Laser Micromachining: Water Jet Guided Laser Technology, Systems and Applications
July 3, 2026
{kind=link}
{kind=link}
{kind=link}
Laser micromachining is increasingly used to manufacture micro-scale holes, narrow kerfs, fine grooves and complex precision features in advanced engineering materials. As aerospace engines, semiconductor devices, technical ceramics and high-performance components move toward smaller features and tighter dimensional requirements, conventional mechanical machining and free-space laser processing can face limitations related to tool wear, heat accumulation, focal control and surface integrity.
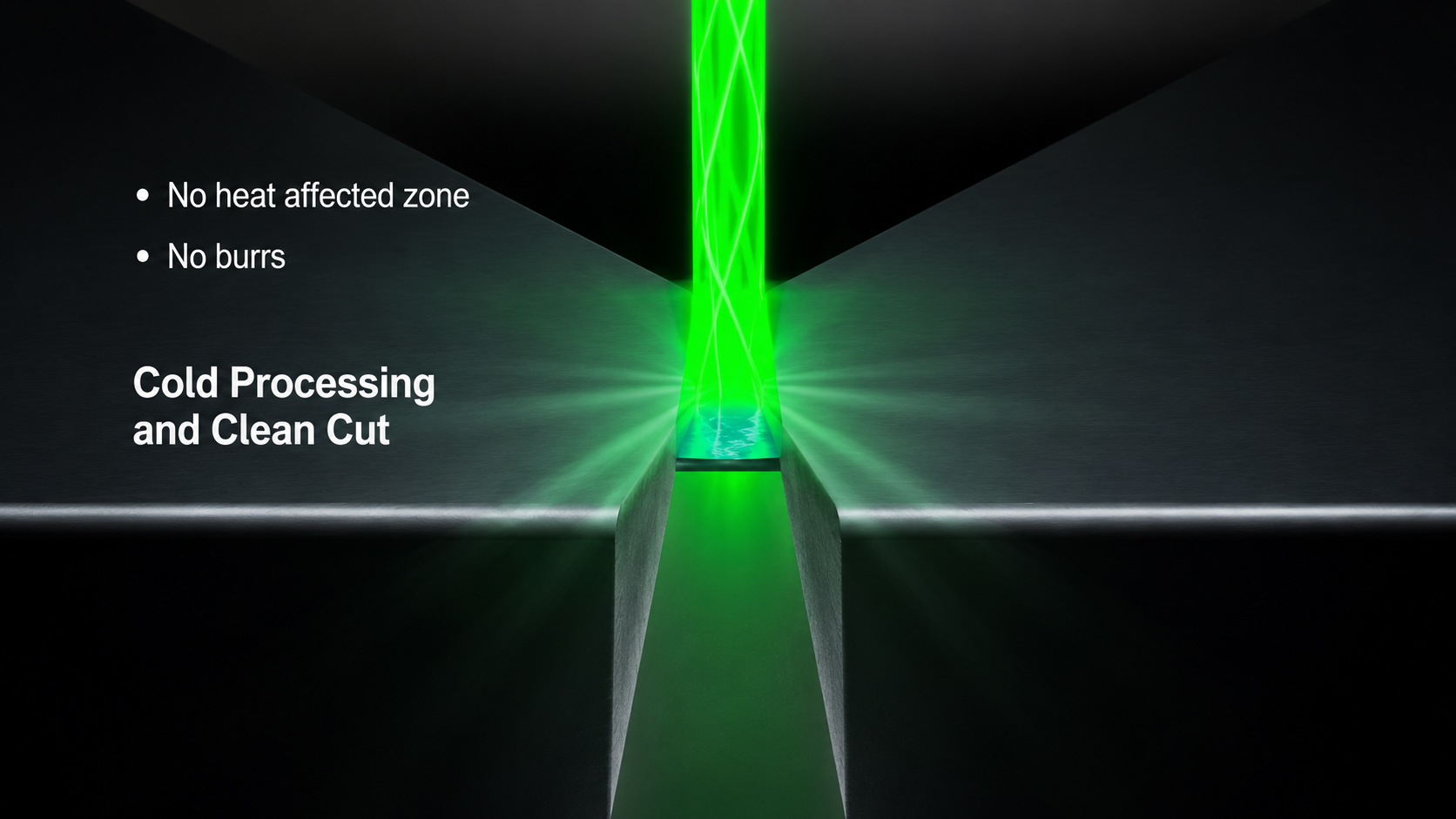
Water jet guided laser technology combines pulsed laser energy with a fine, stable water jet. The laser beam is coupled into the water jet and guided toward the workpiece by total internal reflection at the water-air interface. The flowing water simultaneously assists cooling and removes part of the molten or ablated material from the processing zone.
This combination creates a distinctive laser micromachining process for precision cutting, laser micro drilling and controlled material removal.
Depending on the material, feature geometry and process configuration, water jet guided laser machining can be applied to nickel-based superalloys, titanium alloys, ceramics, silicon carbide, semiconductor materials, carbon-fiber-reinforced composites and diamond-related materials.


What Is Laser Micromachining?
