Electron Beam Physical Vapor Deposition (EB-PVD): Principles, Equipment, Thermal Barrier Coatings and Industrial Applications
July 4, 2026
{kind=link}
{kind=link}
{kind=link}
Abstract
As modern aerospace, energy, semiconductor, and advanced manufacturing industries continue to push the limits of operating temperature, efficiency, and component reliability, conventional metallic materials alone are no longer sufficient to withstand increasingly severe service environments. Surface engineering technologies have therefore become indispensable for extending component life, improving thermal efficiency, and reducing maintenance costs.
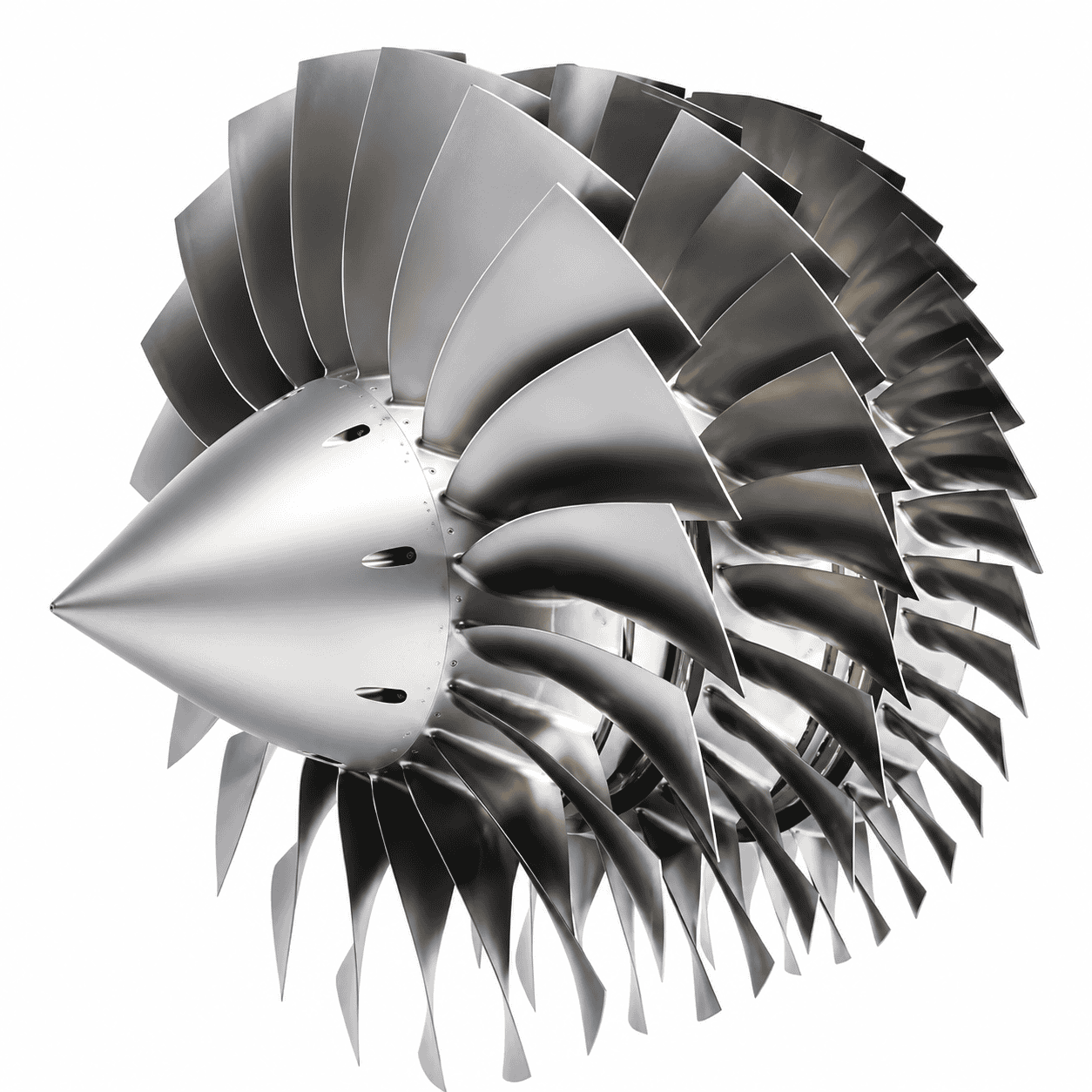
Among numerous advanced coating technologies, Electron Beam Physical Vapor Deposition (EB-PVD) has established itself as one of the most important manufacturing processes for producing Thermal Barrier Coatings (TBCs) used in aircraft engines and industrial gas turbines. Compared with conventional coating technologies, EB-PVD produces a unique columnar ceramic microstructure that provides exceptional thermal strain tolerance, superior cyclic oxidation resistance, and outstanding durability under extreme thermal shock conditions. These characteristics have made EB-PVD the preferred coating process for turbine blades operating in next-generation aero engines.
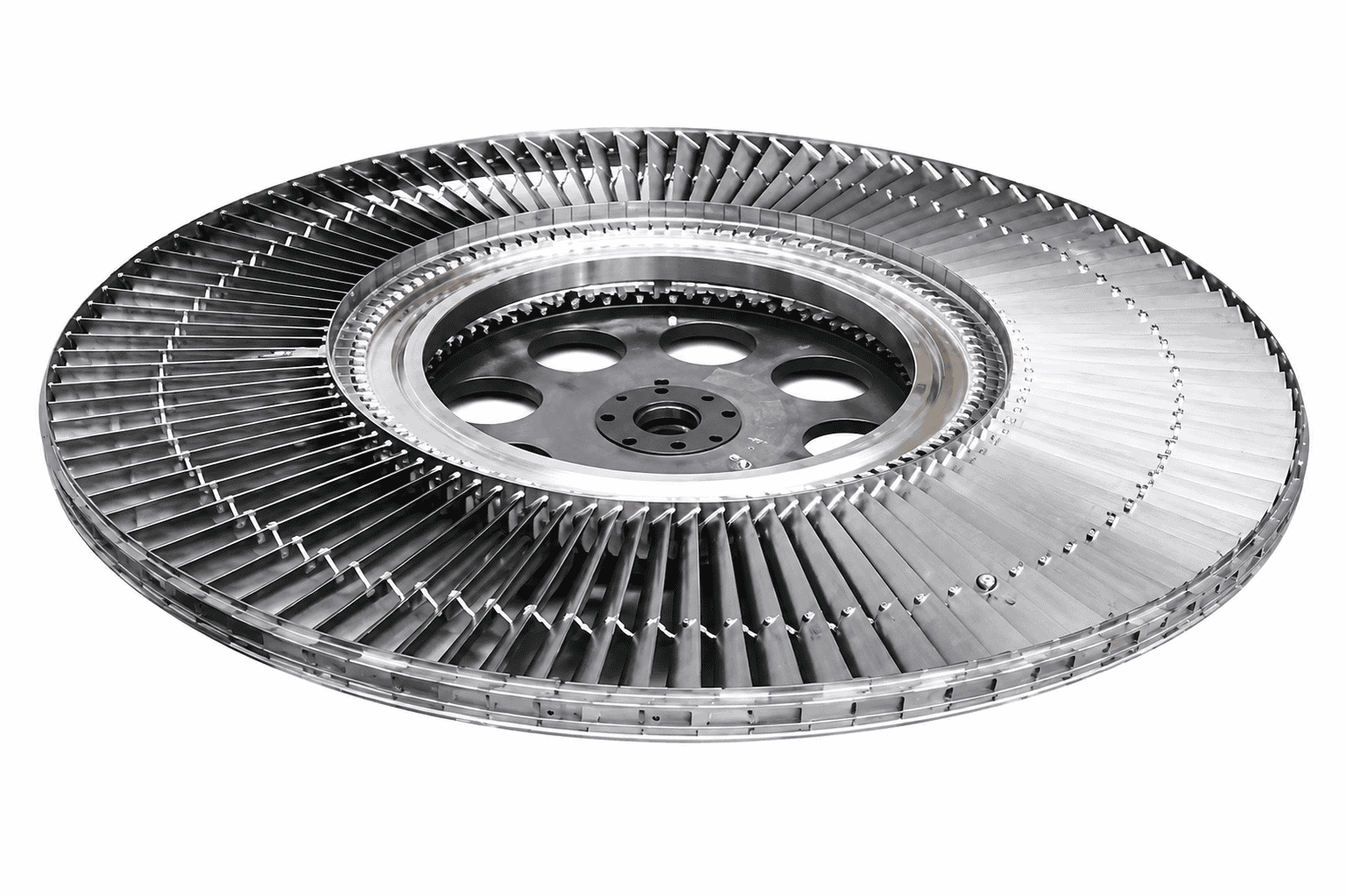
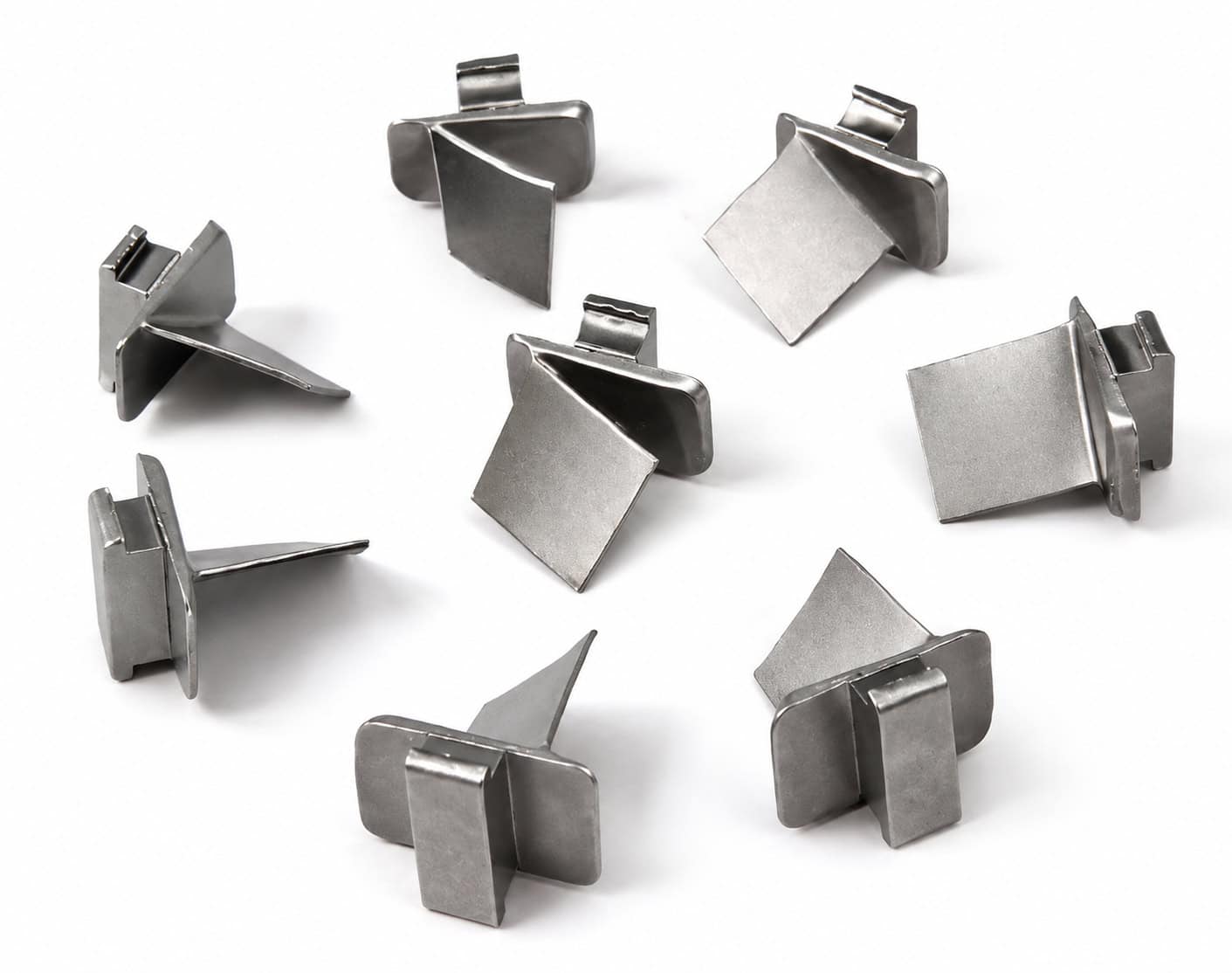
Today, EB-PVD is widely employed throughout the aerospace industry for coating single-crystal superalloy blades, guide vanes, combustor liners, afterburner components, and other hot-section parts. Beyond aviation, the technology is rapidly expanding into gas turbines for power generation, solid oxide fuel cells (SOFCs), advanced ceramic materials, semiconductor manufacturing equipment, and emerging high-temperature energy systems.
This article provides a comprehensive technical overview of EB-PVD, covering:
- Fundamental principles of Electron Beam Physical Vapor Deposition
- System architecture and major equipment components
- Thermal Barrier Coating (TBC) systems
- Ceramic coating materials and bond coats
- Columnar microstructure formation mechanisms
- Advantages and limitations compared with other coating technologies
- Industrial applications across aerospace, energy, semiconductor, medical, and advanced manufacturing sectors
- Future technological developments and market trends
Whether you are an aerospace engineer, coating specialist, turbine manufacturer, materials researcher, or equipment procurement professional, this guide offers a comprehensive understanding of one of the world’s most advanced high-temperature coating technologies.

Chapter 1. Introduction
1.1 The Growing Importance of Advanced Surface Engineering
The continuous demand for higher efficiency, lower emissions, and longer service life has fundamentally transformed modern engineering design. Instead of relying solely on bulk material properties, manufacturers increasingly utilize advanced surface engineering technologies to improve component performance while maintaining lightweight structural designs.
Surface engineering modifies only the outermost layer of a component, enabling engineers to tailor properties such as:
- Wear resistance
- Oxidation resistance
- Corrosion resistance
- Thermal insulation
- Fatigue resistance
- Friction reduction
- High-temperature stability
As a result, advanced coatings have become essential across industries including aerospace, power generation, medical devices, electronics, cutting tools, automotive engineering, and semiconductor manufacturing.
