme hedefini seçin: şuradan başla 5-8% seyreltme; kesit alarak doğrulama.
- Küçük bir DoE çalıştırın: ayar P-V-F-overlap; Eriyik havuzu stabilitesini ve boncuk geometrisini kilitler.
- Yüzey hazırlığı: çıplak, kuru metale lazerle temizleyin veya kum/solvent uygulayın; reaktif alaşımlar için <50 ppm O₂ olduğundan emin olun.
- QA planı: inline görüş/spektrometri, sertlik haritası, porozite/seyreltme kontrolleri; reçeteyi dondurma.
- Akıllıca ölçeklendirin: dikkate alın EHLA ince fonksiyonel katlar için; konuşlandırmak robot hücreleri̇ karmaşık 3B izler için; entegre CNC son işlem tek parça akış için.
Sıkça Sorulan Sorular
Lazer kaplama yeni parçalardan daha iyi performans gösterebilir mi?
Aşınma/korozyon açısından kritik birçok yüzey için (örn. hadde merdaneleri), optimize edilmiş kaplamalar eşleşir veya aşar değiştirme maliyetinin çok altında yeni parça ömrü.
Sert kromun yerine geçebilir mi?
Evet, birçok durumda -özellikle de EHLA, aşınma/korozyon ölçütlerini karşılayan veya aşan olmadan zehirli kimya.
Hangi toleranslar ve yüzeyler tipiktir?
Hibrit kaplama ile IT8 veya daha iyisi yaygındır; as-clad yüzeyler Ra ≤ 12,5 μm, daha az ödenek, daha hızlı geri dönüş anlamına gelir.
Sertleşmiş yüzeylerde çatlamayı nasıl yönetiyorsunuz?
Ön ısıtma/ara geçiş kontrolü, daha düşük çatlak hassasiyeti için alaşım seçimi ve termal gradyanları azaltmak için modüle edilmiş lazer girişi (darbeli veya ışın şekillendirme).
Çözüm
Lazer kaplama için pratik bir motordur. yeşil, yüksek performanslı yeniden üretim. İçinde KALIPLAR, daha uzun termal yorgunluk ömrü ve daha düşük enerji ile sıcak çalışma yüzeylerini onarır ve yükseltir; in deği̇rmen merdaneleri̇, oluk başına tonajı artırır ve kaliteyi stabilize eder; in DENİZCİLİK, uzun süreli kesintileri kısa, yerinde restorasyonlara dönüştürür. Akıllı süreç kontrolü, sağlam donanım ve hibrit iş akışlarını birleştirerek, Greenstone-Tech tekrarlanabilir, üretim seviyesinde sonuçlar sunarak üreticilerin emisyonları azaltmasına, maliyeti düşürmesine ve varlık ömrünü uzatmasına yardımcı olur. düşük karbonlu, sıfır atık gelecek.
Lydia Liu
Dr. Lydia Liu – Kıdemli Araştırmacı, Pazar ve Çözüm Entegrasyon Uzmanı Dr. Lydia Liu, eklemeli imalat alanındaki üst düzey teknik uzmanlığını, pazar ve kaynak entegrasyonuna yönelik keskin vizyonuyla mükemmel bir şekilde harmanlayan benzersiz bir hibrit profesyoneldir. Eklemeli imalat alanında doktora derecesine sahip ve kıdemli bir araştırmacı olarak, derin teknik bilgiye sahip olmakla birlikte, en son teknolojiyi pazar ihtiyaçlarıyla birleştiren önemli bir köprü görevi de görmektedir. Onun benzersiz değeri, müşterilerin karşılaştığı en karmaşık teknik zorlukları derinlemesine anlama ve küresel eklemeli imalat ekosistemine ilişkin kapsamlı bir genel bakışa dayanarak en iyi teknik kaynakları ve çözümleri hassas bir şekilde entegre etme yeteneğinde yatmaktadır…

{kind=link}
{kind=link}
{kind=link}