Laser micromachining refers to the use of controlled laser energy to produce small, high-precision features by removing material at a micro-scale or near-micro-scale level.
Typical processes include:
- laser micro drilling;
- precision laser drilling;
- laser micro hole drilling;
- micro cutting;
- fine grooving and slotting;
- precision contour machining;
- localized material removal;
- machining of complex micro-features.
Unlike conventional milling or drilling, laser processing does not require a cutting tool to physically contact the workpiece. This eliminates mechanical tool wear and reduces cutting forces on delicate components.
However, conventional laser micromachining also presents technical challenges.
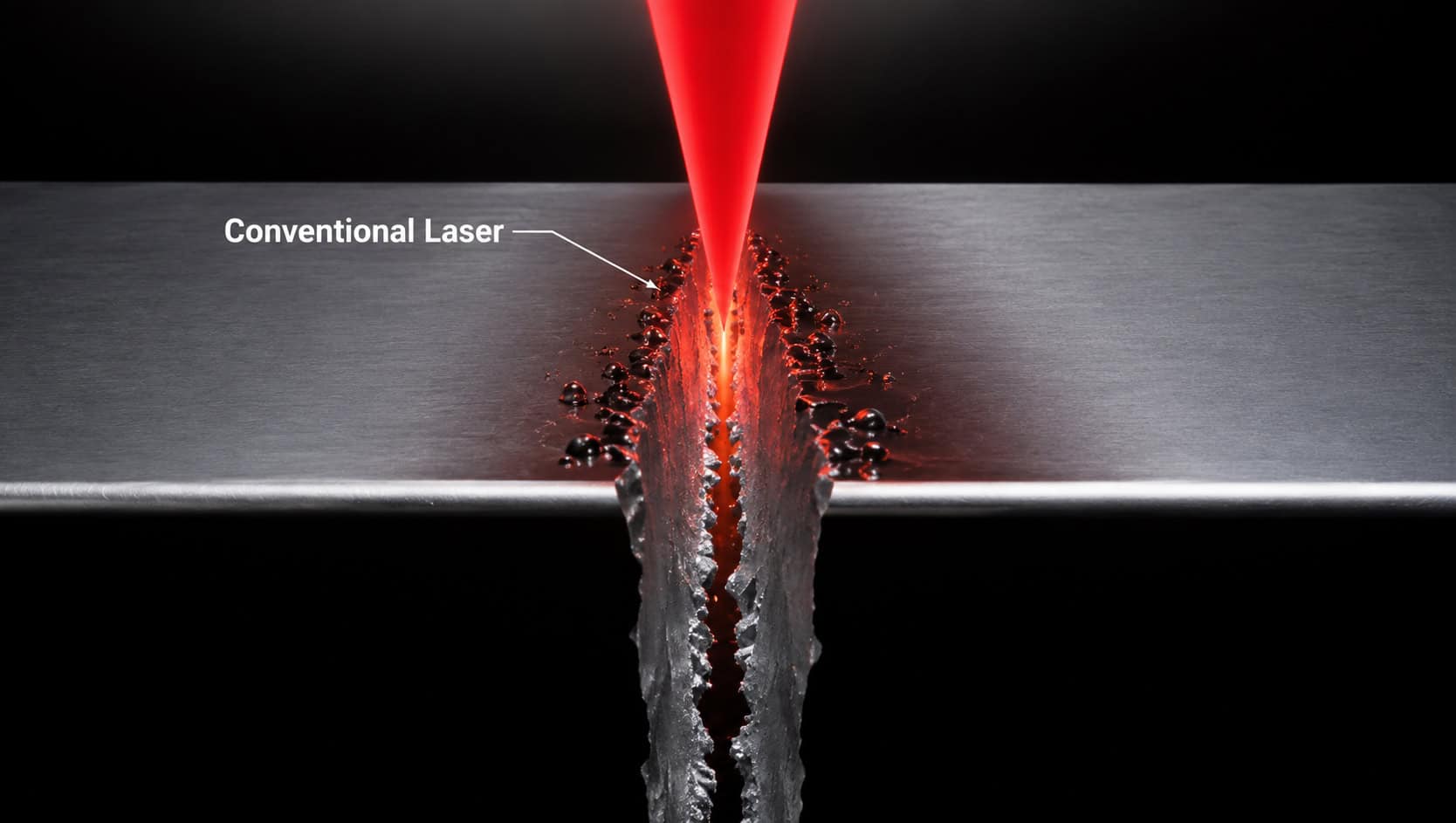
A free-space laser beam normally has to be accurately focused on the processing surface. The useful processing zone is influenced by focal depth, surface geometry, beam incidence angle and the relative position between the optical system and the workpiece.
During deep cutting or drilling, repeated laser-material interaction may also produce heat accumulation, a heat-affected zone, recast material, oxidation, taper or debris deposition. The severity of these effects depends strongly on the laser pulse duration, wavelength, power density, assist gas, material and process strategy.
For this reason, different laser micromachining systems have been developed for different industrial requirements. Water jet guided laser machining is one of the specialized technologies used where precision, cooling and controlled energy delivery are particularly important.