Among these technologies, Thermal Barrier Coatings (TBCs) have received particular attention because they enable metallic components to survive temperatures that exceed the melting point of the underlying alloy by reducing heat transfer and protecting against oxidation.
1.2 Why Thermal Barrier Coatings Matter
Modern gas turbines and aircraft engines operate at extremely high temperatures to maximize thermodynamic efficiency. According to the Brayton cycle, increasing turbine inlet temperature directly improves engine efficiency and fuel economy.
However, modern turbine inlet temperatures often exceed:
- 1,500°C in advanced industrial gas turbines
- 1,700–1,900°C in state-of-the-art commercial aircraft engines
- Even higher local temperatures in military propulsion systems
In contrast, even advanced nickel-based single-crystal superalloys generally begin to lose mechanical strength at significantly lower temperatures.
Without effective thermal protection, turbine components would rapidly suffer from:
- Oxidation
- Hot corrosion
- Thermal fatigue
- Creep deformation
- Surface cracking
- Coating spallation
- Premature failure
Thermal Barrier Coating systems solve this challenge by introducing a multilayer ceramic coating between the hot gas environment and the metallic substrate, reducing the temperature experienced by the underlying alloy while dramatically extending service life.
1.3 Evolution of Thermal Barrier Coating Technologies
The development of thermal barrier coatings dates back to the 1950s and 1960s, when researchers first explored ceramic coatings for gas turbine components.
During the following decades, several coating technologies emerged, including:
- Air Plasma Spray (APS)
- Vacuum Plasma Spray (VPS)
- High Velocity Oxygen Fuel (HVOF)
- Chemical Vapor Deposition (CVD)
- Physical Vapor Deposition (PVD)
- Electron Beam Physical Vapor Deposition (EB-PVD)
Among these processes, EB-PVD demonstrated a unique capability to deposit highly strain-tolerant ceramic coatings with a distinctive columnar microstructure. This breakthrough significantly improved coating durability under repeated thermal cycling and established EB-PVD as the preferred technology for high-performance aircraft engine components.
Today, virtually every modern commercial and military aircraft engine incorporates EB-PVD-produced thermal barrier coatings on critical hot-section components.
1.4 Why EB-PVD Has Become an Industry Standard
Several characteristics distinguish EB-PVD from other coating technologies.
First, EB-PVD operates under a high-vacuum environment, allowing ceramic materials to evaporate with minimal contamination and exceptional purity.
Second, the process provides precise control over:
- Coating thickness
- Deposition rate
- Substrate temperature
- Crystal orientation
- Microstructure evolution
Most importantly, EB-PVD naturally produces vertically aligned ceramic columns separated by microscopic gaps. Unlike dense coatings, this columnar architecture accommodates thermal expansion mismatch between the ceramic layer and the metallic substrate, significantly reducing internal stresses during heating and cooling cycles.
Consequently, EB-PVD coatings exhibit:
- Excellent thermal shock resistance
- Outstanding thermal cycle durability
- Superior strain tolerance
- Low residual stress
- Long service life under extreme operating conditions
These advantages explain why EB-PVD remains indispensable despite its higher equipment cost and more complex process requirements.
