Application case overview
Petrochemical equipment operates in highly aggressive environments containing CO₂, H₂S, Cl⁻ and other corrosive media, often under high-temperature and high-pressure downhole conditions. These harsh working environments lead to frequent failures such as corrosion perforation and wear-induced damage, severely affecting oilfield production efficiency and safety.
Traditional surface treatment methods—such as carburizing and nitriding, martensitic hardening, high-chromium wear-resistant processing, and ion nitriding—suffer from high energy consumption, lower process efficiency, environmental pollution, and high repair costs, with limited effectiveness in demanding oil and gas applications.
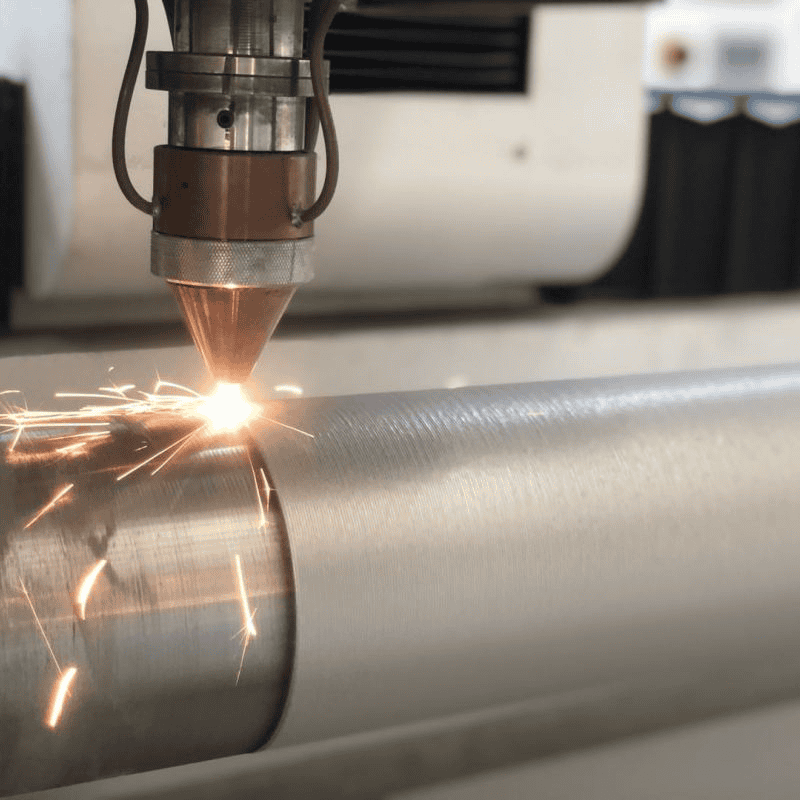
Laser cladding technology provides an advanced solution by significantly enhancing wear resistance, corrosion resistance, heat resistance, and oxidation resistance of petrochemical components. Through metallurgical bonding and controlled coating properties, laser cladding improves service life, operational reliability, and overall performance of equipment working in severe oilfield and petrochemical environments, while reducing downtime and maintenance costs.
{kind=link}
{kind=link}
{kind=link}
Scene 1: Sucker Rod Repair
Sucker rods in oilfield production are prone to eccentric wear, corrosion, and other operational stresses, leading to frequent damage and large-scale annual replacement. Laser cladding enables efficient refurbishment and reuse of worn sucker rods, restoring surface performance and extending service life. By recycling existing rods and reducing the need for new components, laser cladding significantly lowers oil extraction costs, conserves resources, and improves overall economic efficiency in oilfield operations.
Key Advantages of Laser Cladding for Sucker Rods
Strong metallurgical bonding between cladding layer and substrate, with dense, defect-free coatings
Optimized alloy powder formulation; hardness up to ≥60 HRC
Fully green process with no pollution
Precise, controllable processing suitable for complex components
Significant reduction in repair costs and substantial improvement in processing efficiency


Scene 2: Plunger Rod Repair
High-pressure plunger pumps are essential equipment in oil and gas extraction, widely used in fracturing, cementing, and water-injection operations. During service, plunger rods are subjected to high-frequency reciprocating friction, corrosive media, and erosion from hard particles, resulting in rapid wear and significantly shortened service life.
Traditional repair methods such as electroplating and spray welding have inherent limitations, including coating defects, poor bonding strength, and negative effects on the substrate. Laser cladding provides a superior solution, offering excellent coating quality and minimal impact on the base material. Advantages include high processing efficiency, low heat input, minimal distortion, low dilution rate, controllable coating thickness, smooth post-clad surface, and reduced finishing requirements. This results in improved durability, extended service life, and lower maintenance costs for plunger rods in demanding oilfield applications.
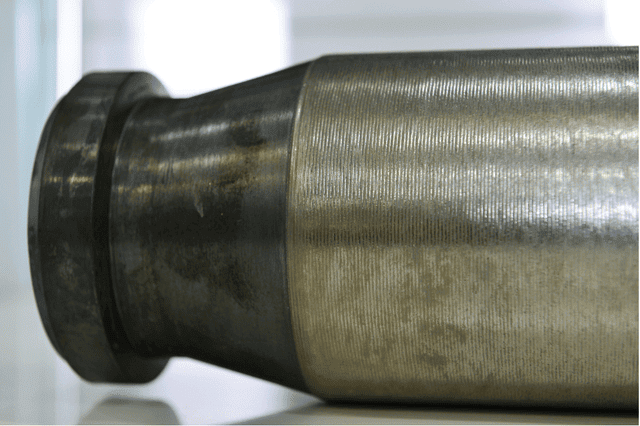

Scene 3: Oil Tubing Performance Enhancement
Under harsh oil-well operating conditions, oil tubing is highly susceptible to stress corrosion cracking. Combined effects of corrosive media and mechanical loading cause progressive crack growth, eventually leading to fracture failure and shutdown losses.
Laser cladding can not only restore damaged tubing to its original dimensions, but also significantly enhance the mechanical and corrosion-resistance properties of the base material. This makes it a highly valuable technology for extending service life and improving the reliability of downhole tubing systems.
Key Advantages
Uses specialized Greenstone alloy powders with hardness above 60 HRC
Typical cladding thickness of ~0.75 mm, with smooth, crack-free surfaces
Very low dilution rate; a flat, well-defined fusion line visible under metallographic examination
Minimal influence on tubing diameter and roundness; short-joint threaded connections remain unaffected