What Is Water Jet Guided Laser Technology?
A water jet guided laser is a laser machining technology in which a laser beam is coupled coaxially into a thin, high-speed water jet.
The water jet acts as a flexible optical guide.
In conventional laser processing, the focused laser beam propagates through air from the focusing optics to the workpiece. In water jet guided laser machining, the laser is introduced into a fine water jet through an optical coupling structure and nozzle.
Because of the refractive-index difference between water and the surrounding air, properly coupled laser light can be confined within the water column by total internal reflection.
The principle is comparable, in a simplified optical sense, to light guidance in an optical fiber.
The resulting water-guided laser beam travels with the jet toward the workpiece.
At the processing zone, the laser provides the energy required for material removal, while the continuously flowing water can:
- cool the local processing region;
- limit excessive heat accumulation;
- remove part of the machining debris;
- flush molten or ablated material from the kerf;
- reduce surface contamination;
- support more stable processing over a useful working distance.
The technology is sometimes searched more broadly as a water jet laser. However, it should not be confused with conventional abrasive waterjet cutting.
Water jet guided laser machining is fundamentally a laser-based material removal process.

How Does Water Jet Guided Laser Technology Work?
A water jet guided laser process can be understood through five principal stages.
1. Laser Beam Generation and Focusing
A pulsed laser source generates the processing beam.
The exact laser parameters depend on the material and application. In the technical configurations covered by the supplied process data, representative system ranges include:
- laser power: approximately 20–400 W;
- wavelength: 532 nm;
- pulse duration: approximately 1–500 ns.
These values represent a technical configuration range rather than universal requirements for every water jet guided laser system.
The laser beam is directed through focusing optics toward the optical coupling region.
Accurate control of the laser incidence angle, beam position and optical window is essential because efficient laser-to-water coupling directly influences beam confinement and process stability.
2. Laser Coupling into the Water Jet
The focused beam enters a pressurized water chamber and is aligned with a precision nozzle.
The optical window, coupling geometry and nozzle must work together to achieve coaxial alignment between the laser and water jet.
Representative nozzle diameters in the supplied technical data range from approximately:
20 to 100 μm
The water pressure may be configured within a broad range. The reference process information shows:
50 to 800 bar
The actual pressure and nozzle diameter must be selected according to jet stability, process distance, laser parameters and required feature size.
Poor coupling alignment can lead to optical energy loss, unstable beam guidance or local damage to the coupling components.
For this reason, high-efficiency laser-water coupling is one of the key engineering challenges in a water jet guided laser system.
3. Laser Guidance by Total Internal Reflection
After entering the water jet, the laser beam is repeatedly reflected at the water-air interface.
This total internal reflection confines the laser energy within the fine water column.
Instead of forming a conventional free-space focused cone that rapidly diverges away from the focal plane, the laser energy follows the water jet over a defined processing distance.
Representative technical data indicate working distances of approximately:
5–50 mm
The effective working distance is application- and system-dependent and is influenced by water jet stability, nozzle geometry, pressure, laser coupling and environmental conditions.
This guided delivery mechanism is one of the fundamental differences between water jet guided laser technology and conventional focused laser machining.
4. Laser-Material Interaction
When the guided laser reaches the workpiece, laser energy is absorbed by the material.
Depending on the material properties and laser parameters, material removal may involve localized melting, vaporization, ablation and repeated pulsed energy interaction.
The laser remains the primary source of processing energy.
The water jet is not an abrasive cutting medium.
This distinction is important because the technology should not be interpreted as a small conventional waterjet cutting machine.
In reported and application-specific configurations, the process can be used on material thicknesses ranging from thin precision structures to substantially thicker components. The supplied technical reference shows a broad processing thickness range of approximately:
0.01 to 30 mm
The actual achievable depth or thickness depends strongly on material, feature geometry, laser power, pulse characteristics and process strategy.
5. Cooling and Debris Evacuation
The water jet continuously interacts with the machining zone.
This provides two important functions.
First, water removes heat from the surrounding material and can reduce excessive thermal accumulation.
Second, the flowing jet assists in flushing machining products away from the interaction region.
This can reduce recast accumulation, carbonized residue and debris deposition under suitable processing conditions.
For this reason, water jet guided laser machining is often considered a low-thermal-load laser process compared with many conventional laser machining configurations.
However, the technically accurate description is reduced thermal influence, not an unconditional “zero heat-affected zone.”
The final thermal effect depends on:
- material properties;
- laser pulse duration;
- pulse frequency;
- power density;
- processing speed;
- water jet pressure;
- jet diameter;
- feature geometry;
- number of processing passes.
Is a Water Jet Laser the Same as Waterjet Cutting?
No.