1.5 Beyond Aerospace
Although EB-PVD was originally developed for aircraft engines, its application scope has expanded considerably over the past two decades.
Today, EB-PVD technology supports a wide range of advanced industries, including:
Aerospace
- Turbine blades
- Guide vanes
- Combustor liners
- Nozzle guide vanes
- Afterburner components
- Thermal protection systems
Energy
- Industrial gas turbines
- Combined-cycle power plants
- Hydrogen combustion turbines
- Solid Oxide Fuel Cells (SOFCs)
Semiconductor Manufacturing
- High-temperature processing components
- Ceramic coatings for vacuum equipment
- Silicon carbide processing systems
Medical Engineering
- Implant coatings
- Biocompatible ceramic surfaces
- Wear-resistant medical devices
Advanced Manufacturing
- Ceramic functional coatings
- Optical coatings
- High-temperature tooling
- Research and development platforms
As industries continue to demand higher operating temperatures and longer component lifetimes, EB-PVD is expected to play an increasingly important role in next-generation manufacturing technologies.
Chapter 2. What Is Electron Beam Physical Vapor Deposition (EB-PVD)?
2.1 Definition
Electron Beam Physical Vapor Deposition (EB-PVD) is an advanced vacuum coating technology that uses a high-energy electron beam to melt and evaporate coating materials inside a high-vacuum chamber. The resulting vapor travels through the vacuum environment and condenses onto the surface of heated substrates, forming dense, high-purity functional coatings.
Unlike conventional thermal spraying processes, EB-PVD is a line-of-sight vapor deposition process. The coating grows atom by atom through vapor condensation, enabling exceptional control over microstructure, crystallographic orientation, coating purity, and thickness uniformity.
Because of these characteristics, EB-PVD has become one of the world’s most important manufacturing technologies for producing high-performance ceramic thermal barrier coatings.
2.2 Basic Principle
The EB-PVD process can be divided into several sequential stages:
Step 1 — High Vacuum Generation
The deposition chamber is evacuated to a high vacuum, typically reaching pressures between 10⁻² and 10⁻⁴ Pa. This environment minimizes contamination and allows vapor atoms to travel freely without significant collisions.
Step 2 — Electron Beam Generation
An electron gun accelerates electrons under high voltage toward the source material. Magnetic focusing systems precisely control the beam position and energy density.
Electron beam temperatures can exceed several thousand degrees Celsius, enabling the melting and evaporation of refractory ceramic materials such as yttria-stabilized zirconia (YSZ).
Step 3 — Material Evaporation
The concentrated electron beam rapidly heats the target material inside a water-cooled copper crucible.
The material transforms from solid to liquid and then into a high-temperature vapor cloud.
Step 4 — Vapor Transport
Under high vacuum conditions, evaporated atoms travel directly toward the rotating workpiece.
Unlike plasma spraying, no carrier gas transports the coating particles.
This highly directional transport contributes to excellent coating purity and precise thickness control.
Step 5 — Condensation and Film Growth
When vapor atoms reach the heated substrate, they condense and diffuse across the surface.
Through controlled nucleation and crystal growth, a ceramic coating gradually develops into the characteristic columnar microstructure that distinguishes EB-PVD from all other thermal barrier coating technologies.
2.3 Why the Columnar Structure Is So Important
The most remarkable feature of EB-PVD is not simply the coating itself, but the way in which the coating grows.
Instead of forming a dense lamellar structure like plasma-sprayed coatings, EB-PVD naturally produces millions of vertically aligned ceramic columns separated by microscopic gaps.
This architecture provides several critical advantages:
- Allows thermal expansion without cracking
- Reduces residual stresses
- Improves thermal fatigue resistance
- Enhances thermal shock performance
- Minimizes coating spallation
- Extends coating lifetime under cyclic heating
These characteristics explain why EB-PVD remains the preferred deposition technology for high-performance turbine blades despite its higher manufacturing cost.
2.4 Relationship Between EB-PVD and Thermal Barrier Coating Systems
An EB-PVD coating is only one part of a complete Thermal Barrier Coating (TBC) system.
A typical TBC consists of four functional layers:
- Nickel-based Superalloy Substrate – provides structural strength at elevated temperatures.
- Bond Coat (typically MCrAlY or Pt-Al) – improves adhesion and forms a protective thermally grown oxide (TGO).
- Thermally Grown Oxide (TGO) – a thin alumina layer that develops during service and enhances oxidation resistance.
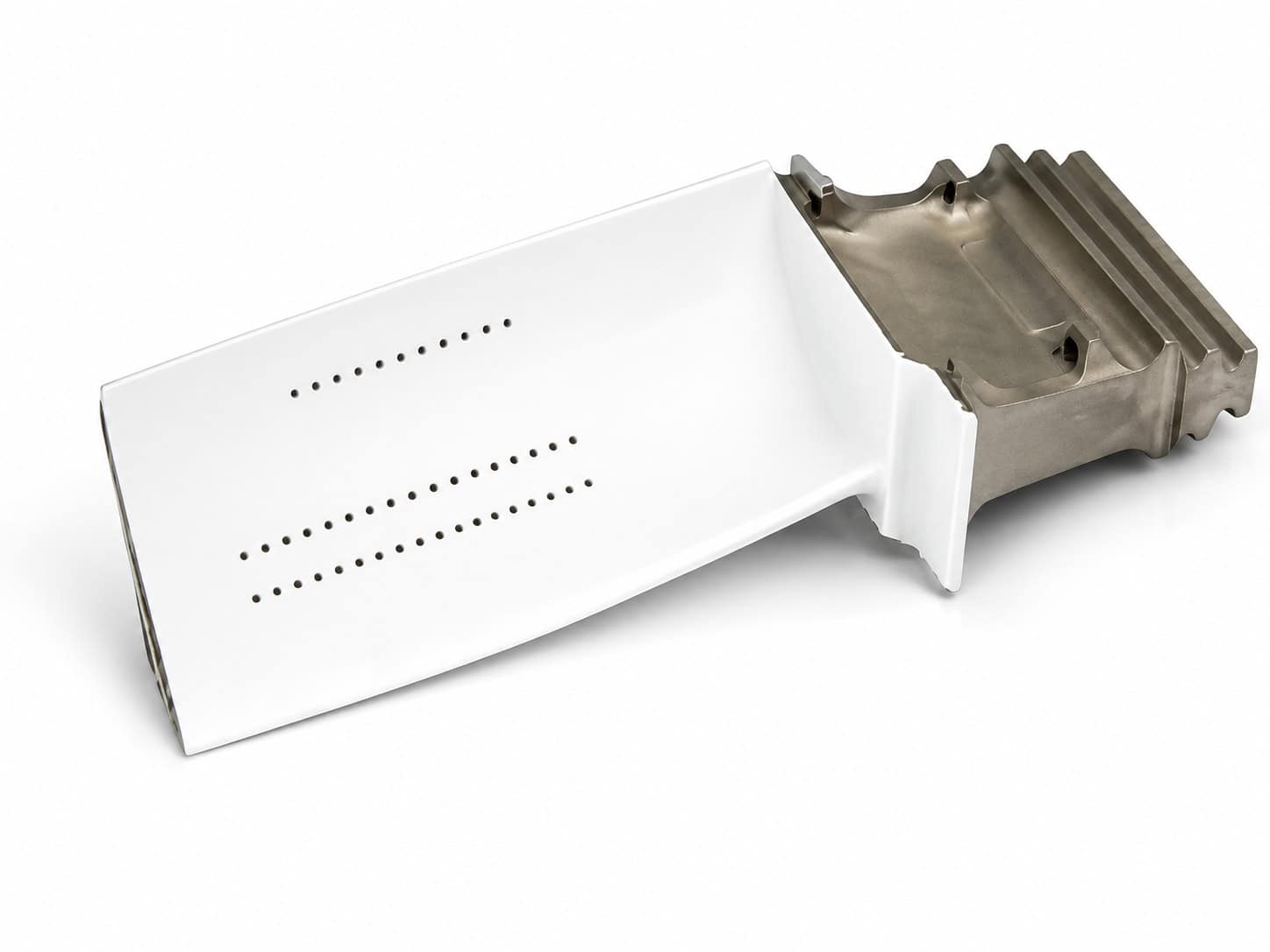
- Ceramic Top Coat (commonly 7–8 wt.% YSZ) – deposited by EB-PVD to provide thermal insulation through its columnar architecture.
This multilayer system enables turbine components to operate at gas temperatures significantly higher than the substrate alloy could withstand alone, contributing directly to higher engine efficiency and longer service life.
Chapter 3. How Electron Beam Physical Vapor Deposition (EB-PVD) Works
Unlike conventional thermal spray technologies that project molten particles onto a substrate, Electron Beam Physical Vapor Deposition (EB-PVD) is a highly controlled vacuum vapor deposition process in which coating materials are transformed directly into vapor using a focused high-energy electron beam. The vapor subsequently condenses onto heated components, producing dense, highly pure ceramic coatings with a unique columnar crystal structure.
The entire deposition process is carried out inside an ultra-high vacuum chamber where contamination is minimized and the movement of vapor atoms can be precisely controlled. Every process parameter—including electron beam power, evaporation rate, substrate temperature, chamber pressure, and component rotation—directly influences the coating’s microstructure, adhesion, density, and long-term service performance.
Compared with many conventional coating methods, EB-PVD provides exceptional control over coating architecture, making it particularly suitable for manufacturing Thermal Barrier Coatings (TBCs) for aerospace turbine blades operating under extremely severe thermal cycling conditions.
3.1 Complete EB-PVD Process Flow
A complete EB-PVD deposition cycle generally consists of the following stages:
Step 1 — Component Preparation
Before coating begins, all workpieces undergo thorough cleaning and surface preparation.
Typical preparation procedures include:
- Precision machining
- Degreasing
- Ultrasonic cleaning
- Chemical cleaning
- Sand blasting (when required)
- Surface activation
The cleanliness of the substrate is critical because even microscopic contamination can significantly reduce coating adhesion.
Step 2 — Loading Into the Vacuum Chamber
Prepared components are mounted on specially designed rotating fixtures.
Depending on the application, fixtures may rotate around multiple axes to ensure:
- Uniform coating thickness
- Consistent vapor exposure
- Stable temperature distribution
- Complex geometry coverage
Multiple turbine blades are typically coated simultaneously in one production cycle.
Step 3 — High Vacuum Generation
The chamber is evacuated using a combination of:
- Mechanical pumps
- Roots pumps
- Turbomolecular pumps
- Cryogenic pumps
- Diffusion pumps (certain systems)
Typical operating vacuum:
10⁻² – 10⁻⁴ Pa
Such a vacuum greatly increases the mean free path of vapor atoms, allowing nearly collision-free transport from the evaporation source to the substrate.
Step 4 — Electron Beam Heating
After reaching the required vacuum level, the electron gun generates a high-energy electron beam.
Electrons are accelerated through high voltage before being focused by electromagnetic lenses onto the evaporation material.
The energy density is extremely high.
Localized temperatures can exceed several thousand degrees Celsius, allowing rapid melting and evaporation of refractory ceramic materials that would otherwise be difficult to process.
Step 5 — Material Evaporation
The electron beam continuously heats the ceramic ingot or target material.
Common evaporation materials include:
- 7–8 wt.% YSZ
- Gadolinium Zirconate
- Rare-Earth Zirconates
- Other advanced ceramic compositions
As temperature rises, the material changes from:
Solid
↓
Molten
↓
Atomic Vapor
The generated vapor cloud becomes the source of coating atoms.
Step 6 — Vapor Transport
Under high vacuum conditions, evaporated atoms travel almost linearly toward the heated substrate.
Unlike plasma spraying,
there are:
- No carrier gases
- No molten droplets
- No powder impact
Instead,
individual atoms or atomic clusters move directly through the vacuum environment.
This greatly improves coating purity while minimizing oxidation and contamination.
Step 7 — Coating Growth
The vapor reaches the rotating workpiece.
Atoms condense on the hot surface.
Surface diffusion begins.
Crystal nuclei form.
The coating gradually develops.
Because deposition occurs under carefully controlled thermal conditions,
the ceramic crystals grow preferentially in the vertical direction,
eventually producing the famous:
Columnar Microstructure
This structure provides the outstanding strain tolerance required for modern thermal barrier coatings.
Step 8 — Cooling and Inspection
After deposition,
the chamber is gradually cooled.
Components are unloaded.
Typical quality inspections include:
- Coating thickness
- Surface morphology
- Microstructure
- Adhesion
- Porosity
- Roughness
- Thermal cycling performance
- Metallographic analysis
Only components meeting strict aerospace standards proceed to service.
3.2 Physical Mechanism of Columnar Crystal Growth
One of the defining characteristics of EB-PVD is the formation of vertically aligned ceramic columns rather than a dense lamellar coating.
This phenomenon results from several interacting factors:
Directional Vapor Flux
The vapor arrives from a highly directional source.
This favors vertical crystal growth.
High Substrate Temperature
The substrate is maintained at elevated temperature.
Surface diffusion becomes more active.
Atoms migrate to energetically favorable crystal sites.
Competitive Crystal Growth
Initially,
many crystal nuclei form.
As deposition continues,
faster-growing grains gradually dominate,
creating long continuous ceramic columns.
Shadowing Effect
Because the vapor travels almost linearly,
growing columns partially block neighboring regions,
allowing separated columnar structures to develop naturally.
These microscopic gaps later become beneficial strain-relief channels.
3.3 Why Columnar Structures Improve Thermal Barrier Performance
The columnar architecture is the primary reason why EB-PVD coatings outperform many conventional ceramic coatings under cyclic thermal loading.
Key advantages include:
Thermal Expansion Accommodation
Metal substrates expand more than ceramics.
Instead of generating excessive stress,
the gaps between columns allow slight movement.
Internal stresses are greatly reduced.
Improved Thermal Shock Resistance
Repeated heating and cooling create thermal fatigue.
The independent ceramic columns absorb thermal strain without forming large cracks.
Crack Arrest Capability
If microcracks develop,
they are typically confined between adjacent columns.
Crack propagation becomes much more difficult,
greatly extending coating life.
Long Thermal Cycling Life
Compared with dense ceramic coatings,
EB-PVD coatings survive significantly more thermal cycles before failure.
This makes them particularly suitable for aircraft engines experiencing thousands of takeoff-and-landing cycles.
3.4 EB-PVD Process Control Parameters
The quality of an EB-PVD coating depends on precise process control.
Important parameters include:
| Parameter | Influence |
|---|---|
| Vacuum pressure | Vapor transport stability |
| Electron beam power | Evaporation rate |
| Beam scanning pattern | Uniform melting |
| Substrate temperature | Crystal growth |
| Rotation speed | Thickness uniformity |
| Deposition rate | Microstructure |
| Coating thickness | Service performance |
| Chamber atmosphere | Coating purity |
| Cooling rate | Residual stress |
Modern EB-PVD systems employ computer-controlled closed-loop process control to maintain stable deposition conditions throughout production.
3.5 EB-PVD Equipment and System Components
A modern EB-PVD production system consists of multiple integrated subsystems designed to ensure stable evaporation, precise vapor transport, and reproducible coating quality.
3.5.1 Electron Beam Gun
The electron beam gun is the heart of the entire EB-PVD system.
Its functions include:
- Electron generation
- Electron acceleration
- Beam focusing
- Beam deflection
- Beam scanning
Modern guns typically operate at:
- High voltage
- High beam stability
- Precise positioning accuracy
Stable beam quality directly determines evaporation efficiency.
3.5.2 Vacuum Chamber
The vacuum chamber provides the controlled deposition environment.
Typical characteristics include:
- Stainless steel construction
- Water-cooled walls
- High vacuum compatibility
- Large observation windows
- Multiple process ports
Large industrial systems may accommodate dozens of turbine blades simultaneously.
3.5.3 Vacuum Pumping System
Maintaining ultra-high vacuum is essential.
Typical pumping configuration:
- Rotary vane pump
- Roots blower
- Turbomolecular pump
- Cryogenic pump
The pumping system removes:
- Air
- Moisture
- Oxygen
- Residual gases
This prevents contamination during coating growth.
3.5.4 Evaporation Source Assembly
The evaporation source contains:
- Ceramic ingot
- Water-cooled copper crucible
- Feed mechanism
- Cooling channels
Its purpose is to provide continuous and stable material evaporation.
3.5.5 Substrate Manipulation System
To ensure uniform coating,
components rotate continuously during deposition.
Functions include:
- Rotation
- Planetary motion
- Tilting
- Height adjustment
- Multi-axis movement
Complex blade geometries require sophisticated motion control.
3.5.6 Heating System
Substrate heating strongly influences crystal growth.
Heating methods include:
- Radiant heaters
- Electron beam preheating
- Resistance heating
Typical substrate temperatures range from approximately 850–1100°C, depending on coating material and process design.
3.5.7 Cooling System
Critical equipment components require continuous cooling.
Water cooling protects:
- Electron gun
- Crucible
- Chamber walls
- Power supply
- Magnetic coils
Stable cooling improves equipment reliability.
3.5.8 Process Control and Monitoring System
Modern EB-PVD systems are highly automated.