A water jet guided laser and a conventional waterjet cutting system use fundamentally different material removal mechanisms.
| Process | Water Jet Guided Laser | Conventional Waterjet Cutting |
|---|---|---|
| Primary processing energy | Laser energy | High-pressure water or abrasive particles |
| Water function | Optical guidance, cooling and debris removal | Mechanical erosion and cutting |
| Laser beam | Yes | No |
| Abrasive media | Normally not the primary cutting mechanism | Common in abrasive waterjet cutting |
| Typical focus | Precision micromachining and advanced materials | General material cutting |
| Micro-feature capability | Suitable for selected precision micro-features | Limited by jet and abrasive characteristics |
The term water jet laser is sometimes used informally in searches and technical discussions. A more precise technical description is:
Water Jet Guided Laser
or:
Water-Guided Laser Machining
For industrial equipment, Greenstone uses the broader term Water Jet Guided Laser Machining System because the technology can perform more than cutting alone.
Applications can include drilling, micro-hole machining, grooving and other precision material removal processes.
Water Jet Guided Laser vs Conventional Laser Micromachining
Conventional laser micromachining and water jet guided laser machining both use laser energy to remove material, but their beam delivery and thermal management mechanisms are different.
| Technical Factor | Water Jet Guided Laser | Conventional Laser Micromachining |
|---|---|---|
| Laser delivery | Guided within a fine water jet | Free-space optical propagation |
| Beam behavior | Constrained by the stable water jet | Controlled by focusing optics |
| Working zone | Defined by guided jet stability | Strongly related to focal position and depth of focus |
| Cooling | Continuous water interaction | Assist gas or separate cooling strategy |
| Debris removal | Water-assisted flushing | Gas-assisted or process-dependent |
| Heat accumulation | Can be reduced under optimized conditions | Highly dependent on pulse and process parameters |
| Kerf geometry | Narrow and relatively consistent in suitable applications | Can be affected by focus and depth |
| Tool wear | No mechanical cutting tool | No mechanical cutting tool |
| Complex surfaces | Depends on jet accessibility and motion control | Depends on optical access and focus control |
One important limitation of conventional focused laser processing is the variation of beam size away from the focal plane.
During deeper cutting, the beam-material interaction can change as the processing front moves away from the optimum focus position.
This may contribute to kerf taper and non-uniform wall geometry.
A stable water-guided beam can maintain energy delivery along the water jet over a useful processing distance. In suitable applications, this supports narrow cuts and straighter sidewalls.
The supplied application data show representative water-guided laser kerf widths of approximately:
60–90 μm
For comparison, the same reference material reports diamond wire cutting widths of approximately:
80–120 μm
These figures should be interpreted as application-specific comparison data rather than universal values for all machines and materials.
Surface quality is another important consideration.
Mechanical diamond wire cutting can leave tool or abrasive marks, while some conventional thermal laser processes may produce recast, oxidation or carbonized material.
In a properly optimized water jet guided laser process, continuous water flushing can improve debris evacuation and reduce thermally induced residue.
For selected precision applications, reported surface roughness can reach below:
Ra 1.0 μm
Actual surface roughness remains dependent on material, process parameters and required geometry.
Laser Micromachining Systems and Equipment
There is no single laser micromachining system suitable for every material and micro-feature.
Industrial laser micromachining technologies include:
- nanosecond laser systems;
- picosecond laser systems;
- femtosecond laser systems;
- ultraviolet laser systems;
- water jet guided laser systems.
Nanosecond Laser Micromachining
Nanosecond lasers are widely used for industrial cutting, drilling, marking and material removal.
They can provide relatively high processing efficiency, but the longer pulse duration compared with ultrashort-pulse lasers can result in greater thermal interaction with the material.
Picosecond and Femtosecond Laser Micromachining
Ultrashort-pulse lasers reduce the time available for heat to diffuse into the surrounding material.
They are widely used for precision processing where very small features and low thermal damage are required.
However, system cost, processing rate and depth capability must be considered for industrial production.
Water Jet Guided Laser Systems
A water jet guided laser system introduces a different process architecture.
Instead of relying only on pulse duration to control thermal effects, the system combines pulsed laser processing with continuous water guidance and cooling.
A complete laser micromachining system based on water-guided laser technology normally includes:
- pulsed laser source;
- beam delivery optics;
- laser-water coupling module;
- optical window;
- precision nozzle;
- high-pressure water system;
- water filtration and treatment system;
- pressure control system;
- precision motion platform;
- process control software;
- safety enclosure and auxiliary systems.
The laser source, water system and motion system must operate as an integrated process platform.
Simply combining a laser with a high-pressure water nozzle does not create a stable water jet guided laser process.
Key Technologies in a Water Jet Guided Laser System
High-Efficiency Laser-Water Coupling
The optical window and coupling structure must be designed to control laser incidence, beam alignment and water jet diameter.
Precise coaxial alignment helps improve optical confinement and reduce energy leakage caused by angular deviation or incorrect beam positioning.
Water Jet Stability and Control
Stable water jet formation is essential for consistent laser guidance.
A precision pressure control system helps maintain water jet parameters.
Water quality management may include:
- reverse osmosis;
- vacuum degassing;
- fine filtration;
- controlled fluid paths.
Flow channel optimization and auxiliary gas strategies may also be used in specific system designs to improve jet stability and extend the stable jet length.
Laser Wavelength and Power Optimization
Laser wavelength should be considered in relation to water absorption and material interaction.