Typical monitoring functions include:
- Vacuum pressure monitoring
- Beam current monitoring
- Beam voltage monitoring
- Temperature measurement
- Deposition rate control
- Coating thickness measurement
- Motion synchronization
- Alarm diagnostics
- Process data recording
- Recipe management
Many next-generation systems also incorporate digital process control, real-time diagnostics, and intelligent manufacturing features to improve coating consistency, production efficiency, and traceability.
Chapter Summary
Electron Beam Physical Vapor Deposition is a highly sophisticated vacuum coating technology that combines high-energy electron beam heating, ultra-high vacuum processing, precise thermal management, and automated motion control to manufacture advanced ceramic coatings with exceptional structural integrity.
Its unique deposition mechanism produces the characteristic columnar microstructure that has made EB-PVD the industry benchmark for thermal barrier coatings used in aircraft engines, industrial gas turbines, and other high-temperature applications. At the same time, the integration of precision electron optics, vacuum engineering, substrate manipulation, and intelligent process control enables modern EB-PVD systems to deliver repeatable coating quality for the most demanding aerospace and energy industries.
Chapter 4. Coating Materials Used in EB-PVD Systems
The performance of an Electron Beam Physical Vapor Deposition coating is determined not only by the deposition process itself but also by the selection of coating materials. Modern EB-PVD systems are capable of depositing a wide range of advanced ceramics and metallic coatings, each engineered to withstand specific thermal, mechanical, and chemical environments.
For aerospace gas turbines, the coating system is generally designed as a multilayer Thermal Barrier Coating (TBC) architecture rather than a single coating. Each layer performs a distinct function, collectively providing thermal insulation, oxidation resistance, corrosion protection, and long-term mechanical stability.
4.1 Structure of a Typical Thermal Barrier Coating (TBC) System
A modern EB-PVD thermal barrier coating generally consists of four functional layers:
| Layer | Typical Material | Primary Function |
|---|---|---|
| Ceramic Top Coat | 7–8 wt.% YSZ | Thermal insulation |
| Thermally Grown Oxide (TGO) | α-Al₂O₃ | Oxidation protection |
| Bond Coat | MCrAlY or Pt-Aluminide | Adhesion & oxidation resistance |
| Substrate | Nickel-based Single Crystal Superalloy | Mechanical strength |
Each layer works together to protect turbine components operating under temperatures approaching or exceeding 1,500°C.
4.2 Ceramic Top Coat
The ceramic top coat is the outermost layer directly exposed to combustion gases.
Its primary functions include:
- Thermal insulation
- Thermal shock resistance
- Low thermal conductivity
- Resistance to oxidation
- Resistance to hot corrosion
- Protection against thermal fatigue
To achieve these properties, the ceramic material must possess:
- High melting temperature
- Low thermal conductivity
- Low elastic modulus
- High fracture toughness
- Chemical stability
- Phase stability
- Low sintering tendency
4.3 Yttria-Stabilized Zirconia (YSZ)
The most widely used EB-PVD ceramic is 7–8 wt.% Yttria-Stabilized Zirconia (YSZ).
YSZ remains the industry standard because it offers an excellent balance between thermal insulation, toughness, manufacturability, and long-term stability.
Advantages of YSZ
- Low thermal conductivity
- Excellent strain tolerance
- High fracture toughness
- Good thermal shock resistance
- Stable columnar growth
- Mature industrial processing
- Extensive aerospace qualification
Typical properties include:
| Property | Typical Value |
|---|---|
| Melting point | ~2700°C |
| Thermal conductivity | 1.5–2.5 W/m·K |
| Operating temperature | 1100–1200°C |
| Density | ~6 g/cm³ |
Because of its proven reliability, YSZ continues to dominate commercial aircraft engine production.
4.4 Rare-Earth Zirconates
As turbine inlet temperatures continue to increase, researchers have developed alternative ceramic materials capable of operating beyond the limits of conventional YSZ.
Examples include:
- Gadolinium Zirconate (Gd₂Zr₂O₇)
- Lanthanum Zirconate (La₂Zr₂O₇)
- Samarium Zirconate
- Neodymium Zirconate
Compared with YSZ, these ceramics offer:
- Lower thermal conductivity
- Higher phase stability
- Improved CMAS resistance
- Better high-temperature capability
However, they generally exhibit lower fracture toughness and require optimized multilayer coating architectures.
4.5 Emerging Ceramic Materials
Future EB-PVD coatings may utilize advanced ceramics such as:
Pyrochlore Ceramics
Advantages:
- Extremely low thermal conductivity
- Excellent phase stability
- High temperature capability
Rare Earth Oxides
Applications include:
- Ultra-high temperature coatings
- Space propulsion
- Hypersonic vehicles
Environmental Barrier Coating Materials
For ceramic matrix composites (CMCs), researchers are increasingly employing:
- Rare-earth silicates
- Mullite
- Hafnium compounds
These materials protect ceramic substrates from water vapor corrosion at elevated temperatures.
4.6 Bond Coat Materials
The bond coat forms the interface between the ceramic coating and the metallic substrate.
Although relatively thin, it is one of the most critical layers in the entire coating system.
Primary functions include:
- Adhesion improvement
- Oxidation protection
- Aluminum reservoir
- Stress reduction
- Formation of protective oxide layers
Without a high-quality bond coat, ceramic coatings would rapidly delaminate during thermal cycling.
4.7 MCrAlY Bond Coatings
The most common bond coat material is MCrAlY, where:
- M = Nickel, Cobalt, or both
- Cr = Chromium
- Al = Aluminum
- Y = Yttrium
Typical compositions include:
- NiCrAlY
- CoNiCrAlY
- NiCoCrAlY
Advantages:
- Excellent oxidation resistance
- High corrosion resistance
- Strong adhesion
- Stable oxide formation
- Good thermal expansion compatibility
4.8 Platinum Aluminide Bond Coats
For the most demanding turbine blades,
Platinum-Aluminide (Pt-Al) coatings are widely used.
Advantages include:
- Exceptional oxidation resistance
- Dense alumina formation
- High durability
- Improved thermal cycling life
Although considerably more expensive than MCrAlY coatings, Pt-Al systems are commonly employed in premium aircraft engines where maximum reliability is required.
4.9 Thermally Grown Oxide (TGO)
During service,
oxygen diffuses through the ceramic coating and reacts with aluminum in the bond coat,
forming an extremely thin α-Al₂O₃ layer.
This layer is known as the Thermally Grown Oxide (TGO).
A properly controlled TGO:
- Improves adhesion
- Reduces oxygen diffusion
- Protects the bond coat
- Extends coating life
However,
excessive TGO growth eventually generates internal stresses,
which become one of the primary failure mechanisms of thermal barrier coatings.
4.10 Future Material Development
Research continues toward next-generation TBC materials capable of supporting turbine inlet temperatures exceeding 1700°C.
Current research directions include:
- Multi-layer ceramic coatings
- Functionally graded coatings
- Nano-structured ceramics
- Multi-component oxides
- High-entropy ceramics
- Environmental barrier coatings
- Smart self-healing coatings
These developments are expected to significantly extend coating lifetime while enabling higher engine efficiency.
Chapter 5. Formation of the EB-PVD Columnar Microstructure
One of the defining features of Electron Beam Physical Vapor Deposition is its ability to produce a highly ordered columnar ceramic microstructure. Unlike conventional plasma-sprayed coatings, which consist of flattened splats and lamellar interfaces, EB-PVD coatings grow as vertically aligned crystals extending from the bond coat toward the coating surface.
This architecture is the primary reason why EB-PVD coatings exhibit exceptional thermal fatigue resistance and have become the preferred solution for aircraft engine turbine blades.
5.1 Nucleation
Immediately after deposition begins,
individual vapor atoms condense onto the heated substrate.
These atoms diffuse across the surface,
forming stable crystal nuclei.
The density and orientation of these nuclei depend on:
- Substrate temperature
- Surface roughness
- Vapor flux
- Deposition rate
5.2 Competitive Grain Growth
As deposition continues,
individual grains compete for incoming atoms.
Grains with favorable crystallographic orientations grow faster,
gradually suppressing neighboring grains.
The result is a population of vertically aligned columns.
5.3 Shadowing Effect
Because vapor arrives from a directional source,
growing columns partially block adjacent regions.
This phenomenon,
known as the shadowing effect,
creates the characteristic gaps between neighboring columns.
5.4 Column Separation
Rather than being defects,
the gaps between columns are intentionally beneficial.
They allow:
- Thermal expansion
- Mechanical flexibility
- Stress relaxation
- Crack deflection
These features dramatically improve coating durability.
5.5 Thermal Cycling Performance
Aircraft engines experience thousands of heating and cooling cycles.
During each cycle,
the ceramic coating and metallic substrate expand at different rates.
The columnar architecture accommodates this mismatch,
greatly reducing thermal stress.
5.6 Crack Propagation Behavior
Dense ceramic coatings often develop long transverse cracks.
EB-PVD coatings behave differently.
Microcracks:
- Stop at column boundaries
- Change propagation direction
- Dissipate stress
This significantly delays catastrophic coating failure.
5.7 Thermal Conductivity
The microscopic gaps between columns also reduce heat transfer.
Combined with the intrinsically low thermal conductivity of YSZ,
the columnar architecture provides highly effective thermal insulation.
5.8 Long-Term Microstructural Evolution
During long-term service,
the coating gradually changes.
Typical phenomena include:
- Sintering
- Column thickening
- Pore reduction
- TGO growth
- Grain coarsening
These changes eventually reduce strain tolerance and determine coating service life.
Understanding these mechanisms is essential for designing next-generation thermal barrier coatings.
Chapter 6. Advantages and Limitations of EB-PVD
Although EB-PVD represents one of the most advanced coating technologies available today, no manufacturing process is universally applicable. Understanding both its strengths and limitations is essential when selecting the appropriate coating solution.
6.1 Advantages
Exceptional Thermal Cycling Resistance
The columnar ceramic structure accommodates repeated expansion and contraction without significant cracking.
Outstanding High-Temperature Performance
EB-PVD coatings can operate reliably under extremely high turbine inlet temperatures.
Excellent Coating Purity
Vacuum deposition minimizes contamination and oxidation during coating formation.
Superior Adhesion
Carefully engineered bond coat systems and controlled deposition conditions provide excellent coating-substrate bonding.
Controlled Microstructure
Engineers can precisely tailor:
- Thickness
- Grain orientation
- Deposition rate
- Crystal growth
- Surface morphology
Low Residual Stress
The columnar architecture significantly reduces internal stresses generated during thermal cycling.
High Process Repeatability
Modern computer-controlled systems ensure consistent coating quality for aerospace production.
Complex Component Capability
Rotating fixtures enable coating of:
- Turbine blades
- Guide vanes
- Combustor components
- Complex aerospace geometries
6.2 Limitations
Despite its many advantages,
EB-PVD also presents several challenges.
High Equipment Investment
EB-PVD systems require:
- High-vacuum chambers
- Electron beam guns
- Precision power supplies
- Sophisticated automation
Initial capital investment is significantly higher than conventional thermal spraying systems.
Relatively Low Deposition Rate
Compared with plasma spraying,
EB-PVD generally deposits coatings more slowly,
making production costs higher.
Line-of-Sight Process
Like most PVD technologies,
EB-PVD primarily coats surfaces directly exposed to the vapor source.
Deep internal cavities remain difficult to coat uniformly.
High Process Complexity
Stable production requires precise control of:
- Vacuum
- Temperature
- Electron beam
- Motion
- Material feed
- Cooling
This demands experienced process engineers and highly trained operators.
Limited Material Compatibility
Not every ceramic material evaporates uniformly under electron beam heating.
Material selection must consider vapor pressure, evaporation behavior, and chemical stability.
6.3 Advantages Compared with Other Technologies
| Technology | Major Advantage | Major Limitation |
|---|---|---|
| EB-PVD | Best thermal cycling resistance | High equipment cost |
| APS | Low cost, high deposition rate | Lower strain tolerance |
| CVD | Excellent conformity | Higher processing temperatures |
| HVOF | Dense metallic coatings | Not suitable for TBC ceramics |
| Cold Spray | Solid-state deposition | Cannot produce ceramic TBC structures |
For applications where maximum reliability, thermal cycling durability, and high-temperature performance are required—particularly in aerospace turbine blades and advanced gas turbines—EB-PVD remains the benchmark technology despite its higher manufacturing cost. Its ability to produce a controlled columnar ceramic architecture continues to set it apart from alternative coating processes and underpins its critical role in next-generation thermal barrier coating systems.


Chapter 7. EB-PVD vs. APS vs. CVD vs. Other Advanced Coating Technologies
Selecting an appropriate coating technology is a critical engineering decision that directly influences component performance, manufacturing cost, service life, and maintenance requirements. Although numerous coating processes are available today, no single technology is suitable for every application. Each process offers distinct advantages depending on the substrate material, coating composition, operating environment, and performance objectives.
Electron Beam Physical Vapor Deposition (EB-PVD) has become the preferred solution for high-performance thermal barrier coatings in aerospace gas turbines because of its unique ability to produce a strain-tolerant columnar ceramic microstructure. However, technologies such as Air Plasma Spray (APS), Chemical Vapor Deposition (CVD), High Velocity Oxygen Fuel (HVOF), Physical Vapor Deposition (PVD), and Cold Spray continue to play important roles across different industries.
This chapter compares these technologies from technical, structural, and industrial perspectives.
7.1 EB-PVD vs. Air Plasma Spray (APS)
APS has been the most widely used thermal spray technology for thermal barrier coatings for several decades. It propels molten ceramic particles onto a substrate using a high-temperature plasma jet, producing a layered “splat” microstructure.
Structural Differences
| Feature | EB-PVD | APS |
|---|---|---|
| Deposition Mechanism | Vapor Condensation | Molten Particle Impact |
| Microstructure | Columnar | Lamellar |
| Porosity | Controlled Fine Gaps | Interlamellar Porosity |
| Residual Stress | Low | Higher |
| Thermal Cycling Resistance | Excellent | Good |
| Surface Finish | Smooth | Relatively Rough |
The fundamental distinction lies in the coating architecture. EB-PVD coatings consist of vertically aligned ceramic columns that accommodate thermal strain, whereas APS coatings are composed of flattened molten particles stacked layer by layer.
Thermal Fatigue Performance
Aircraft engines experience repeated heating and cooling during every flight cycle.
EB-PVD coatings:
- Accommodate thermal expansion
- Reduce internal stress
- Resist crack propagation
- Maintain adhesion over thousands of cycles
APS coatings generally exhibit excellent insulation but are more susceptible to crack initiation under severe cyclic loading due to their lamellar interfaces.
Manufacturing Cost
APS offers several economic advantages:
- Lower equipment investment
- Higher deposition efficiency
- Lower maintenance cost
- Simpler operation
Consequently, APS remains the dominant solution for many industrial gas turbine applications where manufacturing cost is a major consideration.
Aerospace Preference
Modern commercial and military aircraft engines generally favor EB-PVD because reliability, thermal cycling resistance, and engine efficiency outweigh manufacturing cost.
7.2 EB-PVD vs. Chemical Vapor Deposition (CVD)
Chemical Vapor Deposition forms coatings through chemical reactions between gaseous precursors at elevated temperatures.
Unlike EB-PVD, which relies on physical evaporation, CVD is fundamentally a chemical synthesis process.
Comparison
| Feature | EB-PVD | CVD |
|---|---|---|
| Deposition Type | Physical | Chemical |
| Vacuum Requirement | High Vacuum | Controlled Gas Atmosphere |
| Coating Uniformity | Excellent on Exposed Surfaces | Excellent Even in Complex Cavities |
| Typical Coatings | Ceramic TBC | Carbides, Nitrides, DLC, SiC |
| Processing Temperature | Moderate-High | Often Higher |
| Columnar TBC Structure | Yes | No |
Typical Applications
EB-PVD
- Thermal Barrier Coatings
- Turbine blades
- Aerospace components
CVD
- Semiconductor fabrication
- Cutting tools
- Silicon carbide coatings
- Diamond coatings
- Optical coatings
- High-purity functional films
7.3 EB-PVD vs. Conventional PVD
Physical Vapor Deposition includes several technologies:
- Magnetron Sputtering
- Arc Ion Plating
- Thermal Evaporation
- Electron Beam Evaporation
EB-PVD is a specialized branch of PVD optimized for high-temperature ceramic deposition.
Compared with conventional sputtering systems:
EB-PVD offers:
- Higher deposition rates
- Better ceramic evaporation capability
- Superior TBC microstructure
- Large industrial coating capacity
7.4 EB-PVD vs. HVOF
High Velocity Oxygen Fuel (HVOF) spraying accelerates partially molten particles to supersonic velocities.
It is widely used for metallic coatings.
Advantages:
- Extremely dense coatings
- High bond strength
- Excellent wear resistance
Typical applications:
- Hydraulic cylinders
- Pump shafts
- Landing gear
- Rollers
- Mining equipment
However,
HVOF is generally unsuitable for producing the strain-tolerant ceramic thermal barrier coatings required by modern turbine blades.
7.5 EB-PVD vs. Cold Spray
Cold Spray accelerates powder particles without melting them.
Advantages include:
- No thermal oxidation
- Minimal residual stress
- Excellent dimensional repair
- High deposition efficiency
Cold Spray is ideal for:
- Component repair
- Aluminum alloys
- Copper
- Titanium
- Magnesium
- Aerospace structural repair
However,
because ceramic particles cannot plastically deform,
Cold Spray cannot produce ceramic thermal barrier coatings comparable to EB-PVD.