The supplied technical information identifies 532 nm green laser operation as one representative approach because of its suitability for water-guided laser coupling in specific system architectures.
Laser power density, pulse duration and pulse frequency must then be adjusted according to the material and machining objective.
Higher laser power is not automatically better.
The laser energy and stable water jet length must be coordinated to control nonlinear loss, thermal loading and process efficiency.
Coordinated Process Parameter Control
The process window is determined by the interaction of laser and water parameters.
Important variables include:
- laser power;
- pulse energy;
- pulse frequency;
- pulse duration;
- processing speed;
- water pressure;
- water flow;
- nozzle diameter;
- stand-off distance;
- number of passes.
For industrial production, these parameters should be developed as a complete process recipe for each material and feature geometry.
Laser Micro Drilling and Precision Micro-Hole Machining
Laser micro drilling is one of the most important applications of laser micromachining.
Industrial components increasingly require small holes with controlled:
- diameter;
- depth;
- taper;
- orientation;
- spacing;
- surface integrity.
Mechanical drilling becomes difficult as hole size decreases or material hardness increases.
Tool wear, tool breakage and cutting forces can also become significant problems when processing advanced ceramics, superalloys or thin precision structures.
Laser micro hole drilling removes the requirement for a physical cutting tool.
Water jet guided laser technology adds continuous water-assisted cooling and flushing to the laser drilling process.
This is particularly relevant when drilling micro holes in components where excessive recast or heat accumulation is undesirable.
Typical feature geometries can include:
- circular holes;
- square holes;
- rectangular holes;
- shaped holes;
- inclined holes;
- complex micro-apertures.
The supplied application examples demonstrate circular, square and irregular hole geometries as well as micro-hole cross sections in high-temperature alloys and ceramic matrix composite materials.
Precision Laser Drilling for High-Performance Components
Precision laser drilling is not defined only by the ability to create a small hole.
The quality of a drilled feature must be evaluated using multiple parameters.
Hole Diameter and Dimensional Accuracy
The process must maintain the required diameter within the engineering tolerance.
Laser parameters, water jet diameter and motion control all influence the final feature size.
Hole Taper
A tapered hole can affect gas flow, cooling performance or component function.
Water-guided laser delivery can support relatively consistent energy transfer along the processing path in suitable applications, helping control excessive taper.
Recast Layer
Molten material may resolidify on the wall of a laser-drilled hole.
The continuously flowing water jet assists in removing processing debris and molten material from the interaction zone.
Under optimized conditions, this can reduce recast accumulation.
Heat-Affected Region
Thermal modification of the surrounding material is particularly important for aerospace alloys, composites and heat-sensitive components.
Water cooling can limit excessive thermal diffusion, although the final thermal response must be verified for each material and process.
Surface Integrity
Microcracks, delamination, oxidation and other surface defects can reduce component reliability.
For this reason, precision laser drilling process development should include microscopic and, where required, metallographic inspection.
Materials for Water Jet Guided Laser Machining
The suitability of water jet guided laser machining depends on laser absorption, thermal properties, mechanical characteristics and the interaction between the material and water-assisted processing environment.
Metals and High-Temperature Alloys
Applications can include:
- nickel-based superalloys;
- titanium alloys;
- stainless steels;
- selected high-performance metals.
These materials are widely used in aerospace and precision engineering.
Water jet guided laser technology is particularly relevant to small holes and precision features in components where conventional tool wear or thermal accumulation creates processing difficulties.
Carbon-Fiber-Reinforced Composites
Carbon-fiber-reinforced polymer components are increasingly used in aerospace structures.
Conventional machining can create:
- fiber pull-out;
- delamination;
- tool wear;
- edge damage.
Laser processing introduces different challenges, particularly resin thermal damage.
Water-assisted laser processing can reduce heat accumulation and assist debris removal.
However, CFRP process parameters must be optimized for the specific fiber, matrix and laminate structure.
Technical Ceramics
Technical ceramics combine hardness, wear resistance and thermal stability, but their brittleness makes conventional machining difficult.
Relevant materials include:
- alumina, Al₂O₃;
- aluminum nitride, AlN;
- zirconia, ZrO₂;
- silicon carbide, SiC;
- silicon nitride, Si₃N₄;
- machinable ceramics.
Water jet guided laser machining can be used for selected cutting, drilling and precision feature applications in these materials.
Reduced mechanical force is an important advantage because the process does not rely on a physical cutting edge.
Semiconductor and Electronic Materials
Potential applications include:
- silicon;
- silicon carbide;
- selected semiconductor wafers;
- GaAs-related structures;
- electronic substrates.
The process can be used for selected:
- wafer cutting;
- precision slotting;
- micro-hole machining;
- edge processing;
- localized material removal.
Semiconductor processing requires application-specific control of contamination, chipping, thermal effects and feature accuracy.
Diamond and Superhard Materials
Diamond, polycrystalline diamond and related superhard materials present severe tool wear challenges in mechanical machining.
Water jet guided laser machining has been investigated and applied to precision processing of diamond-related materials.