7.6 Choosing the Right Coating Technology
The optimal process depends on the application.
| Application | Preferred Technology |
|---|---|
| Aircraft Engine TBC | EB-PVD |
| Industrial Gas Turbine | APS / EB-PVD |
| Cutting Tools | CVD |
| Semiconductor Components | CVD / PVD |
| Wear Resistant Shafts | HVOF |
| Aerospace Structural Repair | Cold Spray |
| Decorative Coatings | PVD |
Rather than competing directly, these technologies complement one another across modern manufacturing.
Chapter 8. Industrial Applications of EB-PVD
Since its commercialization, EB-PVD has evolved from a specialized aerospace process into a critical manufacturing technology supporting numerous high-performance industries. Its exceptional coating purity, superior thermal cycling resistance, and precisely controlled microstructure make it indispensable wherever components operate under extreme thermal, mechanical, or corrosive conditions.
8.1 Aerospace Industry
The aerospace sector remains the largest and most technologically demanding application of EB-PVD.
Typical coated components include:
- High-pressure turbine blades
- Low-pressure turbine blades
- Nozzle guide vanes
- Combustor liners
- Transition ducts
- Afterburner components
- Exhaust systems
Modern aircraft engines operate at temperatures that exceed the melting point of the underlying nickel-based superalloys. EB-PVD thermal barrier coatings reduce the metal temperature by approximately 100–200°C, significantly extending component life while enabling higher engine efficiency.
8.2 Industrial Gas Turbines
Power generation turbines operate continuously under severe thermal loads.
EB-PVD coatings improve:
- Thermal efficiency
- Fuel economy
- Oxidation resistance
- Maintenance intervals
- Service life
As utilities increasingly adopt combined-cycle power plants and hydrogen-compatible turbines, demand for advanced thermal barrier coatings continues to grow.
8.3 Energy and Hydrogen Systems
The global transition toward low-carbon energy has created new opportunities for EB-PVD technology.
Applications include:
- Hydrogen combustion turbines
- Concentrated solar power systems
- Advanced nuclear reactors
- Supercritical CO₂ power cycles
These systems require coatings capable of withstanding higher temperatures and increasingly aggressive operating environments.
8.4 Solid Oxide Fuel Cells (SOFCs)
Solid Oxide Fuel Cells operate at temperatures ranging from approximately 600–1000°C.
EB-PVD can deposit:
- Electrolyte layers
- Barrier coatings
- Functional ceramic films
The technology offers excellent thickness control and high coating density, contributing to improved electrochemical efficiency and longer system life.
8.5 Semiconductor Manufacturing
Modern semiconductor fabrication requires components that can withstand:
- High temperatures
- Plasma environments
- Vacuum processing
- Corrosive gases
EB-PVD is increasingly used for specialized ceramic coatings on vacuum chamber components, heating assemblies, and high-temperature processing equipment where coating purity and thermal stability are essential.
8.6 Medical Engineering
Although smaller in market size, medical applications continue to expand.
Typical applications include:
- Biocompatible implant coatings
- Wear-resistant orthopedic components
- Surgical instruments
- Dental coatings
The precise microstructural control offered by EB-PVD enables the development of functional ceramic surfaces with enhanced durability and biological performance.
8.7 Advanced Manufacturing
Beyond aerospace, EB-PVD supports numerous high-value industrial sectors, including:
- Optical coatings
- High-temperature sensors
- Ceramic matrix composites (CMCs)
- Aerospace research
- Defense technologies
- Precision instruments
Research institutions and advanced manufacturing companies increasingly utilize EB-PVD for developing next-generation functional coatings with tailored thermal, electrical, and optical properties.
8.8 Repair and Remanufacturing
As sustainability becomes a strategic priority, component repair and remanufacturing are gaining importance.
EB-PVD enables refurbishment of:
- Turbine blades
- Guide vanes
- Combustor hardware
- High-value aerospace components
Rather than replacing expensive components, manufacturers can restore thermal protection systems, significantly reducing maintenance costs and extending asset life.
Chapter 9. Global Market, Industry Landscape, and Future Development Trends
The global market for advanced coating technologies has grown steadily over the past two decades, driven by increasing demand for high-efficiency aircraft engines, cleaner energy systems, and longer-lasting industrial equipment.
Among thermal barrier coating technologies, EB-PVD occupies the premium segment, where performance and reliability are prioritized over production cost.
9.1 Market Drivers
Several long-term trends continue to support market growth:
- Higher turbine inlet temperatures
- Improved fuel efficiency
- Lower carbon emissions
- Aircraft fleet expansion
- Gas turbine modernization
- Growth of hydrogen energy
- Increased maintenance, repair, and overhaul (MRO) demand
As engine manufacturers pursue ever-higher operating temperatures, the need for advanced ceramic coating systems becomes increasingly critical.
9.2 Aerospace Growth
Commercial aviation remains the dominant demand source.
Growth factors include:
- New aircraft deliveries
- Fleet replacement
- Engine maintenance
- Military modernization
- Wide-body engine refurbishment
Every new generation of turbine engines requires increasingly sophisticated thermal barrier coating systems, reinforcing the importance of EB-PVD technology.
9.3 Regional Industry Distribution
North America
The United States remains a global leader in aerospace engine development, supported by major engine manufacturers, research institutions, and MRO providers.
Europe
Europe maintains strong capabilities in advanced coatings, gas turbines, and aerospace materials, with extensive investment in sustainable aviation and hydrogen energy technologies.
Asia-Pacific
China, Japan, South Korea, and India continue to expand investment in:
- Commercial aviation
- Industrial gas turbines
- Aerospace manufacturing
- Advanced materials research
This region is expected to experience the fastest growth in EB-PVD-related equipment and coating services over the coming decade.
9.4 Emerging Technology Trends
Future EB-PVD systems are evolving toward greater intelligence, precision, and manufacturing efficiency.
Key development directions include:
Digital Manufacturing
- Automated recipe management
- Process traceability
- Real-time monitoring
- Closed-loop quality control
Artificial Intelligence
Machine learning algorithms are increasingly used to:
- Predict coating quality
- Optimize deposition parameters
- Reduce process variation
- Improve production yield
Digital Twins
Virtual process simulation enables engineers to optimize coating recipes before production, reducing development time and manufacturing cost.
Advanced Materials
Future research focuses on:
- High-entropy ceramics
- Rare-earth zirconates
- Functionally graded coatings
- Environmental barrier coatings (EBCs)
- Ultra-high-temperature ceramics (UHTCs)
These materials are expected to support next-generation aircraft engines, hypersonic vehicles, and advanced energy systems.
9.5 Sustainability and Circular Manufacturing
Sustainability is becoming an increasingly important driver of coating technology development.
EB-PVD contributes to environmental goals by:
- Extending component service life
- Reducing raw material consumption
- Supporting remanufacturing
- Lowering maintenance costs
- Improving energy efficiency
- Reducing lifecycle carbon emissions
As industries transition toward circular manufacturing models, advanced coating technologies will play a central role in maximizing the value and longevity of high-cost engineered components.
9.6 Outlook
Looking ahead, EB-PVD is expected to remain the benchmark technology for premium thermal barrier coatings in aerospace and high-temperature energy applications. While emerging coating processes will continue to evolve, the unique combination of high-purity deposition, controlled columnar microstructure, superior thermal cycling resistance, and exceptional reliability ensures that EB-PVD will remain indispensable for the world’s most demanding engineering applications.
The convergence of intelligent manufacturing, advanced ceramic materials, digital process control, and sustainable remanufacturing is likely to define the next generation of EB-PVD systems, opening new opportunities across aerospace, power generation, semiconductor manufacturing, and advanced surface engineering.

Chapter 10. Greenstone EB-PVD Solutions
10.1 Advanced EB-PVD Solutions for High-Performance Surface Engineering
As industries continue to demand higher operating temperatures, longer component life, and greater manufacturing precision, selecting the right coating equipment becomes just as important as choosing the coating material itself. A modern Electron Beam Physical Vapor Deposition system must combine stable vacuum technology, precise electron beam control, intelligent automation, and flexible process integration to consistently produce aerospace-grade coatings.
Greenstone is committed to delivering complete EB-PVD solutions for research institutes, universities, aerospace manufacturers, gas turbine producers, coating service providers, and advanced materials laboratories worldwide.
Our solutions are designed to support both research-scale development and industrial production, enabling customers to manufacture high-quality ceramic coatings with excellent repeatability, reliability, and process stability.
10.2 Greenstone EB-PVD System Features
Greenstone EB-PVD systems integrate advanced vacuum engineering, electron beam technology, precision motion control, and intelligent process management into a complete coating platform.
Typical system features include:
- High-vacuum coating chamber
- High-power electron beam evaporation source
- Multi-axis substrate manipulation system
- Intelligent beam scanning control
- Automatic process recipe management
- Precision temperature monitoring
- Stable vacuum pumping system
- Water-cooled safety protection
- Real-time process monitoring
- Industrial PLC and HMI control interface
- Remote diagnostics and technical support
- Modular configuration for future upgrades
The modular architecture allows customers to configure systems according to production capacity, component size, coating materials, and research objectives.
10.3 Typical Coating Materials
Greenstone EB-PVD systems are compatible with a wide range of advanced ceramic and metallic evaporation materials, including:
Thermal Barrier Coating Ceramics
- 7–8 wt.% Yttria-Stabilized Zirconia (YSZ)
- Gadolinium Zirconate
- Lanthanum Zirconate
- Samarium Zirconate
- Rare-Earth Oxides
Metallic Coating Materials
- MCrAlY Alloys
- NiCrAlY
- CoNiCrAlY
- Platinum Aluminide
- High-Temperature Alloys
Functional Coating Materials
- Oxide Ceramics
- Composite Ceramics
- Environmental Barrier Coatings (EBCs)
- Functional Thin Films
- Advanced Research Materials
Customized material compatibility can also be developed according to customer requirements.
10.4 Typical Industrial Applications
Greenstone EB-PVD systems support coating development and production across numerous industries.
Aerospace
- Turbine blades
- Guide vanes
- Combustor liners
- Afterburner components
- Engine hot-section parts
Power Generation
- Industrial gas turbines
- Hydrogen turbines
- Power plant components
Research Institutes
- Ceramic materials research
- Thin-film development
- High-temperature materials
- Surface engineering laboratories
Semiconductor Industry
- High-temperature processing components
- Functional ceramic coatings
- Vacuum system components
Advanced Manufacturing
- Ceramic matrix composites
- High-temperature functional coatings
- Experimental coating development
- Prototype manufacturing
10.5 Custom Engineering Solutions
Every customer’s production environment is different.
Instead of supplying standardized equipment alone, Greenstone provides customized engineering solutions tailored to specific manufacturing requirements.
Customization options include:
- Chamber size
- Electron beam power
- Number of evaporation sources
- Pumping configuration
- Fixture design
- Component loading capacity
- Automation level
- Process software
- Data acquisition
- Remote monitoring
- Safety systems
Whether the application involves laboratory research, pilot production, or large-scale industrial manufacturing, Greenstone can design an optimized solution to meet technical and production objectives.
10.6 Complete Engineering Services
Greenstone provides comprehensive support throughout the entire project lifecycle.
Our services include:
- Technical consultation
- Process evaluation
- Equipment design
- Manufacturing
- Installation
- Commissioning
- Process development
- Operator training
- Maintenance support
- Spare parts supply
- Remote troubleshooting
- Long-term technical cooperation
Our engineering team works closely with customers to shorten development cycles and improve production efficiency while ensuring reliable system performance.
10.7 More Than Equipment
Beyond supplying EB-PVD systems, Greenstone also provides advanced surface engineering services for customers who require prototype development, sample evaluation, or outsourced coating production.
Our capabilities include:
- EB-PVD coating services
- Thermal Barrier Coating (TBC) development
- Coating process optimization
- Component remanufacturing
- Surface engineering consulting
- Failure analysis support
- Coating feasibility studies
- Prototype manufacturing
- Small-batch production
This integrated service model enables customers to evaluate coating performance before investing in full-scale production equipment.
Chapter 11. Frequently Asked Questions (FAQ)
Q1. What is Electron Beam Physical Vapor Deposition (EB-PVD)?
EB-PVD is a high-vacuum coating technology that uses a focused electron beam to evaporate ceramic or metallic materials. The resulting vapor condenses onto heated substrates, forming high-purity coatings with a characteristic columnar microstructure. It is widely used to produce thermal barrier coatings for aerospace turbine components.
Q2. Why is EB-PVD preferred for aircraft engine turbine blades?
EB-PVD produces a strain-tolerant columnar ceramic coating that accommodates thermal expansion and contraction during repeated engine start-stop cycles. This significantly improves thermal fatigue resistance and coating durability compared with conventional coating methods.
Q3. What coating materials can be deposited using EB-PVD?
Common materials include:
- YSZ
- Gadolinium Zirconate
- Rare-Earth Zirconates
- MCrAlY Bond Coats
- Platinum Aluminide
- Oxide Ceramics
- Functional Ceramic Coatings
Material selection depends on operating temperature, corrosion environment, and application requirements.
Q4. What industries use EB-PVD technology?
Major industries include:
- Aerospace
- Industrial gas turbines
- Energy
- Semiconductor manufacturing
- Medical engineering
- Advanced materials research
- Defense
- Scientific laboratories
Q5. What are the advantages of EB-PVD over Air Plasma Spray (APS)?
Compared with APS, EB-PVD offers:
- Superior thermal cycling resistance
- Lower residual stress
- Higher coating purity
- Better strain tolerance
- Controlled columnar microstructure
- Longer coating life in aircraft engines
APS, however, generally provides higher deposition rates and lower manufacturing costs.
Q6. Is EB-PVD suitable for mass production?
Yes.
Modern EB-PVD systems are capable of industrial-scale production using automated process control, multi-component fixtures, and programmable deposition recipes. The technology is already widely used in commercial aerospace manufacturing.
Q7. Can EB-PVD be used for component repair and remanufacturing?
Yes.
EB-PVD plays an important role in restoring thermal barrier coatings on high-value turbine components during maintenance, repair, and overhaul (MRO), helping extend service life and reduce replacement costs.
Q8. How long does an EB-PVD coating last?
Coating lifetime depends on factors such as:
- Operating temperature
- Thermal cycling frequency
- Fuel quality
- Environmental conditions
- Coating material
- Bond coat quality
Properly engineered EB-PVD thermal barrier coatings can remain effective through thousands of thermal cycles in demanding aerospace applications.
Q9. Does Greenstone provide customized EB-PVD systems?
Yes.
Greenstone offers customized EB-PVD solutions based on customer requirements, including laboratory systems, pilot-scale equipment, and industrial production lines with configurable chamber sizes, electron beam power, automation levels, and process capabilities.
Q10. Does Greenstone offer coating services in addition to equipment?
Yes.
In addition to complete equipment solutions, Greenstone provides coating process development, sample testing, prototype manufacturing, component remanufacturing, and advanced surface engineering services to help customers validate applications before full-scale production.


Chapter 12. Conclusion
Electron Beam Physical Vapor Deposition has become one of the most influential coating technologies in modern surface engineering. By combining high-energy electron beam evaporation, high-vacuum processing, and precisely controlled crystal growth, EB-PVD enables the production of ceramic coatings capable of protecting critical components under some of the harshest operating conditions encountered in engineering.
Its unique columnar microstructure provides outstanding thermal insulation, superior thermal fatigue resistance, and excellent long-term reliability—qualities that have made EB-PVD the benchmark technology for thermal barrier coatings in commercial aviation, military propulsion systems, and industrial gas turbines. As industries pursue higher operating temperatures, improved energy efficiency, and lower emissions, the importance of advanced coating technologies will continue to increase.
Looking ahead, the integration of artificial intelligence, digital manufacturing, advanced ceramics, environmental barrier coatings, and intelligent process control will further expand the capabilities of EB-PVD systems. These developments will support next-generation aerospace engines, hydrogen energy systems, semiconductor manufacturing, and other high-value industries where performance, durability, and reliability are paramount.
Greenstone is dedicated to supporting this technological evolution by providing advanced EB-PVD equipment, customized engineering solutions, coating process development, and comprehensive technical services. From laboratory research to industrial production and component remanufacturing, our goal is to help customers transform advanced coating technologies into reliable, efficient, and commercially successful manufacturing solutions.
Whether you are developing next-generation thermal barrier coatings, upgrading turbine manufacturing capabilities, or seeking a trusted partner for advanced surface engineering, Greenstone is ready to deliver integrated solutions that combine innovation, precision, and long-term value for the global advanced manufacturing industry.
Michael Shea
Michael Shea – Overseas Director, Global Business Development Leader & Senior Technical Engineering Expert Michael Shea serves as Greenstone’s Overseas Director and a highly versatile senior technical engineering expert, combining global business leadership with deep multidisciplinary expertise across laser cladding, DED metal additive manufacturing, laser cleaning, laser quenching, industrial equipment modernization, and advanced manufacturing system integration. With extensive experience in both international market development and full-spectrum industrial technology implementation, Michael plays a critical role in driving Greenstone’s global expansion while ensuring technical excellence across diverse customer applications. His unique professional strength lies in seamlessly integrating commercial strategy, engineering expertise, and…