Continuous water cooling can reduce excessive thermal loading, while laser energy provides non-contact material removal.
Applications may include:
- diamond cutting;
- PCD machining;
- superhard tool processing;
- precision contour generation.
Material grade, binder phase and required surface integrity must be considered during process development.
Industrial Applications of Water Jet Guided Laser Technology
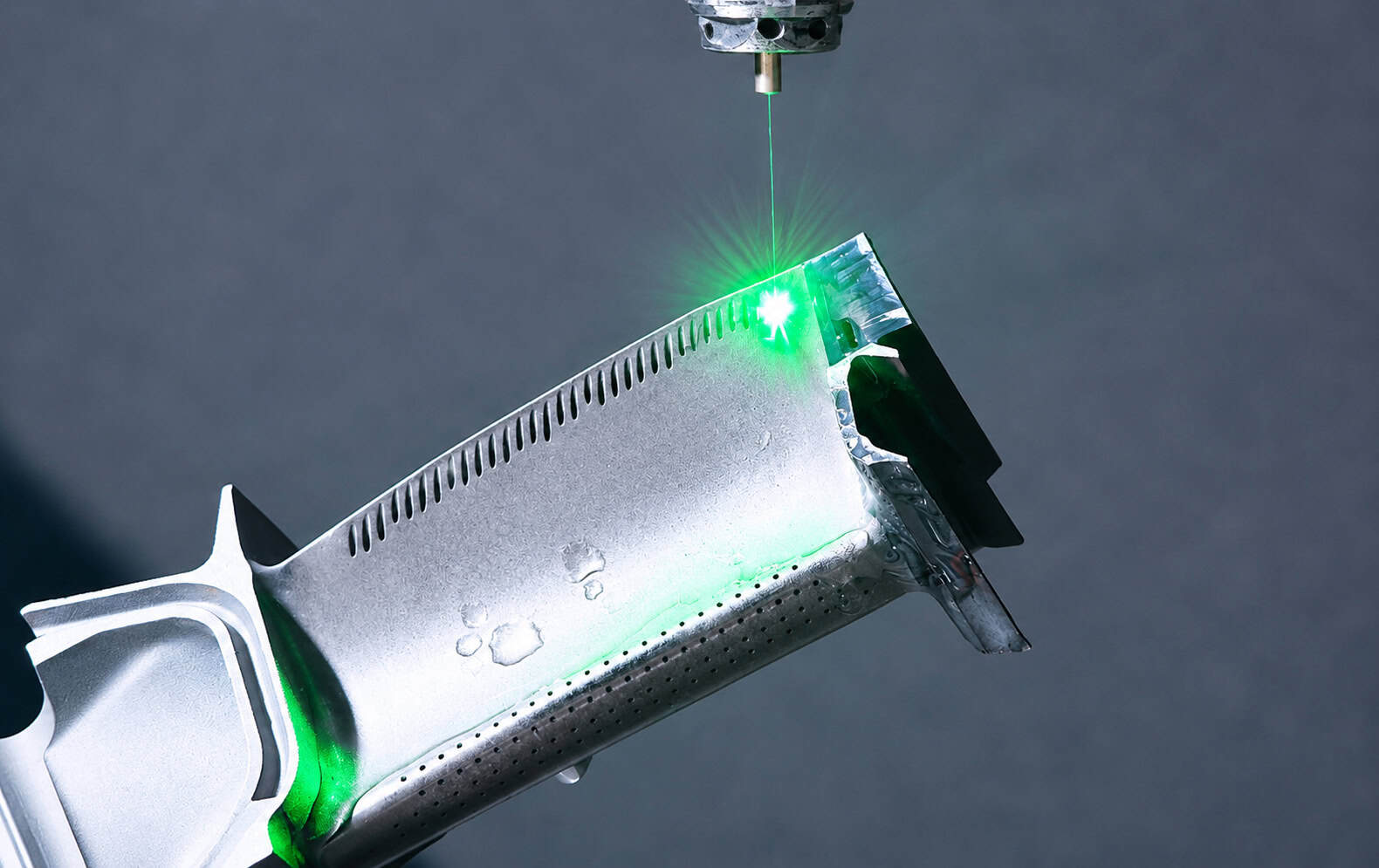
Aerospace and Aero-Engine Components
Aerospace components require strict control of geometry, surface integrity and processing defects.
Many aero-engine materials are also difficult to machine using conventional tools.
Water jet guided laser technology can be applied to selected processing tasks involving:
- combustion chamber components;
- turbine shrouds;
- turbine blades and vanes;
- cooling holes;
- nickel-based superalloys;
- ceramic matrix composites;
- CFRP aerospace structures.
Laser micro drilling is particularly relevant to aero-engine cooling structures.
Modern turbine components may require a large number of small cooling holes with controlled diameter, orientation and geometry.
The supplied technical examples show round, square and irregular micro-hole geometries, including features in high-temperature alloys and ceramic matrix composite structures.
For these components, process evaluation should consider:
- hole taper;
- recast;
- thermal modification;
- microcracking;
- coating condition;
- feature repeatability.
Semiconductor and 3C Electronics
In computer, communication and consumer electronics manufacturing, component dimensions continue to decrease.
Water jet guided laser machining can be evaluated for precision processing of Si, SiC and selected brittle electronic materials.
Application examples include:
- wafer processing;
- semiconductor substrate cutting;
- crystal cutting;
- precision slotting;
- micro-hole machining;
- pad edge processing;
- advanced electronic material processing.
The non-contact nature of laser micromachining eliminates mechanical tool wear and can reduce cutting force on brittle substrates.

Advanced Ceramics
Technical ceramics are used in:
- electronics;
- aerospace;
- automotive systems;
- medical technology;
- precision industrial components.
Their high hardness and brittleness make mechanical drilling and cutting difficult.
Water jet guided laser systems can be applied to selected ceramic micromachining processes where narrow features and low mechanical loading are required.
Precision Engineering and Consumer Components
Other potential application areas include:
- precision gears;
- watch components;
- micro-mechanical parts;
- metal foils;
- precision needles;
- hard material tools;
- micro-filters.
The process is particularly relevant where conventional tooling becomes difficult because of small feature dimensions or material hardness.
Medical Components
Precision medical devices can require small features in components such as:
- supports;
- needles;
- implant structures;
- microsurgical components.
Any medical application requires separate validation of material integrity, cleanliness and manufacturing requirements.
Energy and Advanced Industrial Components
Potential applications can also extend to selected components in:
- solar technology;
- energy systems;
- fuel injection systems;
- precision nozzles;
- advanced engine components.
The suitability of water jet guided laser processing must always be evaluated against the material, feature dimensions and required production rate.
Key Advantages and Technical Considerations
Water jet guided laser technology offers several potential advantages, but these advantages depend on correct process integration.
Narrow Kerf and Precision Features
Fine water jets and controlled laser energy can support narrow cutting widths.
Application-specific data supplied for water-guided laser processing report kerf widths in the range of approximately 60–90 μm.
Reduced Heat Accumulation
Continuous water interaction removes heat from the processing zone.
This can reduce the extent of thermal modification compared with conventional laser processes under comparable application conditions.
Water-Assisted Debris Removal
The flowing jet helps remove machining debris and processing products.
This can improve kerf cleanliness and reduce recast accumulation under optimized conditions.
No Mechanical Tool Wear
Because laser energy performs the material removal, there is no conventional drill or cutting tool in contact with the workpiece.
This is particularly valuable for:
- diamond;
- SiC;
- ceramics;
- high-temperature alloys;
- other difficult-to-machine materials.
Extended Effective Processing Distance
The water jet guides the laser beyond the conventional free-space focal region.
Representative process data show working distances of approximately 5–50 mm, depending on the system and jet conditions.
Process Efficiency
For specific silicon carbide cutting comparisons in the supplied application data, water jet guided laser cutting speeds of approximately 6–10 mm/min were reported, compared with approximately 2–4 mm/min for diamond wire cutting and 1–2 mm/min for slurry-based cutting.
The same reference suggests a potential 3–5× processing efficiency improvement for comparable SiC applications.
These figures are material- and process-specific and should not be generalized to every workpiece.
How to Select a Laser Micromachining System
Selecting a laser micromachining system should begin with the application rather than the machine specification.
The following factors should be evaluated.
1. Workpiece Material
Identify:
- material grade;
- coating;
- composite structure;
- thermal properties;
- brittleness;
- laser absorption characteristics.
2. Feature Geometry
Define whether the process requires:
- cutting;
- drilling;
- micro-hole drilling;
- slotting;
- grooving;
- contour machining.
For holes, specify:
- diameter;
- depth;
- angle;
- taper requirement;
- hole spacing.
3. Material Thickness and Machining Depth
The required depth directly affects laser power, processing strategy and cycle time.
Deep features may require multiple processing passes.
4. Thermal Damage Tolerance
For aerospace alloys, CFRP, ceramics and semiconductor materials, allowable thermal modification should be clearly defined.
5. Surface Quality
Specify:
- required roughness;
- recast limits;
- edge quality;
- burr requirements;
- allowable microcracks.
6. Production Throughput
A laboratory laser micromachining process may not automatically be suitable for industrial production.
Cycle time, automation and repeatability must be evaluated.
7. Process Inspection
For critical components, the process may require:
- optical microscopy;
- SEM inspection;
- cross-sectional analysis;
- dimensional measurement;
- metallographic evaluation.
The correct laser micromachining system is therefore a combination of laser source, water jet control, precision motion and a validated process recipe.

Greenstone Water Jet Guided Laser Machining Systems
Greenstone provides water jet guided laser machining systems and application development services for precision laser micromachining, laser micro drilling, precision laser drilling and advanced material processing.
Our system approach integrates the laser source, laser-water coupling module, precision water jet control, motion platform and process control system according to the customer’s material and machining requirements.
Applications can be evaluated for advanced engineering materials including high-temperature alloys, titanium alloys, technical ceramics, silicon carbide, semiconductor materials, composite structures and selected diamond or superhard materials.
Rather than selecting a water jet laser cutting machine only by laser power, Greenstone evaluates the complete process requirements, including:
- workpiece material;
- component drawing;
- feature dimensions;
- hole or kerf geometry;
- machining depth;
- thermal damage tolerance;
- surface quality;
- required production efficiency;
- automation requirements.
For new applications, process testing and sample evaluation can be carried out before the final system configuration is determined.
Send Greenstone your material information, component drawing, target feature dimensions and machining requirements. Our technical team can evaluate the application and recommend a suitable water jet guided laser process and laser micromachining system configuration.

GREENSTONE GLMJ6000 Waterjet-Guided Laser Micromachining System
For industrial applications requiring high-precision laser micromachining, micro-hole drilling, and complex three-dimensional processing, GREENSTONE provides the GLMJ6000 Waterjet-Guided Laser Micromachining System. The system integrates a high-precision five-axis CNC platform with micro-waterjet-guided laser technology, enabling controlled laser processing of complex components with high dimensional accuracy, smooth cut surfaces, and minimal thermal influence.
The GLMJ6000 uses a 532 nm pulsed Nd:YAG laser coaxially coupled into a micron-scale waterjet. Once coupled into the waterjet, the laser beam is guided toward the workpiece by total internal reflection within the stable water column. This configuration suppresses beam divergence over the effective working distance while the continuously flowing water provides localized cooling and assists in removing molten material and machining debris from the processing zone.
A 500/600 bar high-pressure water system, with water pressure stability of ±5 bar, supports stable micro-waterjet generation through 50–120 μm nozzles. Combined with a 400 W average laser power and a 300 μm beam diameter, the system is designed for precision laser drilling, micro-hole machining, fine cutting, and other demanding laser micromachining processes.
The five-axis motion platform provides a machining envelope of 2000 × 1500 × 1000 mm, with a B-axis rotation range of ±120° and a C-axis rotation range of ±190°. Five-axis simultaneous CNC control enables the laser-waterjet processing head to follow complex three-dimensional geometries and maintain the required processing orientation on contoured surfaces.
With a 2000 × 1500 mm worktable and a maximum table load capacity of 1500 kg, the GLMJ6000 can accommodate both precision components and relatively large industrial workpieces. Its positioning accuracy reaches ±10 μm according to JIS / 20 μm according to ISO, while repeat positioning accuracy reaches ±8 μm according to JIS / 15 μm according to ISO.
Typical application materials and components include metals, cemented carbides, high-reflectivity materials, silicon carbide and other hard or brittle materials, precision watch components, aerospace and aero-engine parts, and precision molds. Depending on material characteristics, component geometry, and machining requirements, GREENSTONE can develop application-specific waterjet-guided laser processing solutions and system configurations.
GLMJ6000 Technical Specifications
| System | Parameter | Specification |
|---|---|---|
| Optical Path System | Laser Type | Nd:YAG, pulsed |
| Wavelength | 532 nm | |
| Average Power | 400 W | |
| Beam Diameter | Ø300 μm | |
| Waterway System | Water Pressure Stability | ±5 bar |
| Water Pressure | 500 / 600 bar | |
| Nozzle Diameter | 50–120 μm | |
| Movement System | Machining Range | 2000 × 1500 × 1000 mm, 5-axis |
| B-Axis Rotation Range | ±120° | |
| C-Axis Rotation Range | ±190° | |
| X/Y/Z Positioning Accuracy | ±10 μm (JIS) / 20 μm (ISO) | |
| X/Y/Z Repeat Positioning Accuracy | ±8 μm (JIS) / 15 μm (ISO) | |
| Worktable Size | 2000 × 1500 mm | |
| Worktable Load Capacity | 1500 kg | |
| CNC System | Huazhong 848 five-axis simultaneous CNC | |
| Dimensions & Weight | Equipment Dimensions | 6200 × 4200 × 4700 mm |
| Laser Cabinet Dimensions | 700 × 2300 × 1720 mm | |
| Equipment Weight | 25,000 kg | |
| Laser Cabinet Weight | 700–750 kg |
GREENSTONE can provide waterjet-guided laser process development, application testing, sample machining, and customized equipment solutions according to the workpiece material, geometry, micro-hole or cutting requirements, and target processing quality. Customers with specific laser micromachining, precision laser drilling, laser micro-hole drilling, or waterjet-guided laser processing requirements are welcome to contact our technical team for application evaluation.
Michael Shea
Michael Shea – Overseas Director, Global Business Development Leader & Senior Technical Engineering Expert Michael Shea serves as Greenstone’s Overseas Director and a highly versatile senior technical engineering expert, combining global business leadership with deep multidisciplinary expertise across laser cladding, DED metal additive manufacturing, laser cleaning, laser quenching, industrial equipment modernization, and advanced manufacturing system integration. With extensive experience in both international market development and full-spectrum industrial technology implementation, Michael plays a critical role in driving Greenstone’s global expansion while ensuring technical excellence across diverse customer applications. His unique professional strength lies in seamlessly integrating commercial strategy, engineering expertise, and…